TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025150023
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024050667
出願日
2024-03-27
発明の名称
工作機械
出願人
高松機械工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
19/00 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】標準仕様のベッド本体を用いて標準加工仕様及び長物加工仕様に選択的に製作することができる工作機械を提供する。
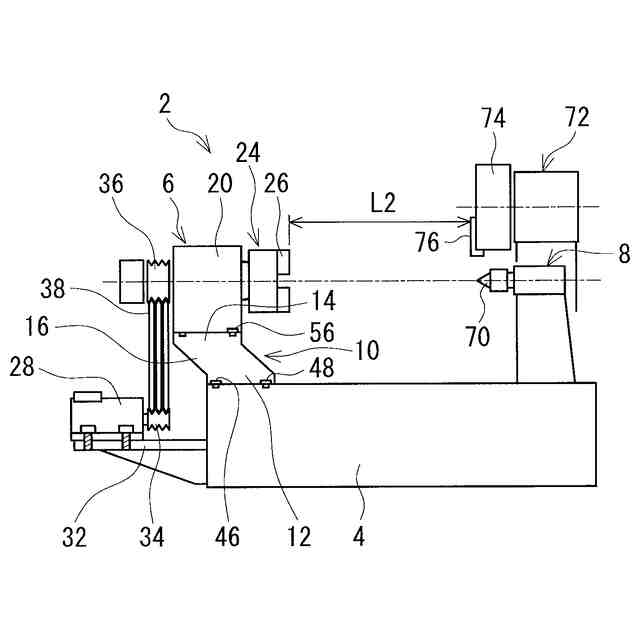
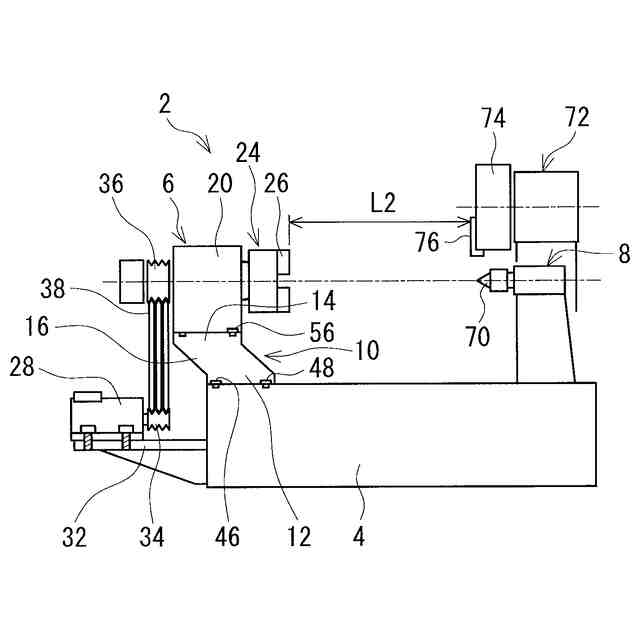
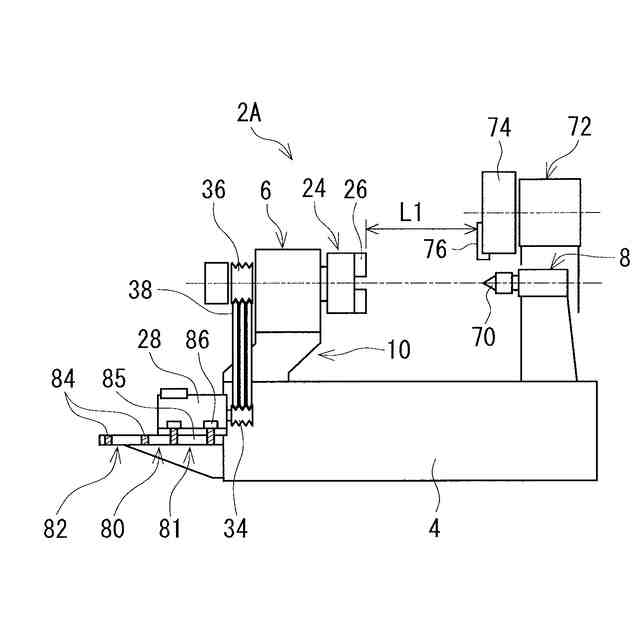
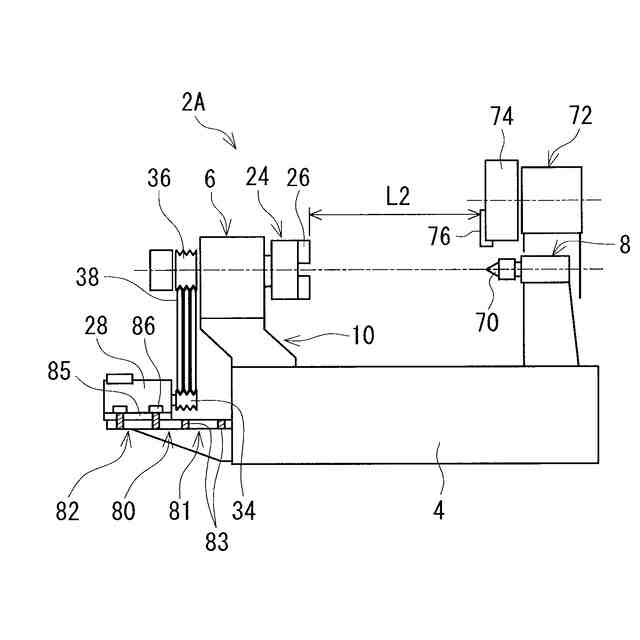
【解決手段】ベッド本体4と、主軸を回転自在に支持する主軸ユニット6と、ワークを加工する加工工具36が取り付けられるタレット72(工具取付ユニット)とを備えたNC旋盤(工作機械)。ベッド本体4の片側上面には主軸台座10が取り付けられ、主軸台座10の上面には主軸ユニット6が取り付けられ、主軸台座10の取付状態を変えることによって、ベッド本体4に対する主軸ユニット6の取付位置が変わる。主軸台座10をベッド本体4に第1の取付状態で取り付けると、標準加工仕様のNC旋盤に組み付けることができ、また主軸台座10を反転させて第2取付状態で組み付けると、長物加工仕様に組み付けることができる。
【選択図】図2
特許請求の範囲
【請求項1】
ベッド本体と、回転自在に支持された主軸を備えた主軸ユニットと、前記ワークを加工する加工工具が取り付けられる工具取付ユニットとを備えた工作機械であって、
前記ベッド本体の片側上面には主軸台座が取り付けられ、前記主軸台座の上面には前記主軸ユニットが取り付けられており、前記主軸台座の取付状態を変えることによって、前記ベッド本体に対する前記主軸ユニットの取付位置が変わり、前記主軸ユニットと前記工具取付ユニットとの間隔が変わることを特徴とする工作機械。
続きを表示(約 1,700 文字)
【請求項2】
前記主軸台座は、前記ベッド本体に取り付けられるベース部と、前記主軸ユニットが取り付けられる載置取付部と、前記ベース部から前記載置取付部に向けて傾斜して延びる中間接続部とを有し、前記主軸台座の前記ベース部を前記ベッド本体に第1の取付状態で取り付けると、前記主軸台座の前記中間接続部は、前記工具取付ユニットに近接する方向に傾斜するように延び、また前記主軸台座の前記ベース部を前記ベッド本体に前記第1の取付状態に対して反転させた第2の取付状態で取り付けると、前記主軸台座の前記中間接続部は、前記工具取付ユニットから離隔する方向に傾斜するように延びることを特徴とする請求項1に記載の工作機械。
【請求項3】
前記ベッド本体の前記片側上面には、前記ベッド本体の横方向に間隔をおいて第1及び第2台座ピン穴又は第1及び第2台座ピンが設けられ、また前記主軸台座の前記ベース部の下面には、第1及び第2台座ピン又は第1及び第2台座ピン穴が設けられており、前記主軸台座の前記第1取付状態においては、前記ベッド本体側の前記第1台座ピン穴又は前記第1台座ピンと前記主軸台座側の前記第1台座ピン又は前記第1台座ピン穴とが係合するとともに、前記ベッド本体側の前記第2台座ピン穴又は前記第2台座ピンと前記主軸台座側の前記第2台座ピン又は前記第2台座ピン穴とが係合し、また前記主軸台座の前記第2取付状態においては、前記ベッド本体側の前記第1台座ピン穴又は前記第1台座ピンと前記主軸台座側の前記第2台座ピン又は前記第2台座ピン穴とが係合するとともに、前記ベッド本体側の前記第2台座ピン穴又は前記第2台座ピンと前記主軸台座側の前記第1台座ピン又は前記第1台座ピン穴とが係合することを特徴とする請求項2に記載の工作機械。
【請求項4】
前記主軸台座の前記上面には、前記主軸の軸方向に間隔をおいて第1及び第2主軸ピン穴が設けられ、また前記主軸ユニットの前部の下面には、主軸ピンが設けられており、前記主軸台座の前記第1取付状態においては、前記主軸台座側の前記第1主軸ピン穴と前記主軸ユニット側の前記主軸ピンとが係合し、また前記主軸台座の前記第2取付状態においては、前記主軸台座側の前記第2主軸ピン穴と前記主軸ユニット側の主軸ピンとが係合することを特徴とする請求項2に記載の工作機械。
【請求項5】
前記主軸台座の前記上面には、前記主軸の軸方向に間隔をおいて第1及び第2主軸ピン穴が設けられ、また前記主軸ユニットの後部の下面には、主軸ピンが設けられており、前記主軸台座の前記第1取付状態においては、前記主軸台座側の前記第2主軸ピン穴と前記主軸ユニット側の前記主軸ピンとが係合し、また前記主軸台座の前記第2取付状態においては、前記主軸台座側の前記第1主軸ピン穴と前記主軸ユニット側の主軸ピンとが係合することを特徴とする請求項2に記載の工作機械。
【請求項6】
前記ベッド本体の前記片側の端部には、前記主軸を回動するための駆動モータを取り付ける取付部材が取り付けられ、前記取付部材には、前記ベッド本体側に近接した第1取付位置と、前記ベッド本体側から離れた第2取付位置とが設けられており、前記主軸台座の前記第1取付状態においては、前記駆動モータは前記取付部材の前記第1取付位置に取り付けられ、また前記主軸台座の前記第2取付状態においては、前記駆動モータは前記取付部材の前記第2取付位置に取り付けられることを特徴とする請求項2に記載の工作機械。
【請求項7】
ベッド本体と、回転自在に支持された主軸を備えた主軸ユニットと、前記ワークを加工する加工工具が取り付けられる工具取付ユニットとを備えた工作機械であって、
前記ベッド本体の片側上面には主軸台座が取り付けられ、前記主軸台座の上面には前記主軸ユニットが取り付けられており、前記主軸台座として前記主軸ユニットの取付位置が異なる複数種の主軸台座が取付可能に構成され、前記複数種の主軸台座のいずれかを選択して前記ベッド本体に取り付けることによって、前記ベッド本体に対する前記主軸ユニットの取付位置が変わり、前記主軸ユニットと前記工具取付ユニットとの間隔が変わることを特徴とする工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ベッド本体の片側に主軸ユニットが配設され、その他側に芯押ユニットが配設された工作機械に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
工作機械としての例えばNC旋盤では、ベッド本体の片側に主軸を回転自在に支持する主軸ユニットが配設され、その他側にワークの先端部を支持する芯押ユニットが配設されたものが知られている(例えば、特許文献1参照)。このようなNC旋盤では、主軸ユニットの主軸にはチャック手段が取り付けられ、このチャック手段にワークが着脱自在に取り付けられる。また、加工すべきワークが長いときには、芯押ユニットが用いられ、チャック手段に装着されたワークの先端部が芯押ユニットの芯押センタに支持され、このようにワークの先端部を芯押センタで支持することにより、加工時のビビリなどの発生を抑えて高精度の加工を行うことができる。
【先行技術文献】
【特許文献】
【0003】
特開2012ー56020号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
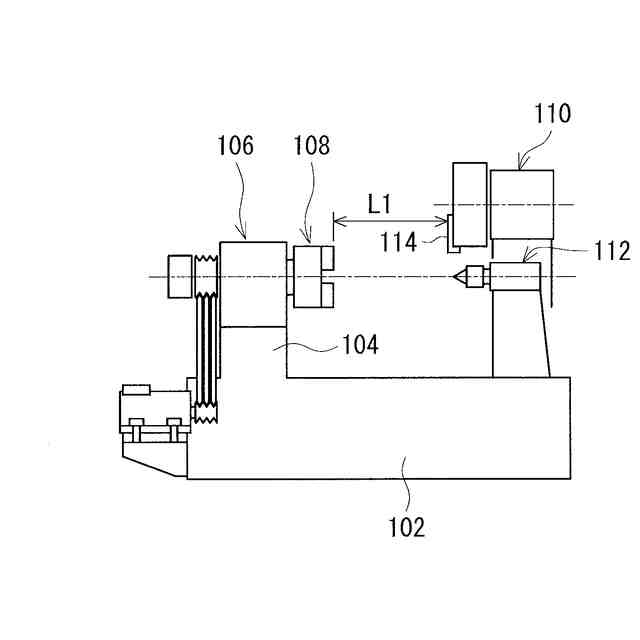
このようなNC旋盤では、加工可能なワークの長さは、チャック手段の先端部から加工工具の最も後退した位置(チャック手段から最も離れた位置)までの距離となる。例えば、通常のワークを加工するNC旋盤は、図8に示すような構造であり、ベッド本体102として横方向(Z軸方向)の長さが標準的なものが用いられ、このベッド本体102の片側に設けられた台座部104に主軸ユニット106が取り付けられ、この主軸ユニット106の主軸(図示せず)にチャック手段108が取り付けられる。また、ベッド本体102の他側に工具取付ユニットとしての例えばタレット110及び芯押ユニット112が主軸ユニット106に近接及び離隔する方向に移動自在に取り付けられる。
【0005】
このようなNC旋盤にける加工長さ特性は、タレット110及び芯押ユニット112を主軸ユニット106から最も離れた位置に位置付けたときのチャック手段108の先端部からの距離、具体的にはチャック手段108の先端部からタレット110に保持された加工工具114までの距離L1となる。
【0006】
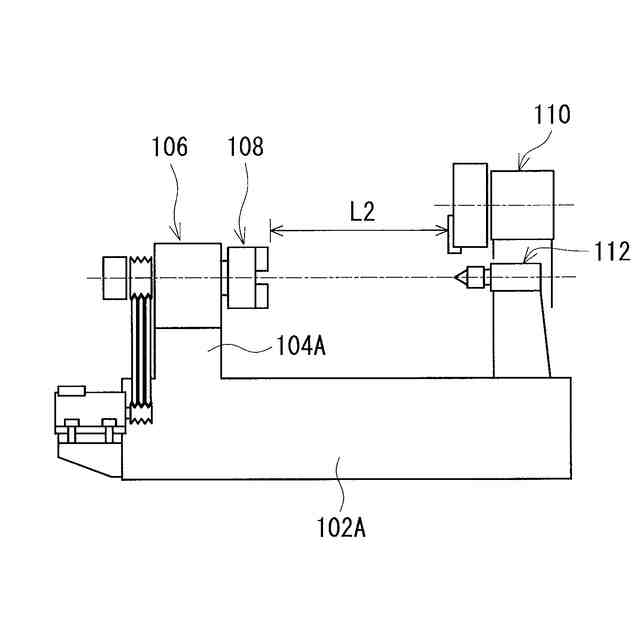
また、長いワークの加工可能なNC旋盤では、図9に示すような構造となり、ベッド本体102Aとして横方向(Z軸方向)の長さが長いものが用いられ、このベッド本体102Aの片側に設けられた台座部104Aに主軸ユニット106が取り付けられ、この主軸ユニット106の主軸(図示せず)にチャック手段108が取り付けられる。また、ベッド本体102Aの他側に工具取付ユニットとしての例えばタレット110及び芯押ユニット112が主軸ユニット106に近接及び離隔する方向に移動自在に取り付けられ、主軸ユニット106、チャック手段108、タレット112及び芯押ユニット112として、例えば図8に示すものと同様のものが用いられる。
【0007】
この場合における加工長さ特性は、タレット110及び芯押ユニット112を主軸ユニット106から最も離れた位置に位置付けたときのチャック手段108の先端部からの距離、具体的にはチャック手段108の先端部からタレット110に保持された加工工具114までの距離L2となり、ベッド本体102Aの横方向(Z軸方向)の長さが長くなった分だけ長いワークの加工が可能となる。
【0008】
このように従来のNC旋盤では、標準のワークを加工する標準用のベッド本体102(図8に示すもの)と長いワークを加工する長物用のベッド本体102A(図9に示すもの)との2種類ものを用意し、2種類のベッド本体102,102Aを使い分けて2種類の旋盤(即ち、標準加工使用のものと長物加工使用のもの)を組み立てていた。それ故に、2種類のベッドを必要とし、その製造のための工程管理が複雑になり、更に標準加工仕様のものを製造途中で長物加工仕様に、又は長物加工仕様のものを標準加工仕様に変更することができないという問題があった。
【0009】
本発明の目的は、標準仕様のベッド本体を用いて標準加工仕様及び長物加工仕様に選択的に製作することができる工作機械を提供することである。
【課題を解決するための手段】
【0010】
本発明の工作機械は、ベッド本体と、回転自在に支持された主軸を備えた主軸ユニットと、前記ワークを加工する加工工具が取り付けられる工具取付ユニットとを備えた工作機械であって、
前記ベッド本体の片側上面には主軸台座が取り付けられ、前記主軸台座の上面には前記主軸ユニットが取り付けられており、前記主軸台座の取付状態を変えることによって、前記ベッド本体に対する前記主軸ユニットの取付位置が変わり、前記主軸ユニットと前記工具取付ユニットとの間隔が変わることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
高松機械工業株式会社
工作機械
1か月前
高松機械工業株式会社
加工装置及びワーク加工方法
4日前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
3か月前
キヤノン電子株式会社
加工装置
17日前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
20日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
12日前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
6か月前
睦月電機株式会社
金属表面処理方法
17日前
エフ・ピー・ツール株式会社
リーマ
7か月前
日進工具株式会社
エンドミル
7か月前
株式会社富田製作所
支持構造
25日前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
6か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
6か月前
中国電力株式会社
養生シート
1か月前
個人
型枠製造装置のフレーム
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ