TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104280
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024211074
出願日
2024-12-04
発明の名称
鋼材の加工方法及び転動部品の製造方法
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
1/00 20060101AFI20250702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】転動寿命に優れた軸受などの転動部品を提供する。
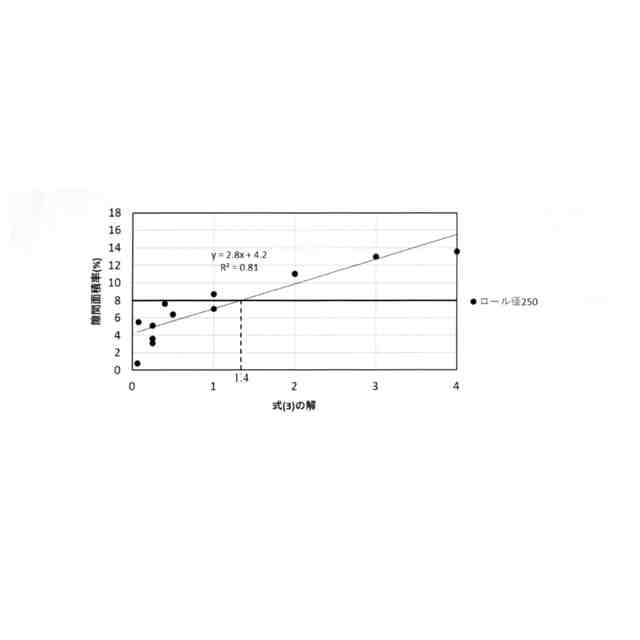
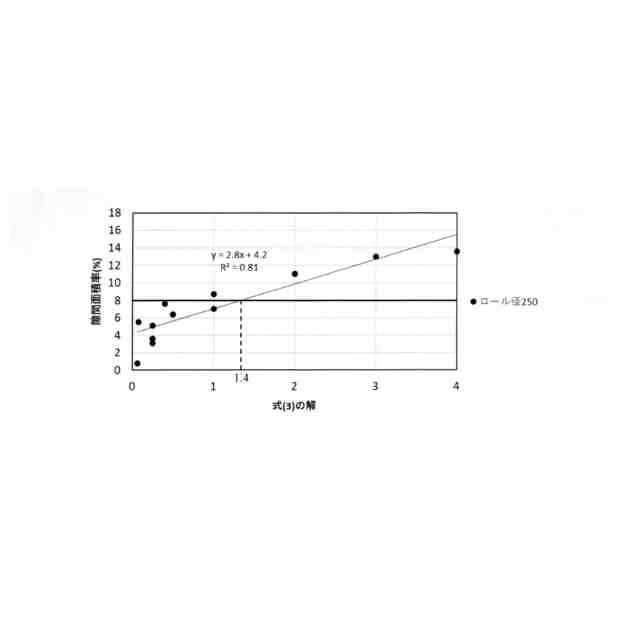
【解決手段】非金属介在物を含む鋼材からなる母材に圧縮処理を行い、前記母材とは異なる形状に加工する鋼材の加工方法において、圧下率評価式の解と、隙間面積率との関係情報を予め取得する取得ステップと、前記関係情報に基づき、目標隙間面積率が得られるように、前記所定の圧下率評価式に含まれるパラメータを決定するパラメータ決定ステップと、前記パラメータ決定ステップで決定した前記所定の圧下率評価式に従い、圧縮処理をk回行う加工ステップと、を有し、前記所定の圧下率評価式は各圧延処理の圧下率を乗算した乗算値に10kを乗じた式であり、kは2以上の整数であり、前記所定の圧下率評価式に含まれる各圧延処理の圧下率及びkが前記パラメータ決定ステップにおいて決定するパラメータである、ことを特徴とする。
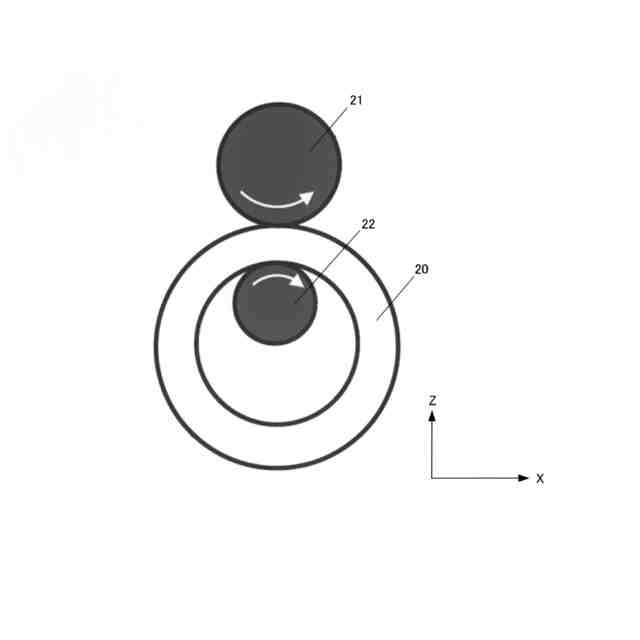
【選択図】図6
特許請求の範囲
【請求項1】
非金属介在物を含む鋼材からなる母材に圧縮処理を行い、前記母材とは異なる形状に加工する鋼材の加工方法において、
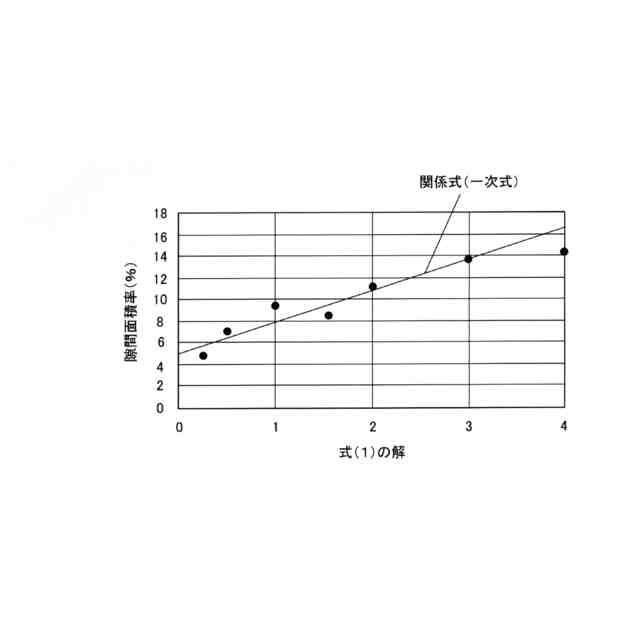
所定の圧下率評価式の解と、介在物の周囲に形成された隙間の面積率である隙間面積率との関係情報を予め取得する取得ステップと、
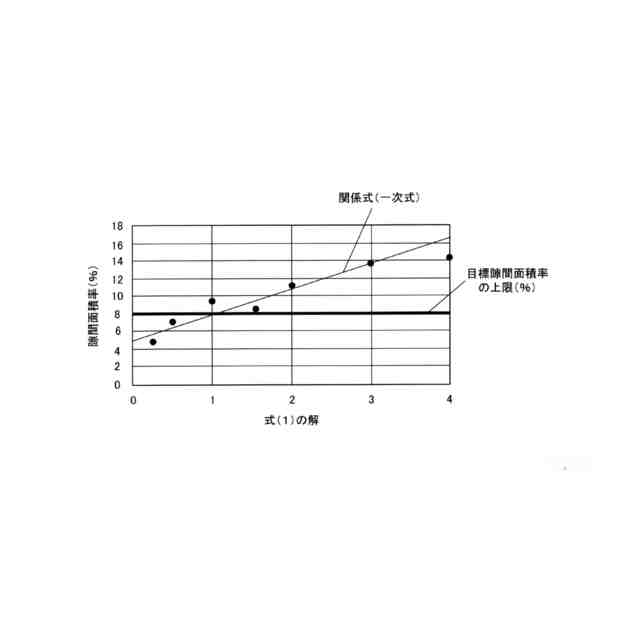
前記関係情報に基づき、隙間面積率の目標値である目標隙間面積率が得られるように、前記所定の圧下率評価式に含まれるパラメータを決定するパラメータ決定ステップと、
前記パラメータ決定ステップで決定した前記所定の圧下率評価式に従い、圧縮処理をk回行う加工ステップと、
を有し、
前記所定の圧下率評価式は各圧延処理の圧下率を乗算した乗算値に10
k
を乗じた式であり、kは2以上の整数であり、前記所定の圧下率評価式に含まれる各圧延処理の圧下率及びkが前記パラメータ決定ステップにおいて決定するパラメータである、
ことを特徴とする鋼材の加工方法。
続きを表示(約 230 文字)
【請求項2】
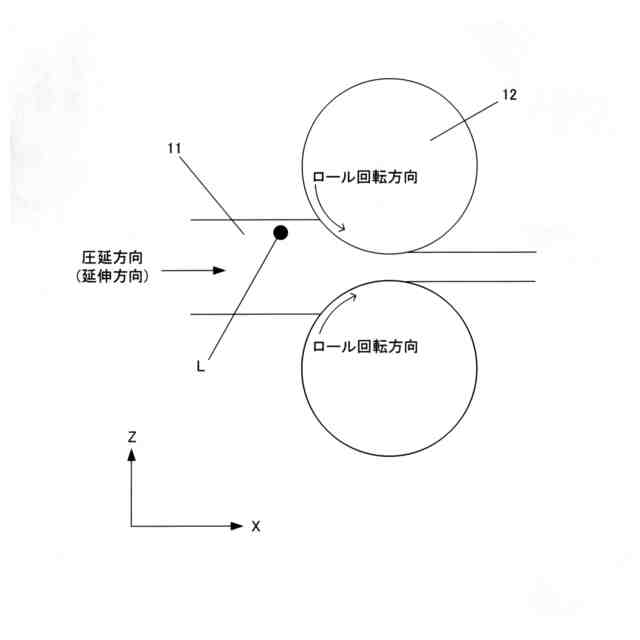
前記圧縮応力は、圧延又は鍛造ロールによって鋼材に付与されることを特徴とする請求項1に記載の鋼材の加工方法。
【請求項3】
前記取得ステップにおいて、解析モデルを用いたCAE解析を実施することにより、前記関係情報を取得することを特徴とする請求項1又は2に記載の鋼材の加工方法。
【請求項4】
請求項1又は2に記載の鋼材の加工方法によって製造された半製品を転動部品の形状に加工することを特徴とする転動部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、非金属介在物を含む鋼材に圧縮応力を付与して、加工を行う加工方法などに関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、各種の機械装置の高性能化にともない、転動疲労寿命が求められる機械部品や装
置の使用環境は非常に厳しくなっており、これらの機械部品や装置の寿命の向上ならびに信頼性の向上が強く求められている。
軸受などの鋼材部品には、鋼の製造工程である精錬工程、鋳造工程及び凝固工程等の製造工程に由来する異物(非金属介在物)が、不可避的に含まれることが知られている。
【0003】
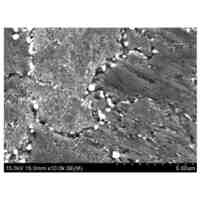
また、圧延工程や鍛造工程を経て製造された軸受などの鋼材部品においては、非金属介在物の周囲に隙間が形成されることがある。この隙間は、非金属介在物と母相である鋼との変形性の違いにより界面で発生するものと考えられる。例えば、鋼材部品が転がり軸受である場合、軸受使用中に転動体が転がる軌道面には繰り返しの接触荷重が付与される。その影響領域に前述の隙間が存在する場合、軸受部品内でのき裂発生を助長し、き裂の起点になる場合がある。このき裂が軌道面に達することではく離に至り、軸受の破損に繋がることがある。良好な転動疲労寿命が求められる軸受以外の転動部品においても、同様の課題がある。
【0004】
したがって、軸受等の転動部品の転動疲労寿命を向上させるためには、特に軌道面表層の非金属介在物の周囲の隙間を減らすことが有効である。
【0005】
特許文献1には、熱間鍛造時の静水圧応力を利用し、介在物と母相界面との間に存在する空隙を押し潰す方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第6665737号
特開2014-55346号公報
【非特許文献】
【0007】
軽金属/Vol.42 No.2(1992) 塑性加工における有限要素解析の現状
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1は、非金属介在物および周囲の母材の変形現象を制御する方法ではないため、隙間の閉塞に関する効果を評価することは困難である。また、特許文献1はそもそも型鍛造に関する発明であり、圧延、リングローリングを対象とする本願発明とは、技術分野が異なる。
【0009】
本発明は、鋼材に含まれる非金属介在物および母相の変形現象を制御することによって、優れた転動寿命の転動部品を製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本願発明は、(1)非金属介在物を含む鋼材からなる母材に圧縮処理を行い、前記母材とは異なる形状に加工する鋼材の加工方法において、所定の圧下率評価式の解と、介在物の周囲に形成された隙間の面積率である隙間面積率との関係情報を予め取得する取得ステップと、前記関係情報に基づき、隙間面積率の目標値である目標隙間面積率が得られるように、前記所定の圧下率評価式に含まれるパラメータを決定するパラメータ決定ステップと、前記パラメータ決定ステップで決定した前記所定の圧下率評価式に従い、圧縮処理をk回行う加工ステップと、を有し、前記所定の圧下率評価式は各圧延処理の圧下率を乗算した乗算値に10
k
を乗じた式であり、kは2以上の整数であり、前記所定の圧下率評価式に含まれる各圧延処理の圧下率及びkが前記パラメータ決定ステップにおいて決定するパラメータである、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山陽特殊製鋼株式会社
肉盛層
1か月前
山陽特殊製鋼株式会社
圧縮加工品の製造方法
10日前
山陽特殊製鋼株式会社
鋼材の加工方法及び転動部品の製造方法
10日前
山陽特殊製鋼株式会社
浸炭部品
18日前
山陽特殊製鋼株式会社
ホウ化物分散型Ni基合金
11日前
THK株式会社
Ni基合金製積層造形物
11日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
23日前
日東精工株式会社
中空軸部品の製造方法
23日前
株式会社不二越
NC転造盤
9日前
株式会社西田製作所
パンチャーヘッド
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
19日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社アマダ
曲げ加工機
4か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社TMEIC
監視装置
3か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社三明製作所
転造装置
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
17日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
株式会社カネミツ
筒張出部形成方法
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
18日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ