TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104281
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024211752
出願日
2024-12-04
発明の名称
圧縮加工品の製造方法
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21B
1/00 20060101AFI20250702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧縮加工における、鋼材に含まれる非金属介在物と母相の変形現象を考慮して、非金属介在物と母相との間に形成される隙間の大きさを適切に制御する圧縮加工品の製造方法を提供する。
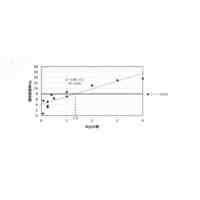
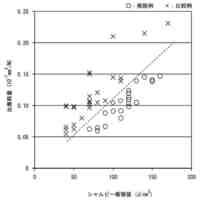
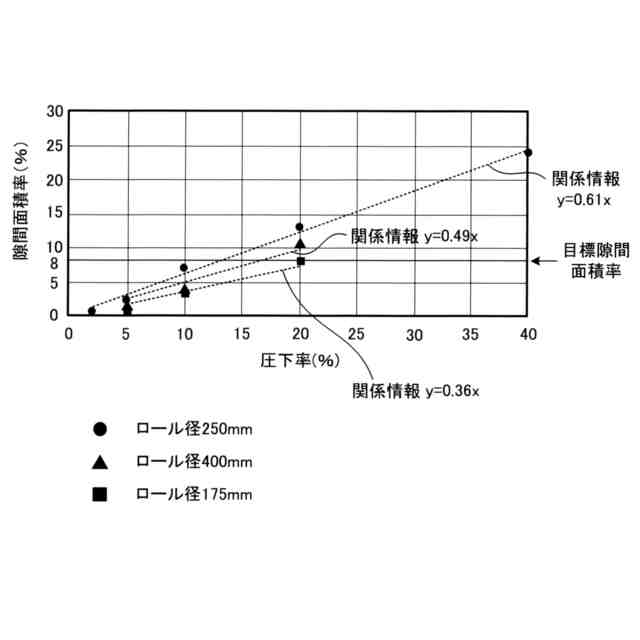
【解決手段】非金属介在物を含む鋼材に対して複数回の圧縮加工を行う圧縮加工品の製造方法であって、前記複数回の圧縮加工における各回の鋼材に対する圧下率は、上限圧下率以下の範囲でそれぞれ設定され、前記上限圧下率は、非金属介在物を含む対象の鋼材に対する圧縮加工により前記非金属介在物と母相との間に形成される隙間の隙間面積率と、その圧縮加工における圧下率と、の関係から予め求められる関係情報において、鋼材の複数回の圧縮加工完了後における隙間面積率の目標値である目標隙間面積率に対応する圧下率であることを特徴とする圧縮加工品の製造方法。
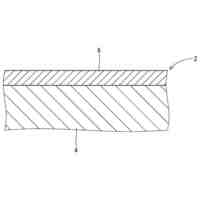
【選択図】図1
特許請求の範囲
【請求項1】
非金属介在物を含む鋼材に対して複数回の圧縮加工を行う圧縮加工品の製造方法であって、
前記複数回の圧縮加工における各回の鋼材に対する圧下率は、上限圧下率以下の範囲でそれぞれ設定され、
前記上限圧下率は、非金属介在物を含む対象の鋼材に対する圧縮加工により前記非金属介在物と母相との間に形成される隙間の隙間面積率と、その圧縮加工における圧下率と、の関係から予め求められる関係情報において、鋼材の複数回の圧縮加工完了後における隙間面積率の目標値である目標隙間面積率に対応する圧下率であることを特徴とする圧縮加工品の製造方法。
続きを表示(約 850 文字)
【請求項2】
前記圧縮加工が、圧延加工またはリングローリングであることを特徴とする請求項1に記載の圧縮加工品の製造方法。
【請求項3】
前記関係情報は、CAE解析を用いて対象の鋼材のモデルに対して圧縮加工した場合に形成される隙間の隙間面積率を、圧下率を変えて複数求め、その隙間面積率と圧下率との複数の関係に基づいて求められる関係情報であることを特徴とする請求項1に記載の圧縮加工品の製造方法。
【請求項4】
前記関係情報が、隙間面積率と圧下率との前記複数の関係に対する近似曲線であることを特徴とする請求項3に記載の圧縮加工品の製造方法。
【請求項5】
前記近似曲線は、一次関数であることを特徴とする請求項4に記載の圧縮加工品の製造方法。
【請求項6】
前記関係情報が、対象の鋼材に対して最初に行う圧縮加工によって形成される隙間の隙間面積率と圧下率との関係に基づいて求められる関係情報であることを特徴とする請求項1又は3に記載の圧縮加工品の製造方法。
【請求項7】
前記隙間面積率は下記式(1)で求められる値であることを特徴とする請求項1に記載の圧縮加工品の製造方法。
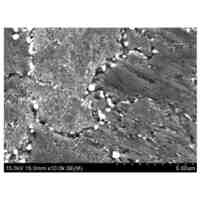
隙間面積率(%)=隙間断面積/非金属介在物断面積×100 (1)
【請求項8】
前記隙間断面積及び前記非金属介在物断面積は、前記非金属介在物を通る断面であって、鋼材の厚み方向-鋼材供給方向断面における断面積であることを特徴とする請求項7に記載の圧縮加工品の製造方法。
【請求項9】
前記圧下率は、前記圧縮加工前の鋼材の初期厚みに対する、対象の圧縮加工のパスにおける厚みの減少量の比率であることを特徴とする請求項1に記載の圧縮加工品の製造方法。
【請求項10】
前記圧縮加工品を前記圧縮加工完了後に転動部品の形状に加工することを特徴とする請求項1に記載の圧縮加工品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧縮加工品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
鋼材には、その製造工程に由来して非金属介在物と呼ばれる異物が不可避的に含まれている。圧延や鍛造を経て製造された軸受部品などの鋼材製品において、非金属介在物の周囲に隙間が形成されることがある。この隙間は、非金属介在物と母相との変形性の違いにより両者の界面で発生するものと考えられる。この隙間が、例えば軸受部品の使用中に転がり疲れを受ける軸受部品内で、き裂の発生を助長し、き裂の起点になる場合がある。すなわち、軸受部品の使用中に転動体が転がる軌道面には、繰り返しの接触荷重が負荷される。その影響領域に前述の隙間が存在する場合、軸受部品内でのき裂発生を助長し、き裂の起点になる場合がある。このき裂が軌道面に達することで剥離に至り、軸受部品の破損につながることがある。そのため、軸受部品などの鋼材製品の寿命を向上させるために、非金属介在物の周囲の隙間を減らす方法が提案されている。
【0003】
特許文献1では、スラスト型玉軸受の軌道面を作製する鍛造工程において所定の静水圧応力が得られるように、鍛造温度と円環状凸型を有する金型の押し込み量とが、所定の関係を満たすように鍛造を行う方法が記載されている。特許文献1のスラスト型球軸受の軌道面作製方法によれば、棒鋼を圧延する際に介在物の周りに生じた空隙を潰し、介在物と母材とを密着させることができるとしている。
【先行技術文献】
【特許文献】
【0004】
特許6665737号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の方法は、金型を押し付けて転動溝を形成する鍛造工程を対象としている。そして、当該鍛造工程において鋼製部品や素形材に、ある一定以上の静水圧応力を加えることができる条件を規定するのみである。つまり、圧延工程やリングローリング等の圧縮加工によって生じる、非金属介在物と母相の変形現象については考慮されていない。そのため、そのような変形現象を伴う加工に対して、特許文献1の方法を適用することはできない。また、形式的に特許文献1の方法を圧延加工やリングローリング等の圧縮加工に適用しても、介在物と母相との隙間を閉塞できるかは不明である。
【0006】
本願は、圧縮加工における、鋼材に含まれる非金属介在物と母相の変形現象を考慮して、非金属介在物と母相との間に形成される隙間の大きさを適切に制御する圧縮加工品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段は、以下の通りである。
【0008】
(1) 非金属介在物を含む鋼材に対して複数回の圧縮加工を行う圧縮加工品の製造方法であって、
前記複数回の圧縮加工における各回の鋼材に対する圧下率は、上限圧下率以下の範囲でそれぞれ設定され、
前記上限圧下率は、非金属介在物を含む対象の鋼材に対する圧縮加工により前記非金属介在物と母相との間に形成される隙間の隙間面積率と、その圧縮加工における圧下率と、の関係から予め求められる関係情報において、鋼材の複数回の圧縮加工完了後における隙間面積率の目標値である目標隙間面積率に対応する圧下率であることを特徴とする圧縮加工品の製造方法。
【0009】
(2) 前記圧縮加工が、圧延加工またはリングローリングであることを特徴とする上記(1)に記載の圧縮加工品の製造方法。
【0010】
(3) 前記関係情報は、CAE解析を用いて対象の鋼材のモデルに対して圧縮加工した場合に形成される隙間の隙間面積率を、圧下率を変えて複数求め、その隙間面積率と圧下率との複数の関係に基づいて求められる関係情報であることを特徴とする上記(1)に記載の圧縮加工品の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
肉盛層
1か月前
山陽特殊製鋼株式会社
圧縮加工品の製造方法
1か月前
山陽特殊製鋼株式会社
照合装置及び照合システム
23日前
山陽特殊製鋼株式会社
鋼材端部形状不良の検査方法
2日前
山陽特殊製鋼株式会社
鋼材の加工方法及び転動部品の製造方法
1か月前
山陽特殊製鋼株式会社
浸炭部品
1か月前
山陽特殊製鋼株式会社
ホウ化物分散型Ni基合金
1か月前
THK株式会社
Ni基合金製積層造形物
1か月前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
株式会社オプトン
曲げ加工装置
5か月前
トヨタ自動車株式会社
金型装置
7か月前
株式会社不二越
NC転造盤
1か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
4か月前
工機ホールディングス株式会社
ニブラ
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社トラバース
パンチング加工装置
3か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社TMEIC
監視装置
4か月前
株式会社三明製作所
転造装置
6か月前
ユニプレス株式会社
プレス加工装置
15日前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ