TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098286
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2025062146,2020191751
出願日
2025-04-03,2020-11-18
発明の名称
浸炭部品
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250624BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】 高Cr材であっても安定な浸炭層が得られる浸炭部品の提供。
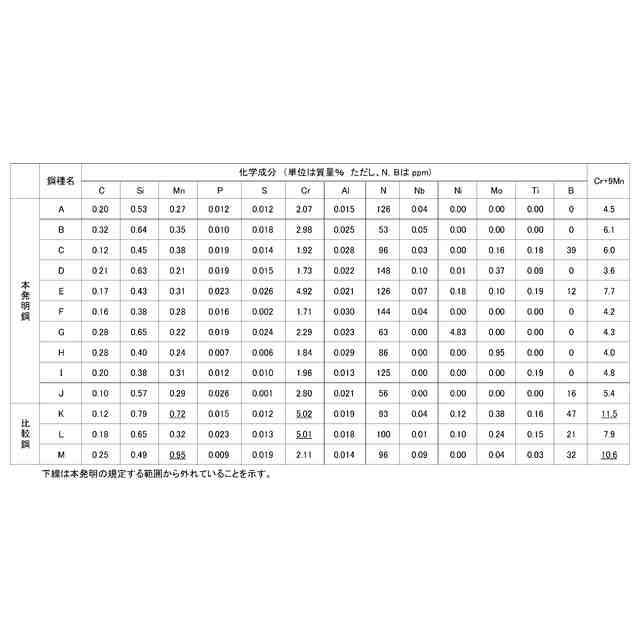
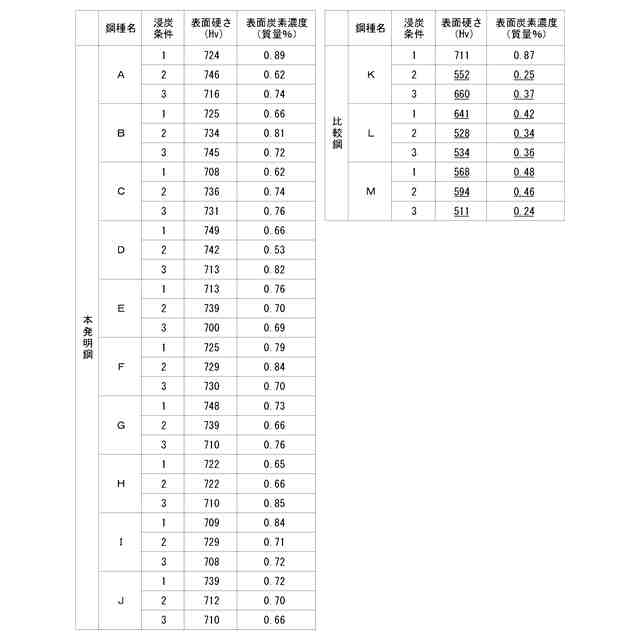
【解決手段】 化学成分が質量%で、C:0.10~0.32%、Si:0.20~0.80%、Mn:0.20~0.60%、P:≦0.030%、S:≦0.030%、Cr:1.60~5.00%、Al:0.003~0.050%、N:0.005~0.020%、残部がFeおよび不可避不純物からなり、Cr+9.0Mn<8.6を満足する鋼材を浸炭した浸炭部品であって、浸炭後の表面の硬さが700Hv以上、浸炭後の表面から500μm深さまでの炭素量が0.50~1.00%である浸炭部品。
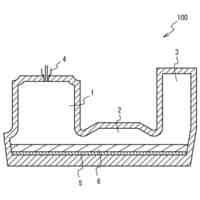
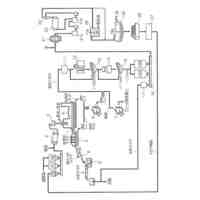
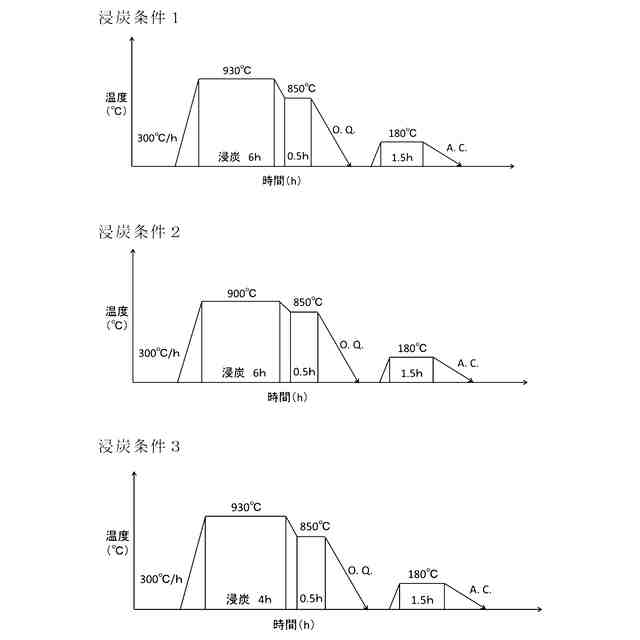
【選択図】 図2
特許請求の範囲
【請求項1】
質量%で、C:0.10~0.32%、Si:0.20~0.80%、Mn:0.20~0.60%、P:≦0.030%、S:≦0.030%、Cr:1.60~5.00%、Al:0.003~0.050%、N:0.005~0.020%、残部がFeおよび不可避不純物からなり、
Cr+9.0Mn<8.6の式を満足する鋼材を浸炭した浸炭部品であって、
浸炭後の表面の硬さが700Hv以上で、表面から500μm深さまでの炭素量が0.50~1.00%であること、を特徴とする浸炭部品。
続きを表示(約 350 文字)
【請求項2】
質量%で、C:0.10~0.32%、Si:0.20~0.80%、Mn:0.20~0.60%、P:≦0.030%、S:≦0.030%、Cr:1.60~5.00%、Al:0.003~0.050%、N:0.005~0.020%、
さらに選択的付加的成分として、Nb:0.02~0.10%、Ni:5.00%以下、Mo:1.00%以下、Ti:0.20%以下、B:0.010~0.050%のうち、少なくとも1種類を含有し、
残部がFeおよび不可避不純物からなり、
Cr+9.0Mn<8.6の式を満足する鋼材を浸炭した浸炭部品であって、
浸炭後の表面の硬さが700Hv以上で、表面から500μm深さまでの炭素量が0.50~1.00%であること、を特徴とする浸炭部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、浸炭部品に関し、特に高Cr材であっても浸炭阻害の発生を抑制することが可能な浸炭部品に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
浸炭焼入れは鋼材の表面硬化処理の代表的なものであり、歯車や軸受などの高い疲労強度・耐摩耗性が必要とされる浸炭部品に用いられている。このような部品には、日本産業分類(JIS)に規定されるSCM420やSCR420が通常用いられてきた。しかし、昨今の部品の使用環境はより過酷化しており、部品の長寿命化や高強度化が求められている。
【0003】
このようなニーズに応えるために、質量%で、C:0.10~0.35%、Si:0.40~0.80%、Mn:0.15~1.50%、P:0.030%以下、S:0.030%以下、Cr:1.20~2.50%、Ni:0.20%以下、Mo:0.10%以下を含有し、残部がFeおよび不可避不純物からなる鋼であり、該鋼はガス浸炭した時に最大粒界酸化の深さがD1が10μm以下、合金欠乏層である不完全焼入層の最大深さD2が8~20μm、かつD2-D1が2~15μmであり、浸炭異常層の残った状態の浸炭肌を有することを特徴とする耐ピッチング特性に優れた機械構造用肌焼鋼が提案されている(特許文献1参照。)。この提案は、ピッチングの起点となりうる粒界酸化の深さまでマルテンサイトよりも軟質な不完全焼き入れ層が覆うことで、粒界酸化を不完全焼き入れ層と一緒に摩耗させ、長寿命化する方策である。
【0004】
また、質量%で、C:0.10~0.35%、Si:0.25~0.80%、Mn:0.30~1.80%、P:0.030%以下、S:0.035%以下、Cr:2.00~3.50%、Mo:0.04~0.50%、Al:0.003~0.100%、N:0.002~0.050%を含有し、Si+0.5Cr≧1.5かつSi、Cr、Moの合計量が3.0%以上を満たし、残部がFeおよび不可避不純物からなるものとし、浸炭処理または浸炭窒化処理ならびに焼入焼戻し処理を行った際の、表面から20μmにおけるC濃度を、0.7~1.0%とし、同じくMs点をMs≦215℃以下とし、残留γ量が体積%で20≦γ≦50%である、特に歯車の水素浸入環境化での使用の際に耐ピッチング特性に優れた歯車用はだ焼鋼が提案されている(特許文献2参照。)。これは、脆化の原因となる水素の拡散速度を抑制させる残留γを安定化させ、歯車の耐ピッチング特性を向上させる方策である。
【0005】
そして、質量%で、C:0.13~0.35%、Si:0.20~0.65%、Mn:0.50~1.80%、P:0.030%以下、S:0.030%以下、Cr:2.30~3.50%を含有し、さらに、Ni:0.10~0.50%、Mo:0.03~0.50%から選択した1種または2種を含有し、残部がFeおよび不可避不純物からなる鋼であり、図2に示す浸炭焼入パターンおよび焼戻し後の該鋼の最表面から100~300μmの母相成分中に固溶したSi、Mn、Cr、Ni、Moの合計は3.0%以上であり、さらに残留γ量は20~50vol%であって、その他残部はマルテンサイト組織である、耐白色組織変化はく離寿命に優れる軸受用鋼が提案されている(特許文献3参照)。これは、水素環境下において、水素を起因とする白色組織変化を抑制することで軸受の剥離寿命を向上させる技術である。
【0006】
加えて、質量%で、C:0.10~0.30%、Si:0.20~0.50%、Mn:0.20~1.20%、P:0.020%以下、S:0.020%以下、Cr:2.60~4.50%、Mo:0.10~0.40%、Ni:0.20%以下、Cu:0.20%以下を含有し、残部が鉄(Fe)および不可避不純物である合金鋼からなり、任意の切断面で面積320mm
2
当たりに存在する直径10μm以上の酸化物系介在物が10個以下である素材を、所定形状に加工した後、浸炭または浸炭窒化と焼入れ焼戻しを行って得られる風力発電設備用転がり軸受が提案されている(特許文献4参照。)。これは高Crとすることで水素によるマルテンサイトからフェライトへの組織変化を抑制し、高強度化を達成する技術である。
【0007】
いずれの提案においても、Cr量が1.50%以上であることを必要としており、このように部品の長寿命化や高強度化を図る方策として、CrをJIS鋼以上に含有させることを念頭に置くものである。
【先行技術文献】
【特許文献】
【0008】
特開2016-98426号公報
特許第6347926号公報
特許第6639839号公報
特許第5982782号公報
特許第6308382号公報
特許第4327812号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
もっとも、これら提案の技術はいずれも高Crとするものであることから、浸炭した際に鋼材の表面にCr酸化物が形成するため、炭素の侵入が阻害されてしまうリスクが顕在化してしまう問題がある。
【0010】
こうした問題に対して、これまでにもCr酸化物層を所定の厚さ以下にすることで無害化しようとする方策が提供されている(特許文献5参照。)。また、浸炭前にCr酸化物形成の原因となる、Crの濃化が生じる加工変質層を除去する方策も提供されている(特許文献6参照。)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
銅鉄合金の製造
3日前
株式会社プロテリアル
焼結体
5か月前
個人
高強度せん断補強筋用の鋼材
4か月前
宏幸株式会社
金属回収方法
4か月前
株式会社神戸製鋼所
鋼材
3か月前
ハイモ株式会社
水中金属の回収除去方法
6か月前
株式会社クボタ
比重分離装置
4か月前
株式会社クボタ
比重分離装置
4か月前
JX金属株式会社
銅製錬の操業方法
6か月前
国立大学法人東北大学
高耐食銅合金
6か月前
JX金属株式会社
銅製錬の操業方法
7か月前
株式会社クボタ
比重分離装置
4か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
6か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
15日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
鋼材
5か月前
大同特殊鋼株式会社
鋼材及び金型
4日前
国立大学法人東北大学
腐食環境用銅合金
6か月前
大同メタル工業株式会社
摺動材料
8日前
住友金属鉱山株式会社
銅の製錬方法
8か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
鉄道車輪
2か月前
住友金属鉱山株式会社
銅の製造方法
1か月前
JFEスチール株式会社
浸炭鋼部品
4か月前
日本精線株式会社
銅合金
4か月前
JFEスチール株式会社
肌焼鋼
8か月前
JFEスチール株式会社
亜鉛回収方法
1か月前
JFEスチール株式会社
肌焼鋼
8か月前
JFEスチール株式会社
肌焼鋼
8か月前
日本製鉄株式会社
めっき鋼線
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ