TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043440
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150709
出願日
2023-09-19
発明の名称
アプセット溶接方法
出願人
株式会社恵信工業
代理人
個人
主分類
B23K
11/02 20060101AFI20250325BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業性および信頼性に優れたアプセット溶接方法を得る。
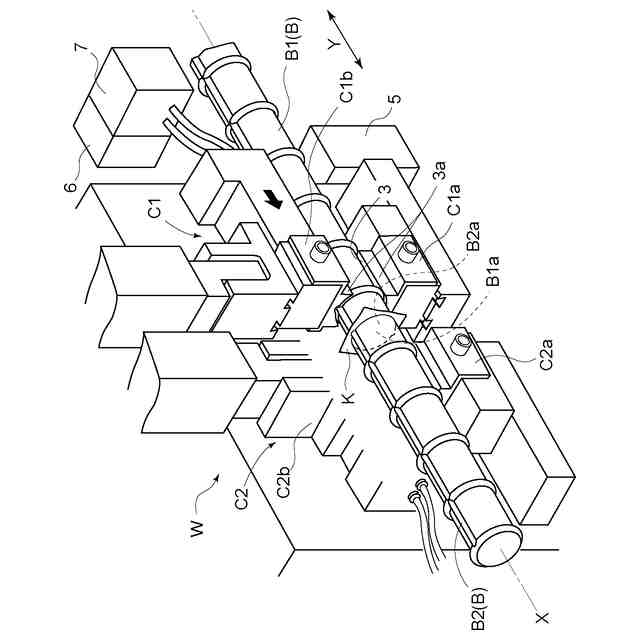
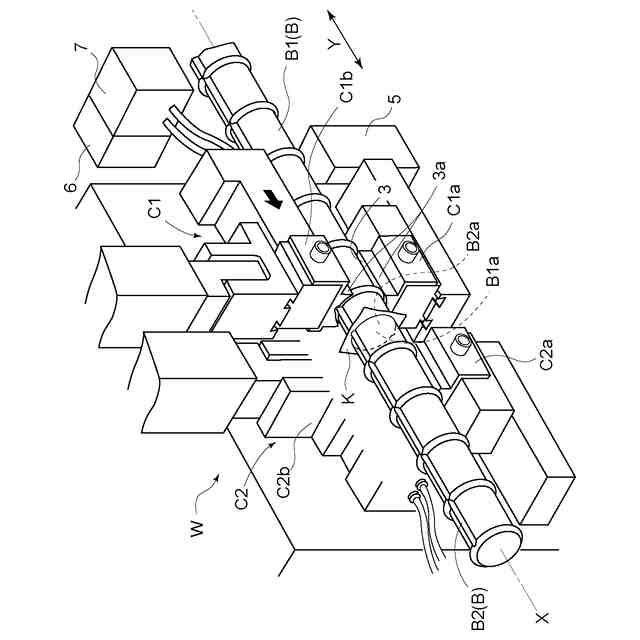
【解決手段】第1棒鋼B1と第2棒鋼B2の軸芯を一致させた状態で、第1棒鋼B1および第2棒鋼B2を第1クランプC1および第2クランプC2によって各別に把持する把持工程と、第1棒鋼B1および第2棒鋼B2を当接させ、第1クランプC1および第2クランプC2を介して第1棒鋼B1および第2棒鋼B2に通電する通電工程と、第1クランプC1および第2クランプC2の少なくとも一方を駆動して、第1棒鋼B1の第1端面B1aと第2棒鋼B2の第2端面B2aとを軸芯Xに沿って互いに押し付ける押付工程とを有し、把持工程において、第1端面B1aと第2端面B2aとの間に還元剤Kが配置されるアプセット溶接方法。
【選択図】図1
特許請求の範囲
【請求項1】
第1棒鋼と第2棒鋼の軸芯を一致させた状態で、前記第1棒鋼および前記第2棒鋼を第1クランプおよび第2クランプによって各別に把持する把持工程と、
前記第1棒鋼および前記第2棒鋼を当接させ、前記第1クランプおよび前記第2クランプを介して前記第1棒鋼および前記第2棒鋼に通電する通電工程と、
前記第1クランプおよび前記第2クランプの少なくとも一方を駆動して、前記第1棒鋼の第1端面と前記第2棒鋼の第2端面とを前記軸芯に沿って互いに押し付ける押付工程とを有し、
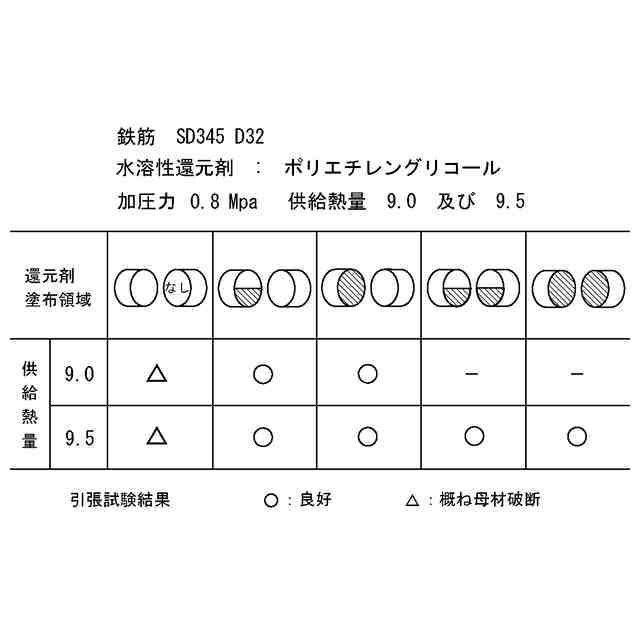
前記把持工程において、前記第1端面と前記第2端面との間に還元剤が配置されるアプセット溶接方法。
続きを表示(約 520 文字)
【請求項2】
前記還元剤が、ポリプロピレン、ポリエチレン、ポリスチレンの何れか一つを含む合成樹脂材料である請求項1に記載のアプセット溶接方法。
【請求項3】
前記還元剤が、前記第1端面および前記第2端面の少なくとも何れか一方に塗布可能な液体である請求項2に記載のアプセット溶接方法。
【請求項4】
前記還元剤が、前記第1端面および前記第2端面により挟持可能な薄膜である請求項2に記載のアプセット溶接方法。
【請求項5】
前記薄膜の膜厚が0.03mm以下である請求項4に記載のアプセット溶接方法。
【請求項6】
前記薄膜が、前記第1端面の面積あるいは前記第2端面の面積の半分以上の面積に亘って配置される請求項5に記載のアプセット溶接方法。
【請求項7】
前記把持工程に先立ち、
一本の棒鋼を環状に成形する曲げ工程と、
前記棒鋼の端部どうしを重ねた状態で同時に切断する切断工程と、を備え、
双方の切断面を有する端部を夫々前記第1棒鋼および前記第2棒鋼としつつ前記把持工程を行う請求項1から6の何れか一項に記載のアプセット溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二本の棒鋼を各別にクランプで保持し、通電しつつ互いに加圧することで棒鋼どうしを溶接するアプセット溶接方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
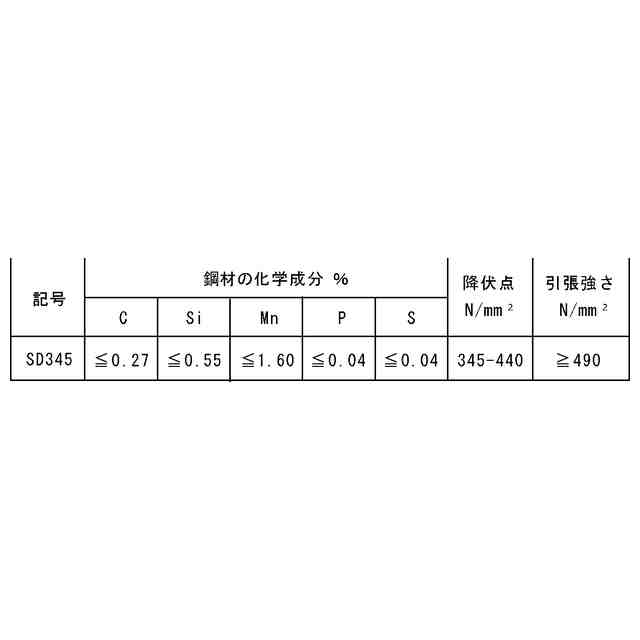
アプセット溶接は棒鋼どうしを圧接しつつ通電し、抵抗発熱を利用して両者を接続する方法である。例えば、建築・土木の技術分野において、鉄筋コンクリート造を補強する鉄筋の接続作業に用いられる。ただし、従来より鉄筋溶接の適用サイズには制限があり、例えば、土木学会の鉄筋定着・継手指針(2020年版)では、アプセット溶接できる鉄筋サイズはD10(公称直径9.53mm)乃至D16(公称直径15.9mm)と、比較的小径の鉄筋のみが規定されていた。
【0003】
アプセット溶接において健全な溶接部を得るためには端面どうしが適切に融合する必要がある。そのため、端面に存在する不純物等が溶接部の外方に確実に排出されるよう圧接条件や電流条件の設定が非常に重要である。
【0004】
ただし、鉄筋の断面積の増大に伴って溶接端面の成形が困難となり、端面間の通電状態の変化等に起因して溶接不良や強度不足などが生じ易くなる。
【0005】
このような問題に鑑み、溶接部の信頼性を高めるための従来技術として、例えば、特許文献1に示すものがある(〔0012〕~〔0011〕及び図2参照)。
【0006】
この従来技術に係るアプセット溶接方法は、接合する二本の棒材どうしが軽く接触する状態となるように第1の加圧力で加圧し、通電して溶接部を加熱する。その後、供給電力を高めながら棒材どうしの加圧力を第2の加圧力に高めて棒材どうしを接合する。
【0007】
この方法では、第1の加圧力による加圧の際に、端面において最も突出した凸部どうしが接触し、局所的な溶融により離間し、通電点が移動するという現象が繰り返される。これにより、端面の凹凸が均され溶融部が端面全体に分布して適度な溶融状態となる。
【0008】
前記従来技術に係る方法であれば、棒材を掴持する電極の進退機構やアークを発生させるリアクタンス回路など特段の付加機構が不要で、溶接設備が安価となる。また、棒材の端面形状や面積に拘わらず溶接に伴う汚染が生じ難く、コブ状溶接部の形状が整った安定的かつ強固な溶接部が得られるとのことである。
【先行技術文献】
【特許文献】
【0009】
特開2013-75314号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1の溶接技術では、端面の凸部が次第に消滅し全面が溶融状態となるから、溶接に先立つ端面の成形作業が効率化できる可能性がある。ただし、棒材どうしの押付力には適正値があり、端面の形状によっては適正値が異なる可能性がある。例えば、円錐状の凸面である場合には溶融部は順次広がることとなり不純物も周囲に排出され易い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
16日前
個人
加工機
10日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3日前
株式会社不二越
ドリル
9日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社アンド
半田付け方法
9日前
エフ・ピー・ツール株式会社
リーマ
26日前
株式会社アンド
半田付け方法
9日前
日進工具株式会社
エンドミル
26日前
株式会社ダイヘン
多層盛り溶接方法
24日前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
チャック装置
1か月前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
22日前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
オークマ株式会社
工作機械
2か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社不二越
管用テーパタップ
1か月前
日東精工株式会社
はんだこて先の製造方法
11日前
オーエスジー株式会社
ドリル
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
トヨタ自動車株式会社
レーザ加工機
1か月前
豊田鉄工株式会社
レーザー溶接装置
2か月前
個人
管の切断装置及び管の切断方法
24日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社FUJI
周辺装置制御用治具
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































