TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150130
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024050850
出願日
2024-03-27
発明の名称
レーザ加工装置
出願人
ビアメカニクス株式会社
代理人
主分類
B23K
26/16 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置の複雑化を伴うことなく、イオンエアを吹付けた時のワークの位置ずれを防止することができるレーザ加工装置を提供する。
【解決手段】加工テーブルに載置したワークにレーザビームを照射して加工するレーザ加工装置であって、前記加工テーブルへのワークの供給と前記加工テーブルからのワークの回収を行うワーク移動手段を備え、前記加工テーブル上のワークにイオンエアを吹付けて除電するものにおいて、ワークが前記ワーク移動手段により前記加工テーブルに押圧されているときに、前記イオンエアを吹付ける。
【選択図】図4
特許請求の範囲
【請求項1】
加工テーブルに載置したワークにレーザビームを照射して加工するレーザ加工装置であって、前記加工テーブルへのワークの供給と前記加工テーブルからのワークの回収を行うワーク移動手段を備え、前記加工テーブル上のワークにイオンエアを吹付けて除電するものにおいて、
ワークが前記ワーク移動手段により前記加工テーブルに押圧されているときに、前記イオンエアを吹付ける
ことを特徴とする、レーザ加工装置。
続きを表示(約 79 文字)
【請求項2】
前記ワーク移動手段がワークの上面を吸着して保持する吸着ヘッドである
ことを特徴とする、請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工テーブルに載置されたワークにレーザビームを照射して穴あけ加工を行うレーザ加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来のレーザ加工装置として、例えば特許文献1に記載されているように、加工テーブルでワークを吸着固定して加工を行うものであって、加工テーブルへの未加工ワークの供給と加工テーブルからの加工済ワークの回収とを吸着ヘッドで行うものがある。ところで、例えばセラミックグリーンシートのような絶縁性の薄型ワークは帯電しやすいところ、ワークが帯電すると加工屑や粉塵が付着しやすく、また、後工程への搬送時にワーク同士が密着して加工不良が生じる原因にもなるので、加工の前後においてワークを除電する必要がある。そこで従来、テーブルに載置固定した状態のワークにその上方や側方からイオナイザを用いてイオンエアを吹付けて除電していた。
【先行技術文献】
【特許文献】
【0003】
特開2022-181800号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、加工テーブル上においてワークを吸着固定していても、イオンエアの風圧によりワークの位置がずれることがあった。ここで位置ずれを防止するために、例えばワークを加工テーブルに固定するためのクランプ装置を設けることも考えられる。しかし、イオンエア吹付け時の位置ずれ防止のみを目的とした、本来のレーザ加工には必要のない固定装置が増加することになり、加工装置が複雑化するため妥当ではない。また、固定装置等を設けた場合には、その装置による固定動作、解除動作の時間が必要となり、生産性が低下することも考えられる。
【0005】
そこで本発明は上記課題を解決し、装置の複雑化を伴うことなく、イオンエアを吹付けた時のワークの位置ずれを防止することができるレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は、加工テーブルに載置したワークにレーザビームを照射して加工するレーザ加工装置であって、前記加工テーブルへのワークの供給と前記加工テーブルからのワークの回収を行うワーク移動手段を備え、前記加工テーブル上のワークにイオンエアを吹付けて除電するものにおいて、ワークが前記ワーク移動手段により前記加工テーブルに押圧されているときに、前記イオンエアを吹付けることを特徴とする。
【発明の効果】
【0007】
本発明は、ワーク移動手段を用いてワークを押圧した状態でイオンエアを吹付けるので、装置を複雑化することなく、イオンエア吹付け時のワークの位置ずれを防止することができる。
【図面の簡単な説明】
【0008】
本発明の一実施例となる、レーザ加工装置の概略図である。
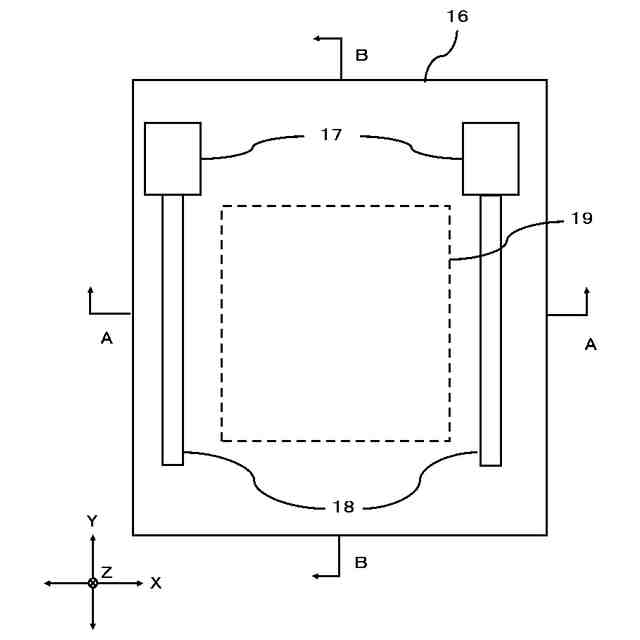
本発明の一実施例となる、ワーク載置台を説明する図である。
本発明の一実施例となる、ワーク載置台を説明する図である。
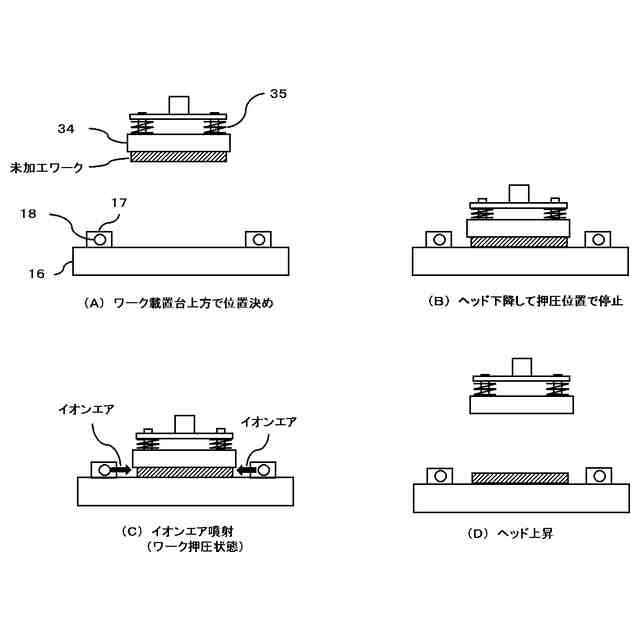
本発明の一実施例における、レーザ加工前のワークの除電動作を説明する図である。
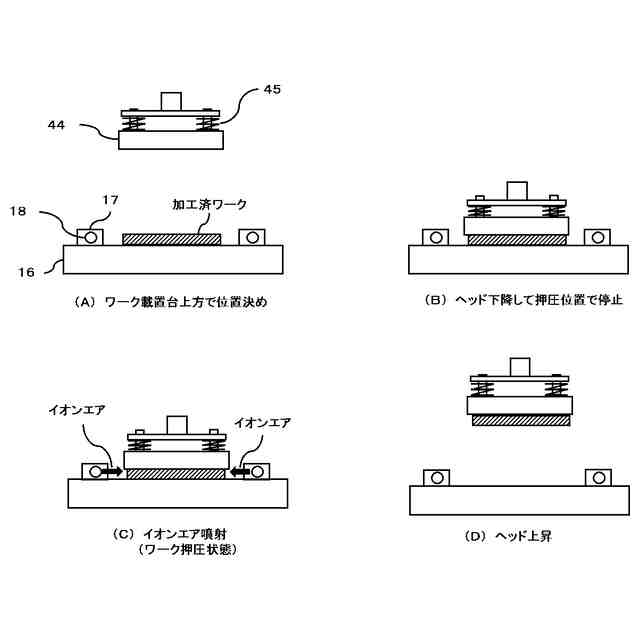
本発明の一実施例における、レーザ加工後のワークの除電動作を説明する図である。
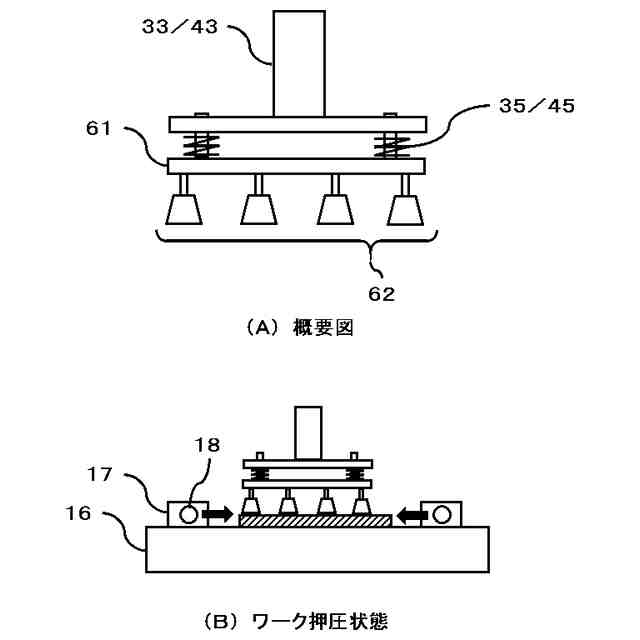
本発明における、吸着ヘッドの他の例を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明の代表的な実施形態について図を用いて説明する。図1は、本発明の一実施例となる、レーザ加工装置の概略図である。図1に示すように、レーザ加工装置1は、加工テーブル14に載置されたワークを加工するレーザ加工機10と、加工テーブル14に未加工のワークを供給する供給機30と、レーザ加工が終了したワークを加工テーブル14から回収する回収機40等で構成されている。
【0010】
供給機30は、レール31と、レール31上をX方向に往復移動可能なスライダ32と、スライダ32に設けられたリフタ33と、リフタ33によりZ方向に移動可能に支持された供給用の吸着ヘッド(ワーク移動手段)34等で構成されている。なお、供給用の吸着ヘッド34とリフタ33との間にはバネ35が設けられており、吸着ヘッド34はリフタ33から離れる方向に付勢されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
3か月前
キヤノン電子株式会社
加工装置
23日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
26日前
日東精工株式会社
ねじ締め装置
5か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
18日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
株式会社アンド
半田付け方法
6か月前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
2か月前
睦月電機株式会社
金属表面処理方法
23日前
個人
型枠製造装置のフレーム
2か月前
株式会社富田製作所
支持構造
1か月前
大見工業株式会社
ドリル
4か月前
株式会社向洋技研
スタッドの製造方法
25日前
村田機械株式会社
レーザ加工機
6か月前
株式会社トヨコー
被膜除去方法
6か月前
村田機械株式会社
レーザ加工機
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ

































