TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025149317
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049876
出願日
2024-03-26
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20251001BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被覆層の耐剥離性、耐チッピング性が優れる表面被覆工具の提供
【解決手段】被覆層は下部層と上部層を有し、
下部層の平均厚さ0.40~2.00μmであり、上部層の平均厚さが0.5~4.0μmであり、
下部層は下部層下部領域と下部層下部領域上の下部層上部領域を有し、前記下部層下部領域はその下端が前記基体上にあり、その上端が前記基体表面との界面から0.20μm以上で前記下部層の平均厚さの半分を超えない位置にあり、
下部層下部領域において、硬質相上にあるその結晶粒の平均粒径が0.01μm以上0.05μm未満、かつ、結合相上にあるその結晶粒の平均粒径が0.10μm以上0.50μm以下である表面被覆切削工具
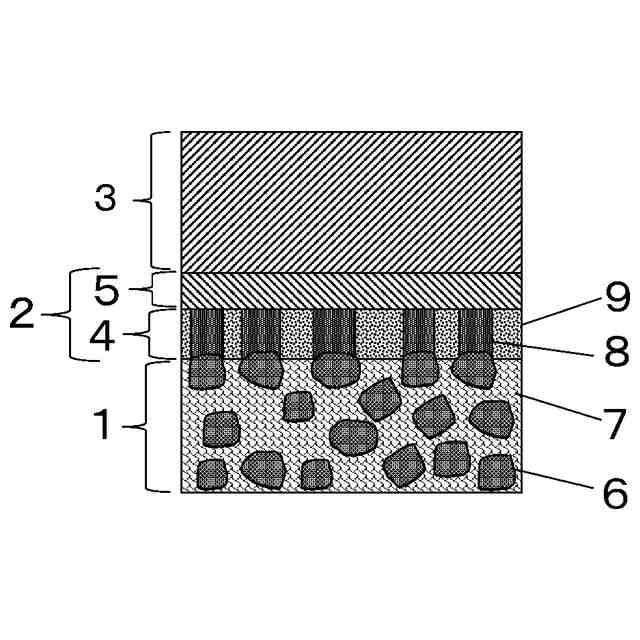
【選択図】図1
特許請求の範囲
【請求項1】
刃先が硬質相と結合相を有する基体上に被覆層を有する表面被覆切削工具であって、
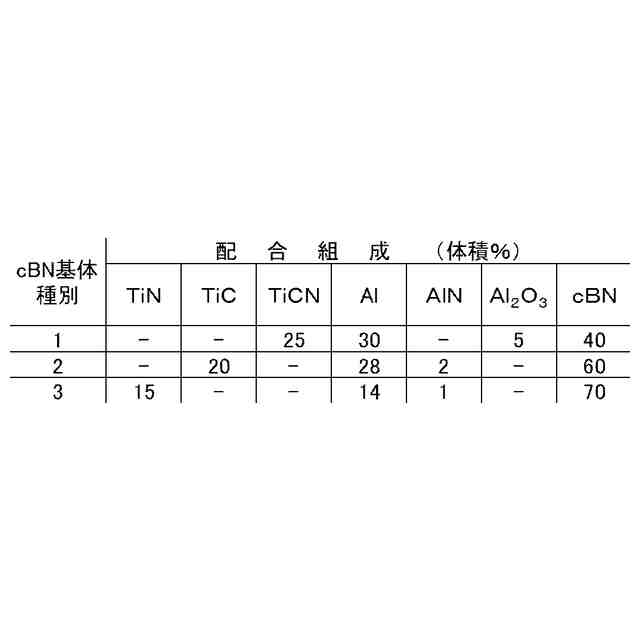
前記硬質相はcBN粒子を主成分として含み、
前記結合相は、Tiの窒化物、炭化物、炭窒化物、硼化物およびAlの窒化物、酸化物からなる群から選ばれた少なくとも1種以上の粒子を主成分として含み、
前記被覆層は下部層と上部層を有し、
前記下部層の平均厚さ0.40~2.00μmであり、前記上部層の平均厚さが0.5~4.0μmであり、
前記下部層は下部層下部領域と該下部層下部領域上の下部層上部領域を有し、
前記下部層下部領域はその下端が前記基体上にあり、その上端が前記基体表面との界面から0.20μm以上で前記下部層の平均厚さの半分を超えない位置にあり、
前記下部層下部領域において、前記硬質相上にあるその結晶粒の平均粒径が0.01μm以上0.05μm未満、かつ、前記結合相上にあるその結晶粒の平均粒径が0.10μm以上0.50μm以下である
ことを特徴とする表面被覆切削工具。
続きを表示(約 220 文字)
【請求項2】
前記下部層は、その平均組成が、(Al
1-a
Ti
a
)N(但し、aは原子比で0.40≦a≦0.60)であり、
前記上部層は、その平均組成が、(Al
x
Ti
1-x-y
B
y
)N層(但し、xは原子比で0.4<x<0.8、yは原子比で0≦y<0.2、)である
ことを特徴とする請求項1に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具(以下、被覆工具ということがある)に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
切削工具の切削性能の改善を目的として、従来、炭化タングステン(以下、WCで示す)基超硬合金、cBN焼結体等の基体の表面に、被覆層を蒸着法により被覆形成した被覆工具があり、これは、優れた耐摩耗性を発揮することが知られている。
前記従来の被覆層を被覆形成した被覆工具は、耐摩耗性に優れものであるが、さらなる被覆層の改善について、例えば、基体と被覆層との密着性を向上させる提案がなされている。
【0003】
例えば、特許文献1には、基体であるcBN焼結体上に被覆層を有し、前記被覆層と接する前記基材の表面の表面粗さRsubは、0.10~0.40μmであり、前記被覆層の最表面の表面粗さRsurfは、0~0.15μmであり、前記被覆層の最表面の表面粗さRasurfは、0~0.1μmであり、前記被覆層と接する前記基材の表面の表面粗さRsubは、前記被覆層の最表面の表面粗さRsurfよりも大きい被覆工具が記載され、該被覆工具は耐欠損性と耐剥離性に優れるとされている。
【0004】
また、例えば、特許文献2には、基体であるcBN焼結体上に被覆層を有し、前記被覆層中に前記基体表面に露出している結合相の一部から前記被覆層の表面まで連続した帯状微粒組織が前記基体表面の法線に対して平均して30~60°傾斜して存在しているとともに前記帯状微粒組織の前記基体表面に平行な方向の平均幅が0.3~1.5μmかつ前記被覆層に占める含有割合が5~20体積%である被覆工具が記載され、該被覆工具は耐チッピング性に優れるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2015-123530号公報
特許第6102617号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は前記事情や提案を鑑みてなされたものであって、例えば、高硬度鋼の高能率切削加工、強断続切削加工のような高負荷の切削加工において、被覆層の耐剥離性、耐チッピング性が優れる表面被覆工具を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る表面被覆切削工具は、
刃先が硬質相と結合相を有する基体上に被覆層を有し、
前記硬質相はcBN粒子を主成分として含み、
前記結合相は、Tiの窒化物、炭化物、炭窒化物、硼化物およびAlの窒化物、酸化物からなる群から選ばれた少なくとも1種以上の粒子を主成分として含み、
前記被覆層は下部層と上部層を有し、
前記下部層の平均厚さ0.40~2.00μmであり、前記上部層の平均厚さが0.50~4.00μmであり、
前記下部層は下部層下部領域と該下部層下部領域上の下部層上部領域を有し、
前記下部層下部領域はその下端が前記基体上にあり、その上端が前記基体表面との界面から0.20μm以上で前記下部層の平均厚さの半分を超えない位置にあり、
前記下部層下部領域において、前記硬質相上にあるその結晶粒の平均粒径が0.01μm以上0.05μm未満、かつ、前記結合相上にあるその結晶粒の平均粒径が0.10μm以上0.50μm以下である。
【0008】
前記表面被覆切削工具は、次の(1)を満足してもよい。
(1)前記下部層は、その平均組成が、(Al
1-a
Ti
a
)N(但し、aは原子比で0.40≦a≦0.60)であり、
前記上部層は、その平均組成が、(Al
x
Ti
1-x-y
B
y
)N層(但し、xは原子比で0.4<x<0.8、yは原子比で0≦y<0.2)であること。
【発明の効果】
【0009】
前記表面被覆切削工具は、被覆層の耐剥離性、耐チッピング性が優れる。
【図面の簡単な説明】
【0010】
本発明の実施形態に係る表面被覆切削工具の縦断面の一例の模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
20日前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
23日前
日東精工株式会社
ねじ締め装置
5か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
15日前
株式会社FUJI
工作機械
5か月前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
6か月前
株式会社富田製作所
支持構造
28日前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
1か月前
睦月電機株式会社
金属表面処理方法
20日前
株式会社アンド
半田付け方法
2か月前
中国電力株式会社
養生シート
1か月前
村田機械株式会社
レーザ加工機
6か月前
大見工業株式会社
ドリル
4か月前
株式会社向洋技研
スタッドの製造方法
22日前
株式会社ツガミ
工作機械
2か月前
村田機械株式会社
レーザ加工機
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































