TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152989
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055219
出願日
2024-03-29
発明の名称
レーザ加工装置
出願人
ブラザー工業株式会社
代理人
弁理士法人ネクスト
主分類
B23K
26/00 20140101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ発振器に変動サイクルが速いエネルギ変動が生じる状況においても、照射結果に縞模様を発生させない技術を提供する。
【解決手段】レーザ加工装置1は、入力されるPWM信号Sに基づいて加工レーザ光Rを発振するレーザ発振器21と、発振された加工レーザ光Rを所定方向に進む走査ラインに沿って加工対象物7に照射するガルバノスキャナ18と、PWM信号Sを出力するレーザドライバ37と、動作モードを設定でき、設定された動作モードに基づき、ガルバノスキャナ18及びレーザドライバ37の動作を制御するCPU41と、を備え、CPU41は、動作モードとして第1モードに設定されているとき、PWM信号Sの出力タイミングを隣接する走査ライン間で異ならせるようにレーザドライバ37を制御する。
【選択図】 図7
特許請求の範囲
【請求項1】
加工データに基づいてレーザ光をワークに照射して前記ワークを加工するレーザ加工装置であって、
入力される制御信号に基づいて前記レーザ光を発振するレーザ発振部と、
発振された前記レーザ光を所定方向に進む走査ラインに沿って前記ワークに照射する走査部と、
前記制御信号を出力する出力部と、
動作モードを設定可能な設定部と、
前記設定部により設定された動作モードに基づき、前記走査部及び前記出力部の動作を制御する制御部と、
を備え、
前記制御部は、
前記動作モードとして第1モードに設定されているとき、前記制御信号の出力タイミングを隣接する走査ライン間で異ならせるように前記出力部を制御する、
ことを特徴とするレーザ加工装置。
続きを表示(約 870 文字)
【請求項2】
前記制御部は、
前記第1モードに設定されているとき、前記制御信号の出力タイミングを隣接する走査ライン間で半周期異ならせるように前記出力部を制御する、
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記加工データを解析し、前記加工データ内に前記ワークの塗りつぶし加工を行うデータが含まれているか否かを判断する解析部と、
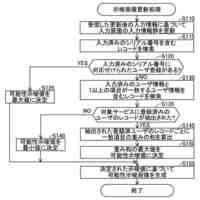
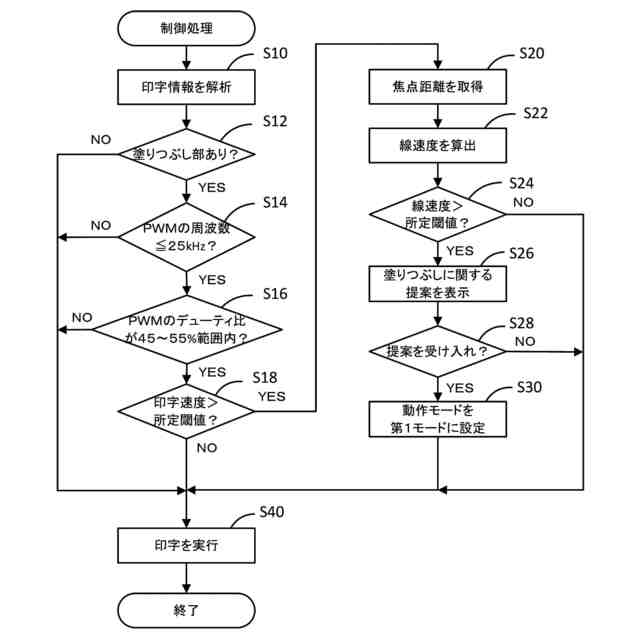
前記解析部により前記加工データ内に前記ワークの塗りつぶし加工を行うデータが含まれていると判断された場合に、前記第1モードの設定にすることを促す報知を行う報知部と、
をさらに備えたことを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
前記制御信号のデューティ比を取得する解析部と、
取得された前記デューティ比が45~55%の範囲にある場合に、前記第1モードの設定にすることを促す報知を行う報知部と、
をさらに備えたことを特徴とする請求項1に記載のレーザ加工装置。
【請求項5】
前記制御信号の駆動周波数を取得する解析部と、
取得された前記駆動周波数が25kHz以下である場合に、前記第1モードの設定にすることを促す報知を行う報知部と、
をさらに備えたことを特徴とする請求項1に記載のレーザ加工装置。
【請求項6】
前記走査部が照射するレーザ光の前記ワーク上の線速度を取得する解析部と、
取得された前記線速度が所定の閾値より大きい場合に、前記第1モードの設定にすることを促す報知を行う報知部と、
をさらに備えたことを特徴とする請求項1に記載のレーザ加工装置。
【請求項7】
前記加工データに設定された印字速度を取得する解析部と、
取得された前記印字速度が所定の閾値より大きい場合に、前記第1モードの設定にすることを促す報知を行う報知部と、
をさらに備えたことを特徴とする請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本願は、対象物にレーザ加工する技術に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、照射中におけるレーザ光のエネルギの変動に起因して照射結果に縞模様が発生するのを防止するために、照射対象に照射中のレーザ光のエネルギを検出して、リアルタイムでフィードバック補正するエネルギ変動補正方法及び装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-033007号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載のエネルギ変動補正方法及び装置では、バリアブルアッテネータを制御することで、変動サイクルが1~3秒程度のうねりの変動幅を低減することはできるが、変動サイクルが速いエネルギの変動に対しては制御が追いつかず、変動を抑制することができない。そのため、変動サイクルが速いエネルギ変動に起因する縞模様の発生には対応できずにいた。
【0005】
本願は、レーザ発振器に変動サイクルが速いエネルギ変動が生じる状況においても、照射結果に縞模様を発生させない技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本願のレーザ加工装置は、加工データに基づいてレーザ光をワークに照射してワークを加工するレーザ加工装置であって、入力される制御信号に基づいてレーザ光を発振するレーザ発振部と、発振されたレーザ光を所定方向に進む走査ラインに沿ってワークに照射する走査部と、制御信号を出力する出力部と、動作モードを設定可能な設定部と、設定部により設定された動作モードに基づき、走査部及び出力部の動作を制御する制御部と、を備え、制御部は、動作モードとして第1モードに設定されているとき、制御信号の出力タイミングを隣接する走査ライン間で異ならせるように出力部を制御する、ことを特徴とする。
【発明の効果】
【0007】
本願によれば、動作モードとして第1モードに設定されているとき、制御信号の出力タイミングを隣接する走査ライン間で異ならせるように出力部を制御するようにしたので、レーザ発振器に変動サイクルが速いエネルギ変動が生じる状況においても、照射結果に縞模様を発生させないことが可能となる。
【図面の簡単な説明】
【0008】
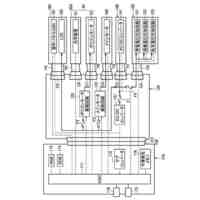
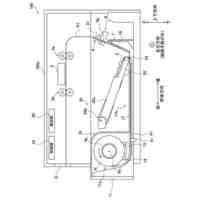
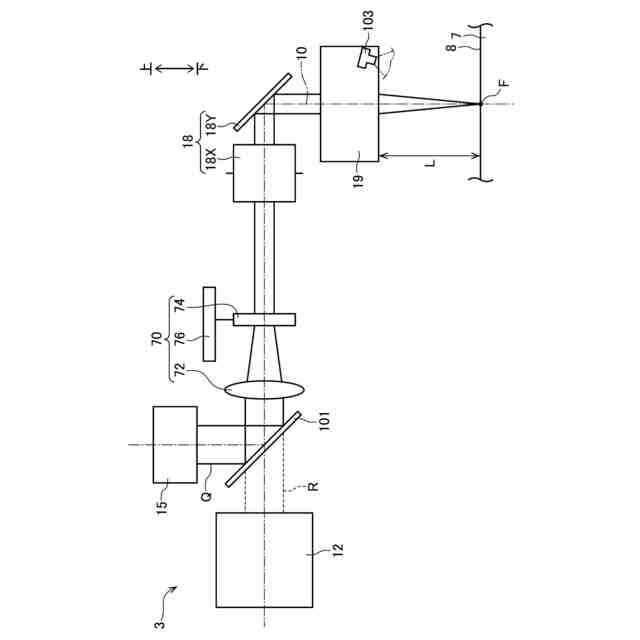
本願の一実施形態に係るレーザ加工装置のレーザ加工部の概略構成を示す図である。
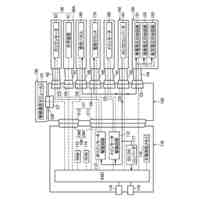
本願の一実施形態に係るレーザ加工装置の制御構成を示すブロック図である。
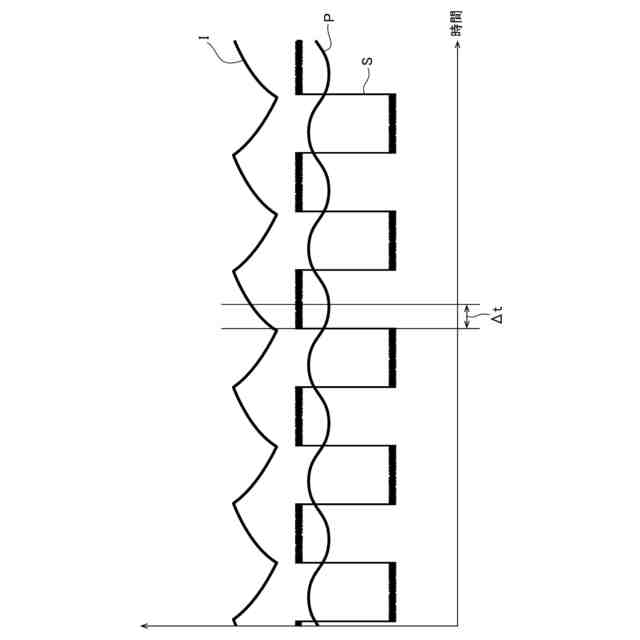
図2のレーザ発振器の制御信号とレーザ出力と電流の各推移の一例を示している。
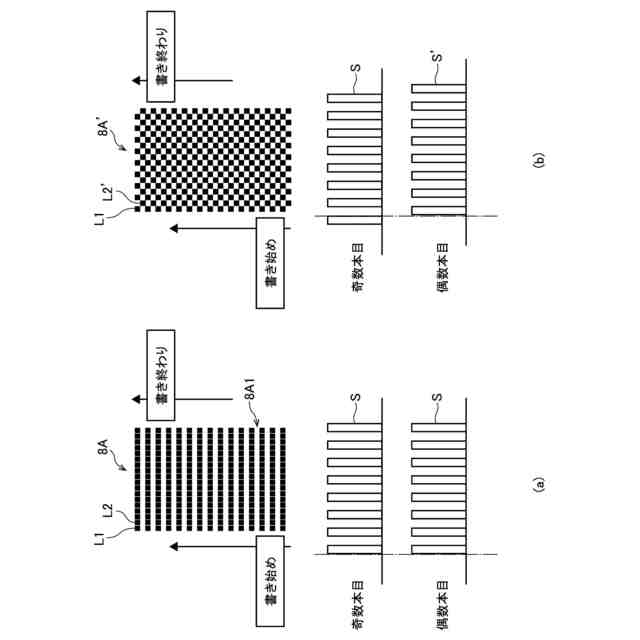
第1モードへの切り替え設定を行わなかった場合((a))と行った場合((b))とで塗りつぶし部の塗りつぶし状態の違いの一例を示す図である。
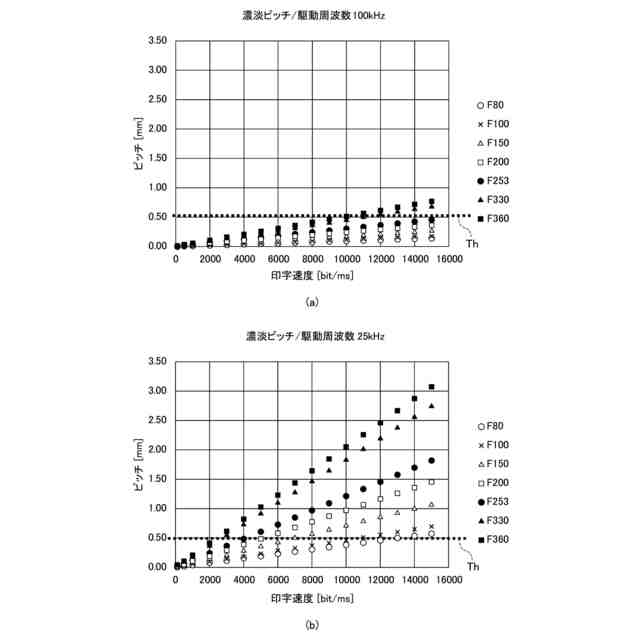
PWM信号の駆動周波数が100kHzである場合((a))と25kHzである場合((b))のfθレンズのF値をパラメータとする、印字速度と濃淡ピッチとの相関関係を示す図である。
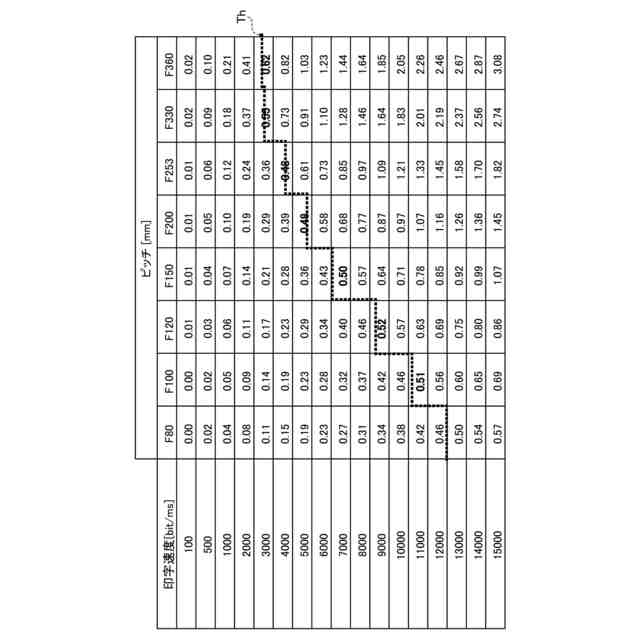
図5(b)の相関関係の基となるデータをテーブルデータとした図である。
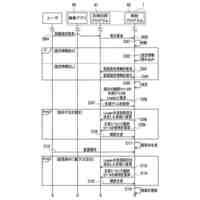
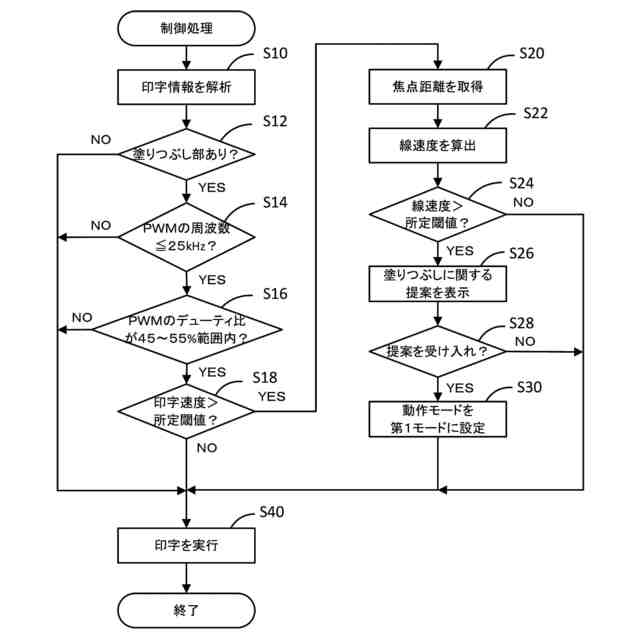
図2のレーザ加工部のレーザコントローラ、特にCPUが実行する制御処理の手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、本願の実施形態を図面に基づいて詳細に説明する。
【0010】
図1は、本願の一実施形態に係るレーザ加工装置1のレーザ加工部3の概略構成を示し、図2は、レーザ加工装置1の制御構成を示している。図2に示すように、レーザ加工装置1は、印字情報作成部2及びレーザ加工部3で構成されている。印字情報作成部2は、パーソナルコンピュータ等で構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ブラザー工業株式会社
印刷装置
17日前
ブラザー工業株式会社
印刷装置
5日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
画像形成装置
4日前
ブラザー工業株式会社
サポートプログラム
4日前
ブラザー工業株式会社
サポートプログラム
4日前
ブラザー工業株式会社
プリンタおよびプログラム
6日前
ブラザー工業株式会社
プリンタおよびプログラム
6日前
ブラザー工業株式会社
インクジェット記録方法及び印刷物
19日前
ブラザー工業株式会社
プログラム、データ処理装置、および、データ処理方法
6日前
ブラザー工業株式会社
プリンタ
19日前
ブラザー工業株式会社
カセット
20日前
ブラザー工業株式会社
通信システム、サーバ、および、コンピュータプログラム
4日前
ブラザー工業株式会社
画像形成装置
10日前
ブラザー工業株式会社
情報処理プログラム、情報処理装置、情報処理方法、印刷プログラム、印刷装置、及び印刷方法
6日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
25日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社不二越
ドリル
5か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
1か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
24日前
株式会社FUJI
工作機械
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ