TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153442
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055930
出願日
2024-03-29
発明の名称
溶接方法
出願人
大和ハウス工業株式会社
代理人
個人
,
個人
主分類
B23K
9/02 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 第1部材の第1継手部に第2部材の第2継手部を部分溶け込み溶接方式にてアーク溶接する場合に、不溶着部の発生を抑制しながら適切に溶接することが可能な溶接方法を提供する。
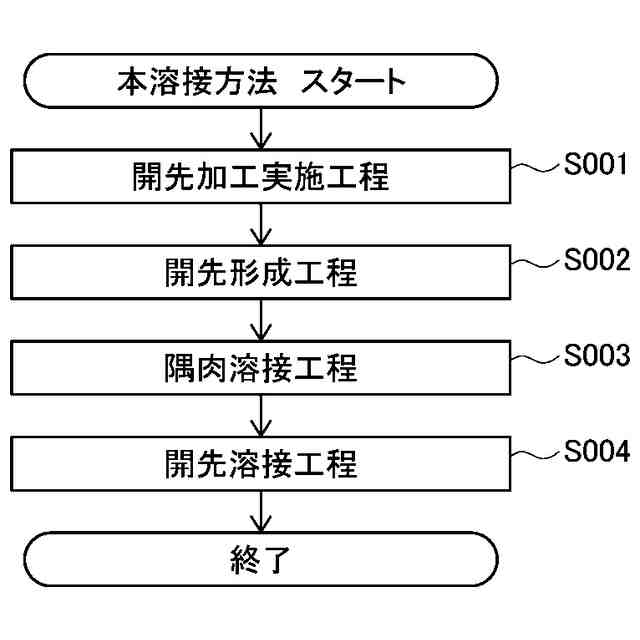
【解決手段】 本発明の溶接方法は、第1部材の第1継手部に第2部材の第2継手部を当てて、第1継手部及び第2継手部を部分溶け込み溶接方式にてアーク溶接する溶接方法であって、第1継手部及び第2継手部のそれぞれに対して開先加工を行う工程と、第2継手部を第1継手部に当てて、第1継手部及び第2継手部の間にV形開先を形成する工程と、第2継手部が第1継手部に当てられた箇所を、第2継手部から見てV形開先とは反対側で隅肉溶接する工程と、第2継手部が第1継手部に当てられた箇所を、V形開先にて開先溶接する工程と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
第1部材の第1継手部に第2部材の第2継手部を当てて、前記第1継手部及び前記第2継手部を部分溶け込み溶接方式にてアーク溶接する溶接方法であって、
前記第1継手部及び前記第2継手部のそれぞれに対して開先加工を行う工程と、
前記第2継手部を前記第1継手部に当てて、前記第1継手部及び前記第2継手部の間にV形開先を形成する工程と、
前記第2継手部が前記第1継手部に当てられた箇所を、前記第2継手部から見て前記V形開先とは反対側で隅肉溶接する工程と、
前記第2継手部が前記第1継手部に当てられた箇所を、前記V形開先にて開先溶接する工程と、を有する溶接方法。
続きを表示(約 580 文字)
【請求項2】
前記第2継手部が前記第1継手部に当てられた箇所を隅肉溶接する工程を、前記第2継手部が前記第1継手部に突き当てられた箇所を開先溶接する工程よりも前に実施する、請求項1に記載の溶接方法。
【請求項3】
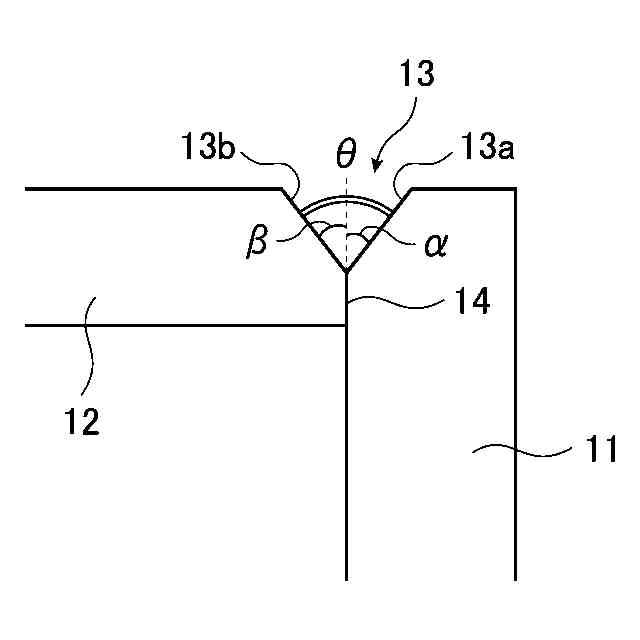
前記第1継手部及び前記第2継手部のそれぞれに対して前記開先加工を行う工程では、前記V形開先に設けられる一対の傾斜面がなす角度が60°以上、且つ70°以下となるように、前記第1継手部及び前記第2継手部のそれぞれに対して前記開先加工を行う、請求項1又は2に記載の溶接方法。
【請求項4】
前記第1継手部及び前記第2継手部のそれぞれに対して前記開先加工を行う工程では、前記V形開先に設けられる一対の傾斜面の少なくとも一方の、前記第1継手部において前記第2継手部が当てられる面に対する傾斜角度が30°以上となるように、前記第1継手部及び前記第2継手部のそれぞれに対して前記開先加工を行う、請求項1又は2に記載の溶接方法。
【請求項5】
前記第1部材は、プレート体であり、前記第2継手部は、平板状の部分である、請求項1又は2に記載の溶接方法。
【請求項6】
前記第2継手部を前記第1継手部に対して交差させた状態で、前記第2継手部を前記第1継手部に当てる、請求項1又は2に記載の溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接方法に係り、特に、第1部材の第1継手部に第2部材の第2継手部を部分溶け込み溶接方式にてアーク溶接する溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
継手部(溶接継手)を有する2つの部材の間に開先を形成し、その開先にて継手部同士をアーク溶接する溶接方法は、既によく用いられている。また、開先溶接の方式としては、完全溶け込み溶接と部分溶け込み溶接とが挙げられる。
【0003】
完全溶け込み溶接は、溶接に際して開先の反対側に裏当て金を設置する必要があり、それに付随する作業が発生するために手間を要する。これに対して、部分溶け込み溶接では、裏当て金の設置が必須ではなく、その分、作業負担を軽減することができる。かかる理由から、2つの部材の継手部同士を開先溶接する場合に、部分溶け込み溶接方式を用いることがある。例えば、特許文献1には、レ形開先溶接継手に部分溶け込み溶接を用いることが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-104882号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
部分溶け込み溶接方式にて開先溶接を行う場合、適切な溶接が行われないと、開先の奥部(最深部)付近に不溶着部が発生する虞があり、不溶着部の発生は、施工品質の低下に繋がってしまう。一方、従来の溶接作業において、開先奥部での不溶着部を抑えられるか否かは、溶接作業者の技量に依存していた。
【0006】
また、部分溶け込み溶接方式にて開先溶接を行う場合には、溶接対象の部材(母材)が溶接時に曲がること等に起因して不具合が発生する虞があり、このような不具合を回避しつつ適切に溶接することが求められている。
【0007】
そこで、本発明は、上記の課題に鑑みてなされたものであり、その目的とするところは、第1部材の第1継手部に第2部材の第2継手部を部分溶け込み溶接方式にてアーク溶接する場合に、不溶着部の発生を抑制しながら適切に溶接することが可能な溶接方法を提供することである。
【課題を解決するための手段】
【0008】
上記の課題は、本発明の溶接方法によれば、第1部材の第1継手部に第2部材の第2継手部を当てて、第1継手部及び第2継手部を部分溶け込み溶接方式にてアーク溶接する溶接方法であって、第1継手部及び第2継手部のそれぞれに対して開先加工を行う工程と、第2継手部を第1継手部に当てて、第1継手部及び第2継手部の間にV形開先を形成する工程と、第2継手部が第1継手部に当てられた箇所を、第2継手部から見てV形開先とは反対側で隅肉溶接する工程と、第2継手部が第1継手部に当てられた箇所を、V形開先にて開先溶接する工程と、を有することにより解決される。
上記の方法によれば、第1部材の第1継手部に第2部材の第2継手部を部分溶け込み溶接方式にてアーク溶接する場合に、溶接作業者の技量にかかわらず、不溶着部の発生を抑制しながら溶接することができる。また、開先溶接と隅肉溶接の併用により、部分溶け込み溶接方式にて開先溶接する場合に生じ得る不具合(不具合の内容については、後述する)を抑えることができ、この結果、第1継手部及び第2継手部を適切に溶接することができる。
【0009】
また、本発明の溶接方法において、第2継手部が第1継手部に当てられた箇所を隅肉溶接する工程を、第2継手部が第1継手部に突き当てられた箇所を開先溶接する工程よりも前に実施すると、より好適である。この場合には、開先の奥部を十分に溶融させることができるため、不溶着部の発生をより効果的に抑えることができる。
【0010】
さらに、本発明の溶接方法において、第1継手部及び第2継手部のそれぞれに対して開先加工を行う工程では、V形開先に設けられる一対の傾斜面がなす角度が60°以上、且つ70°以下となるように、第1継手部及び第2継手部のそれぞれに対して開先加工を行うと、より一層好適である。
上記の構成によれば、開先溶接時における不溶着部の発生を、さらに効果的に抑えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
22日前
キヤノン電子株式会社
加工装置
19日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
14日前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
4か月前
個人
型枠製造装置のフレーム
1か月前
キヤノン電子株式会社
加工システム
3か月前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
19日前
株式会社富田製作所
支持構造
27日前
株式会社アンド
半田付け方法
2か月前
株式会社ツガミ
工作機械
2か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社向洋技研
スタッドの製造方法
21日前
村田機械株式会社
レーザ加工機
6か月前
大見工業株式会社
ドリル
3か月前
株式会社トヨコー
被膜除去方法
6か月前
トヨタ自動車株式会社
溶接マスク
4か月前
有限会社 ナプラ
ソルダペースト
4か月前
株式会社不二越
ブローチ盤
3か月前
津田駒工業株式会社
センタリングバイス
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ

































