TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080152
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023193201
出願日
2023-11-13
発明の名称
工作機械における切削係数同定システム、及び工作機械における切削係数同定方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
15/12 20060101AFI20250516BHJP(工作機械;他に分類されない金属加工)
要約
【課題】追加のセンサを用いることなく、工作機械のモータトルクを用いて高精度に切削係数を同定することができる工作機械における切削係数同定システム及び工作機械における切削係数同定方法を提供することを目的とする。
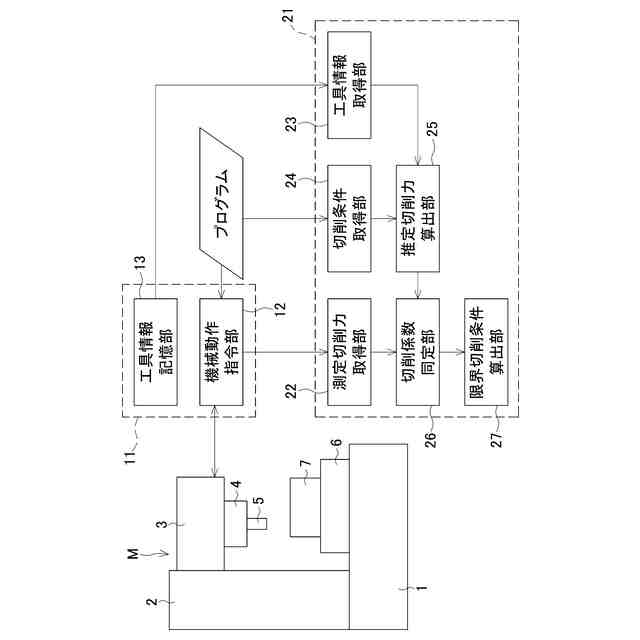
【解決手段】切削係数同定システム21は、測定切削力取得部22において工作機械の主軸4及び送り軸の切削加工に要する平均トルクを取得して測定切削力を算出する。次に、工具情報取得部23において工具情報を取得し、切削条件取得部24において切削条件を取得し、これらの情報に基づいて、推定切削力算出部25において推定切削力を算出する。次に、切削係数同定部26において、測定切削力と推定切削力を比較して切削係数を同定する。
【選択図】図1
特許請求の範囲
【請求項1】
工具を装着して工具主軸モータにより駆動される工具主軸、及びワークを装着してワーク主軸モータにより駆動されるワーク主軸の少なくとも一方と、送り軸モータにより前記工具と前記ワークとを相対移動させる送り軸とを備える工作機械において、
前記工具が前記ワークを切削中の任意期間Aにおける、前記工具主軸モータ、前記ワーク主軸モータ、及び前記送り軸モータの少なくとも1つの平均トルクT
a
を取得して測定切削力を算出する測定切削力取得部と、
前記測定切削力に対応した、工具刃数を含む工具情報を取得する工具情報取得部と、
前記測定切削力に対応した、前記工具主軸又は前記ワーク主軸が1回転する間の前記工具と前記ワークとの相対移動量と、切込み量とを含む切削条件を取得する切削条件取得部と、
単位切削断面積あたりの切削力を表す切削係数K
c
と、単位切れ刃長さあたりの切削力を表す切削係数K
e
と、前記工具刃数と、前記相対移動量と、前記切込み量とを含む計算式に基づいて、前記工具主軸又は前記ワーク主軸が1回転する間の平均切削力である推定切削力を算出する推定切削力算出部と、
前記測定切削力と、前記推定切削力とを比較することで、前記切削係数K
c
と、前記切削係数K
e
とを同定する切削係数同定部とを備えることを特徴とする工作機械における切削係数同定システム。
続きを表示(約 1,300 文字)
【請求項2】
前記切削係数K
c
及び前記切削係数K
e
の少なくとも1つを用いて、前記工作機械の加工能力の限界となる、前記工具主軸又は前記ワーク主軸の回転速度、前記工具主軸又は前記ワーク主軸が1回転する間の前記工具と前記ワークとの相対移動量、及び切込み量の少なくとも1つを含む限界切削条件を算出する限界切削条件算出部を備えることを特徴とする請求項1に記載の工作機械における切削係数同定システム。
【請求項3】
前記測定切削力取得部が、前記任意期間Aとは異なる切削条件で、前記工具が前記ワークを切削中の任意期間Bにおける平均トルクT
b
を、さらに用いて前記測定切削力を算出することを特徴とする請求項1又は2に記載の工作機械における切削係数同定システム。
【請求項4】
前記測定切削力取得部が、非切削中の任意期間Cにおける平均トルクT
c
を、さらに用いて前記測定切削力を算出することを特徴とする請求項1又は2に記載の工作機械における切削係数同定システム。
【請求項5】
前記加工能力の限界を決定するパラメータが、前記工具主軸モータ、前記ワーク主軸モータ及び前記送り軸モータの少なくとも1つの出力上限、前記工具の曲げ応力、せん断応力、前記ワークの品質要求値、並びに自励びびりの安定限界の少なくとも1つを含むことを特徴とする請求項2に記載の工作機械における切削係数同定システム。
【請求項6】
工具を装着して工具主軸モータにより駆動される工具主軸、及びワークを装着してワーク主軸モータにより駆動されるワーク主軸の少なくとも一方と、送り軸モータにより前記工具と前記ワークとを相対移動させる送り軸とを備える工作機械において、
前記工具が前記ワークを切削中の任意期間Aにおける、前記工具主軸モータ、前記ワーク主軸モータ、及び前記送り軸モータの少なくとも1つの平均トルクT
a
を取得して測定切削力を算出する切削力取得ステップと、
前記測定切削力に対応した、工具刃数を含む工具情報を取得する工具情報取得ステップと、
前記測定切削力に対応した、前記工具主軸又は前記ワーク主軸が1回転する間の前記工具と前記ワークとの相対移動量と、切込み量とを含む切削条件を取得する切削条件取得ステップと、
単位切削断面積あたりの切削力を表す切削係数K
c
と、単位切れ刃長さあたりの切削力を表す切削係数K
e
と、前記工具刃数と、前記相対移動量と、前記切込み量とを含む計算式に基づいて、前記工具主軸又は前記ワーク主軸が1回転する間の平均切削力である推定切削力を算出する推定切削力算出ステップと、
前記測定切削力と、前記推定切削力とを比較することで、前記切削係数K
c
と、前記切削係数K
e
とを同定する切削係数同定ステップとを有することを特徴とする工作機械における切削係数同定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、びびり安定限界等の予測に用いられる切削係数を同定する、工作機械における切削係数同定システム、及び工作機械における切削係数同定方法に関するものである。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
従来から、工作機械における加工能力を決定するパラメータの1つとして、例えば、自励びびりの安定限界がある。切削加工中に自励びびりが発生すると、製品の加工精度や加工面品位が低下する。そのため、自励びびりの抑制が課題となっている。
例えば、特許文献1では、ハンマリング試験により測定された伝達関数と、切削係数としての比切削抵抗の推定値と、を用いて自励びびりの発生を予測するための安定限界線図を作成し、高能率かつ自励びびりの発生しない加工条件を選択することが開示されている。
【0003】
一方、切削係数の同定方法として、非特許文献1では、応答周波数が高いセンサである動力計で測定した切削力と、仮決めした切削係数を用いて予測モデルにより推定した切削力との差が小さくなるように切削係数を修正することにより切削係数を同定する方法が開示されている。
また、非特許文献2では、従来の切削力の予測モデルにおいて、直交する3方向の切削力それぞれに対して、単位切削断面積あたりの切削力を表す切削係数と、単位切れ刃長さあたりの切削力を表す切削係数との2つの切削係数から構成されていた切削係数を、せん断角をパラメータとする1つの切削係数に置き換えることで、主軸モータのトルクから切削係数を同定することが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-21378号公報
【非特許文献】
【0005】
赤木知洋, 金子順一, 堀尾健一郎. 切削抵抗予測における比切削抵抗の高速自動推定システムの開発. 精密工学会学術講演会講演論文集 2014A, pp669-670, 2014
金子和暉, 西田勇, 佐藤隆太, 白瀬敬一. 傾斜切削理論に基づくエンドミル加工の切削力モデル. 日本機械学会論文集, Vol.83, No.856, 2017
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1では、工具とワーク材種の組合せ、クーラントの有無といった加工状況により変化する切削係数を、測定作業を省略するために、工具すくい角、摩擦係数等からの推定により取得している。そのため、高精度に自励びびりの発生を予測することが困難であるという課題がある。
また、非特許文献1では、応答周波数が高い動力計で切削力を測定することを前提としているが、動力計は、非常に高価である。また、生産設備としての工作機械に取り付けると、例えば動力計自身と配線との干渉が生じる可能性がある。さらに、工具からワークまでのループ剛性の低下が考えられる。そのため、生産現場での使用が困難であるという課題がある。
また、非特許文献2で開示されたせん断角をパラメータとする切削係数は、従来の切削係数のうち、単位切削断面積あたりの切削力を表す切削係数のみを置き換えたに過ぎない。そのため、チタン合金、Ni基耐熱合金といった単位切れ刃長さあたりの切削力を表す切削係数が大きい材質に対して、同定精度が低下するという課題がある。
【0007】
そこで、本開示は、上記問題に鑑みなされたものであって、追加のセンサを用いることなく、且つワークの材質に依らず、切削係数を高精度に同定することができる、工作機械における切削係数同定システム、及び切削係数同定方法を提供することを目的としたものである。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本開示の第1の構成は、工作機械における切削係数同定システムであって、工具を装着して工具主軸モータにより駆動される工具主軸、及びワークを装着してワーク主軸モータにより駆動されるワーク主軸の少なくとも一方と、送り軸モータにより工具とワークとを相対移動させる送り軸とを備える工作機械において、工具がワークを切削中の任意期間Aにおける、工具主軸モータ、ワーク主軸モータ、及び送り軸モータの少なくとも1つの平均トルクT
a
を取得して測定切削力を算出する測定切削力取得部と、測定切削力に対応した、工具刃数を含む工具情報を取得する工具情報取得部と、測定切削力に対応した、工具主軸又はワーク主軸が1回転する間の工具とワークとの相対移動量と、切込み量とを含む切削条件を取得する切削条件取得部と、単位切削断面積あたりの切削力を表す切削係数K
c
と、単位切れ刃長さあたりの切削力を表す切削係数K
e
と、工具刃数と、相対移動量と、切込み量とを含む計算式に基づいて、工具主軸又はワーク主軸が1回転する間の平均切削力である推定切削力を算出する推定切削力算出部と、測定切削力と、推定切削力とを比較することで、切削係数K
c
と、切削係数K
e
とを同定する切削係数同定部とを備えることを特徴とする。
本開示の第1の構成の別の態様は、上記構成において、切削係数K
c
及び切削係数K
e
の少なくとも1つを用いて、工作機械の加工能力の限界となる、工具主軸又はワーク主軸の回転速度、工具主軸又はワーク主軸が1回転する間の工具とワークとの相対移動量、及び切込み量の少なくとも1つを含む限界切削条件を算出する限界切削条件算出部を備えることを特徴とする。
本開示の第1の構成のさらに別の態様は、上記構成において、測定切削力取得部が、任意期間Aとは異なる切削条件で、工具がワークを切削中の任意期間Bにおける平均トルクT
b
を、さらに用いて測定切削力を算出することを特徴とする。
本開示の第1の構成のさらに別の態様は、上記構成において、測定切削力取得部が、非切削中の任意期間Cにおける平均トルクT
c
を、さらに用いて測定切削力を算出することを特徴とする。
本開示の第1の構成のさらに別の態様は、上記構成において、加工能力の限界を決定するパラメータが、工具主軸モータ、ワーク主軸モータ及び送り軸モータの少なくとも1つの出力上限、工具の曲げ応力、せん断応力、ワークの品質要求値、並びに自励びびりの安定限界の少なくとも1つを含むことを特徴とする。
上記目的を達成するために、本開示の第2の構成は、工作機械における切削係数同定方法であって、工具を装着して工具主軸モータにより駆動される工具主軸、及びワークを装着してワーク主軸モータにより駆動されるワーク主軸の少なくとも一方と、送り軸モータにより工具とワークとを相対移動させる送り軸とを備える工作機械において、工具がワークを切削中の任意期間Aにおける、工具主軸モータ、ワーク主軸モータ、及び送り軸モータの少なくとも1つの平均トルクT
a
を取得して測定切削力を算出する切削力取得ステップと、測定切削力に対応した、工具刃数を含む工具情報を取得する工具情報取得ステップと、測定切削力に対応した、工具主軸又はワーク主軸が1回転する間の工具とワークとの相対移動量と、切込み量とを含む切削条件を取得する切削条件取得ステップと、単位切削断面積あたりの切削力を表す切削係数K
c
と、単位切れ刃長さあたりの切削力を表す切削係数K
e
と、工具刃数と、相対移動量と、切込み量とを含む計算式に基づいて、工具主軸又はワーク主軸が1回転する間の平均切削力である推定切削力を算出する推定切削力算出ステップと、測定切削力と、推定切削力とを比較することで、切削係数K
c
と、切削係数K
e
とを同定する切削係数同定ステップとを有することを特徴とする。
【発明の効果】
【0009】
本開示によれば、工作機械に備え付けられたモータのトルクを用いて、単位切削断面積あたりの切削力を表す切削係数と単位切れ刃長さあたりの切削力を表す切削係数とをそれぞれ同定する。そのため、追加のセンサを用いることなく、且つワークの材質に依らず、切削係数を高精度に同定できる。
【図面の簡単な説明】
【0010】
工作機械における切削係数同定システムを示す概略構成図である。
加工能力の予測方法を示すフローチャートである。
期間a,期間b,及び期間cに係るモータトルク履歴であって、(a)は主軸のモータトルク履歴であり、(b)は送り軸のモータトルク履歴である。
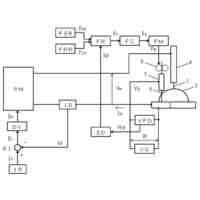
マシニングセンタにてミリング加工を行う様子を示す概略図であって、(a)は上面図、(b)は側面図である。
ミリング加工にて主軸モータの出力上限となる主軸回転速度と径方向切込みとの関係を示すグラフである。
ミリング加工にて送り軸モータの出力上限となる主軸回転速度と主軸1回転あたりの送り量との関係を示すグラフである。
ミリング加工にて工具の曲げ応力となる径方向切込みと主軸1回転あたりの送り量との関係を示すグラフである。
ミリング加工にて工具のせん断応力となる主軸1回転あたりの送り量と軸方向切込みとの関係を示すグラフである。
ミリング加工にてワークの表面粗さの要求値となる径方向切込みと軸方向切込みとの関係を示すグラフである。
ミリング加工にて自励びびりの安定限界となる主軸回転速度と軸方向切込みとの関係を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
16日前
個人
加工機
10日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
9日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
24日前
株式会社アンド
半田付け方法
9日前
株式会社アンド
半田付け方法
9日前
エフ・ピー・ツール株式会社
リーマ
26日前
日進工具株式会社
エンドミル
26日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
22日前
株式会社不二越
管用テーパタップ
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
日東精工株式会社
はんだこて先の製造方法
11日前
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
24日前
株式会社恵信工業
アプセット溶接方法
1か月前
アサダ株式会社
バンドソー装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
トヨタ自動車株式会社
グラフ生成方法
1か月前
株式会社ダイヘン
溶接システム
9日前
アサダ株式会社
バンドソー装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ