TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038746
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145536
出願日
2023-09-07
発明の名称
工作機械
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
11/12 20060101AFI20250312BHJP(工作機械;他に分類されない金属加工)
要約
【課題】主軸装置の主軸の回転速度だけでなく、切削加工時における軸受部への負荷を考慮して、軸受部への潤滑油量およびエア流量を調節可能な工作機械を提供する。
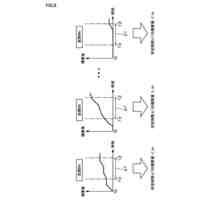
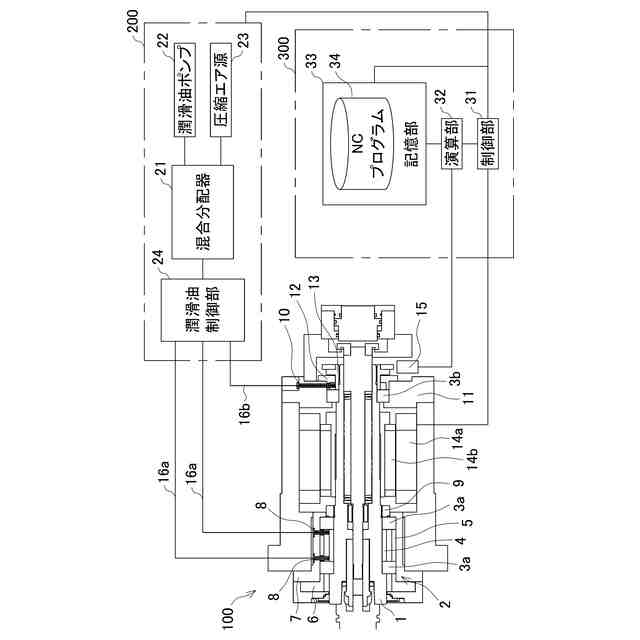
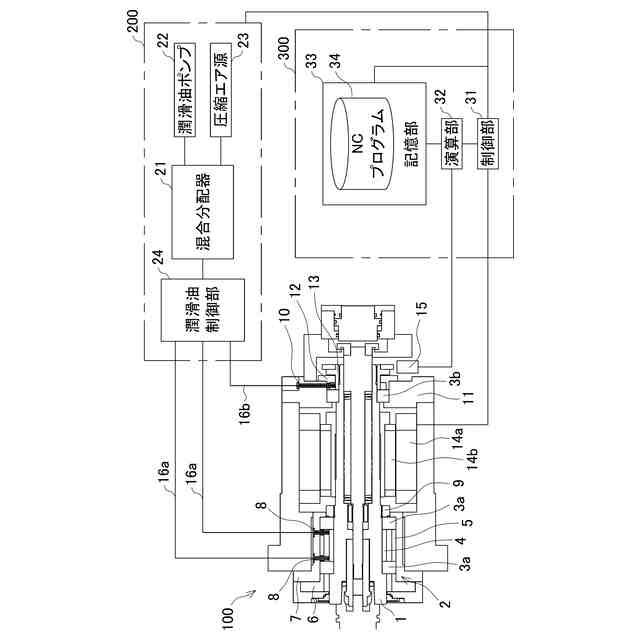
【解決手段】制御部31が、記憶部33に保存されているNCプログラム34にしたがって、主軸装置100の動作を行う際、演算部32は、選択されたNCプログラム34から、主軸回転数および切削負荷のシミュレーションを行い、記憶部33に記録されている運転条件に合わせてシミュレーション結果の区分けを行う。そして、制御部31は、NCプログラム34にしたがって主軸装置100を動作させると同時に、予め記憶部33に記録されている運転条件に対して必要となる潤滑油量およびエア流量と、シミュレーション結果とを照らし合わせて、潤滑油量およびエア流量を調節する。
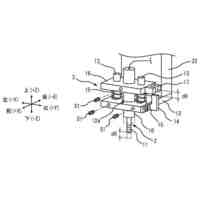
【選択図】図1
特許請求の範囲
【請求項1】
主軸に取り付けられた工具を回転させて切削加工を行う主軸装置と、
前記主軸の軸受部に対して、潤滑油およびエアを供給する潤滑装置と、
前記主軸装置および前記潤滑装置の運転を制御する運転制御部とを有し、
前記運転制御部は、前記主軸装置および前記潤滑装置を動作させる制御部と、各種演算を行う演算部と、少なくとも前記主軸の回転数指令および切削送り指令を含む前記主軸装置の運転プログラムが保存されている記憶部とを備え、
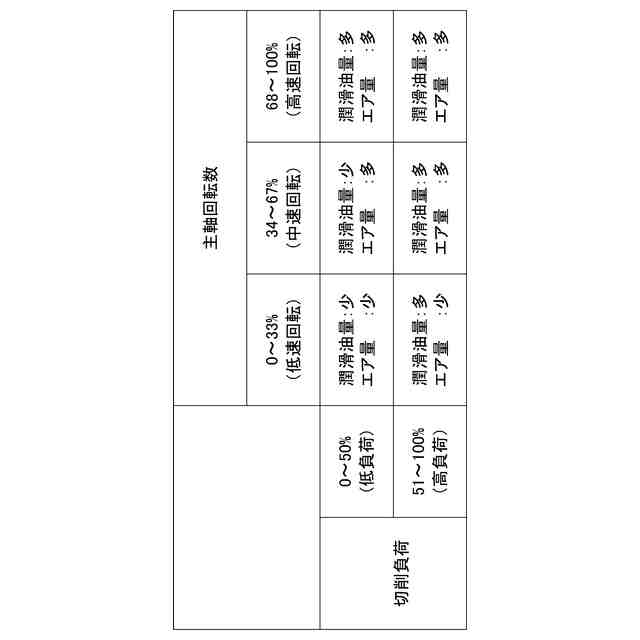
前記記憶部には、前記運転プログラムに加えて、前記主軸の主軸回転数と、切削加工時における軸受部への切削負荷との夫々の値に応じた運転条件と、前記運転条件に対して必要となる前記潤滑装置による潤滑油量およびエア流量とが予め記録されており、
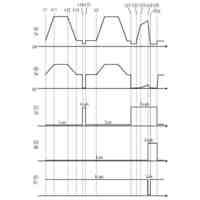
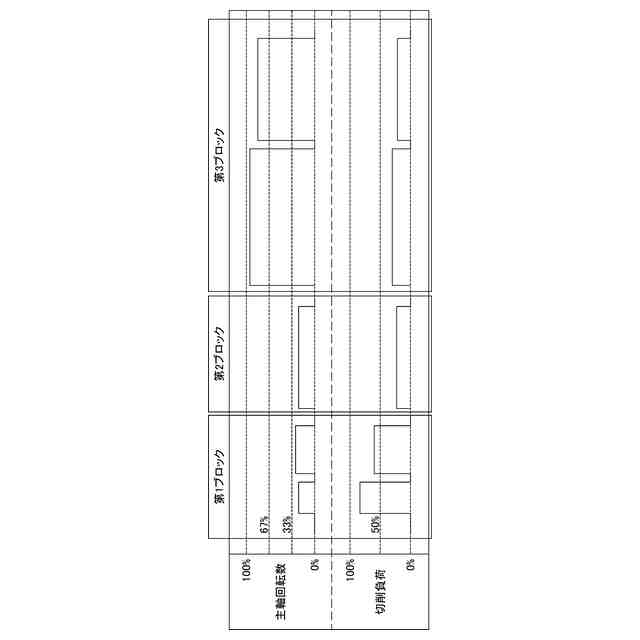
前記演算部は、前記運転プログラム内の前記回転数指令および前記切削送り指令から、前記運転プログラムを区分けして、
前記制御部は、前記運転プログラムにしたがって前記主軸装置を動作させるとともに、前記区分けの結果と、前記記憶部に記録されている前記運転条件に対して必要となる潤滑油量およびエア流量とを照らし合わせて、潤滑装置による潤滑油量およびエア流量を調節することを特徴とする工作機械。
続きを表示(約 510 文字)
【請求項2】
前記運転プログラムの前記区分けは、前記演算部が、前記運転プログラムによる前記主軸回転数および前記切削負荷のシミュレーションを行い、前記シミュレーションの結果に基づいて行われることを特徴とする請求項1に記載の工作機械。
【請求項3】
前記記憶部には、切削加工される加工物に合わせて、前記運転プログラムが複数保存され、
前記制御部は、複数の前記運転プログラムの内、選択された前記運転プログラムにしたがって、前記主軸装置を動作させることを特徴とする請求項1又は2に記載の工作機械。
【請求項4】
前記制御部は、前記運転プログラムにしたがって前記主軸装置を動作させて、主軸回転数を変更させる際、予め決められた時間遡って前記潤滑装置による潤滑油量および/またはエア流量を変更することを特徴とする請求項1又は2に記載の工作機械。
【請求項5】
前記制御部は、前記主軸装置が予め決められた閾値以上停止されている場合、段階的に前記主軸回転数を上昇させた後に、前記運転プログラムにしたがった動作を前記主軸装置に行わせることを特徴とする請求項1又は2に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
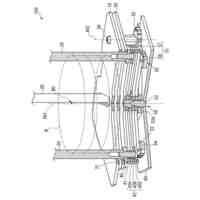
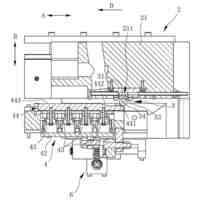
本発明は、工作機械の回転工具主軸装置(以下、単に主軸装置という)と、主軸装置の主軸の軸受部へ潤滑油およびエアを供給する潤滑装置と、主軸装置および潤滑装置を制御する運転制御部とを有する工作機械に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
工作機械の主軸装置の主軸の軸受部に対する潤滑方式として、グリース潤滑、オイルミスト潤滑、オイルエア潤滑などがある。いずれの方式も、潤滑油により薄い潤滑油膜を軸受部に形成し、軸受部を構成する部品間の摩擦の低減や、部品同士を直接接触させないことによる摩耗低減等を行うことで、主軸装置の円滑な運動を得ることを目的としている。グリース潤滑は潤滑油の補給不要などメンテナンスフリーであるが、高速化、長寿命化には適さない。それに対して、オイルミスト潤滑およびオイルエア潤滑は、ミストまたは油滴状とした潤滑油を、クリーンエアを動力として利用し軸受部に供給する方式で、潤滑油およびエアの供給が必要となるため、定期的なメンテナンス、例えば、給油、フィルタエレメント交換等が必要であるが、グリース潤滑と比較して、高速化および長寿命化が可能となる。
【0003】
従来、主軸回転速度に応じて潤滑油量を変更することを特徴としたオイルエア潤滑方式を採用した潤滑装置を有した工作機械がある。特許文献1には、主軸装置の主軸が回転中に、軸受部へ供給する潤滑油量を回転数に応じて変更することで、低速運転から高速運転まで安定した潤滑性能を発揮することを目的とした工作機械が記載されている。特許文献2には、単位時間ごとに主軸の回転数に応じた係数を加算し、積算値が規定値を超えた際に潤滑油の供給および積算値のリセットを行う構成であって、低速領域では係数を小さく、高速領域では係数を大きく設定することで、回転速度とその運転時間に応じ供給間隔を変化することを特徴とする工作機械が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-76783号公報
特開平6-33942号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、主軸装置の稼働パターンはユーザーの業種や使い方により様々である。例えば、製造ラインを構成する機械は常に決まった工程を繰り返すことが想定され、荒加工から仕上げ加工まで一貫して行う機械では、低速から高速回転を含む広い運転条件で使用されることが考えられる。また、航空機や半導体関連作業など、アルミ合金のバルク材から削り出す等の取り代の多い加工をするユーザーにおいては、比較的高速領域で長時間の運転を行うことが想定される。また、ワーク1個当たりの工具交換回数が多いケースでは、主軸は停止と回転状態が間欠的に繰り返される。
【0006】
潤滑油が供給されることで、軸受部に形成される潤滑油膜厚さは、潤滑油の粘度、回転速度、軸受の受ける荷重(負荷)により変化する。しかし、上記従来の工作機械は、どちらも、主軸の回転速度の変化を考慮して、潤滑油の供給量を変化させているが、切削力など外部からの負荷を想定していない。例えば、低速回転で高負荷切削が長く続くような状況においては、潤滑油膜厚さが減少し、軸受部の転走部の損傷につながる可能性がある。
【0007】
また、機械メーカーの想定していない使用方法や使用条件により主軸が損傷し、マシンダウンとなる懸念がある。例えば、長期間停止後に機械を稼働する際には、主軸軸受への潤滑油供給状態を安定化させるため、慣らし運転を行うように注意を促している。しかし、強制ではなく注意喚起に留まっている場合、必ず実施されるとは限らないという問題があった。
【0008】
そこで、本発明の目的は、主軸装置の主軸の回転速度だけでなく、切削加工時における軸受部への負荷を考慮して、軸受部への潤滑油量およびエア流量を調節可能な工作機械を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1に記載の発明は、主軸に取り付けられた工具を回転させて切削加工を行う主軸装置と、主軸の軸受部に対して、潤滑油およびエアを供給する潤滑装置と、主軸装置および潤滑装置の運転を制御する運転制御部とを有し、運転制御部は、主軸装置および潤滑装置を動作させる制御部と、各種演算を行う演算部と、少なくとも主軸の回転数指令および切削送り指令を含む主軸装置の運転プログラムが保存されている記憶部とを備え、記憶部には、運転プログラムに加えて、主軸の主軸回転数と、切削加工時における軸受部への切削負荷との夫々の値に応じた運転条件と、運転条件に対して必要となる潤滑装置による潤滑油量およびエア流量とが予め記録されており、演算部は、運転プログラム内の回転数指令および切削送り指令から、運転プログラムを区分けして、制御部は、運転プログラムにしたがって主軸装置を動作させるとともに、区分けの結果と、記憶部に記録されている運転条件に対して必要となる潤滑油量およびエア流量とを照らし合わせて、潤滑装置による潤滑油量およびエア流量を調節することを特徴とする。
【0010】
また、請求項2に記載の発明は、請求項1に記載の発明において、運転プログラムの区分けは、演算部が、運転プログラムによる主軸回転数および切削負荷のシミュレーションを行い、シミュレーションの結果に基づいて行われることを特徴とする。
また、請求項3に記載の発明は、請求項1又は2に記載の発明において、記憶部には、切削加工される加工物に合わせて、運転プログラムが複数保存され、制御部は、複数の運転プログラムの内、選択された運転プログラムにしたがって、主軸装置を動作させることを特徴とする。
また、請求項4に記載の発明は、請求項1又は2に記載の発明において、制御部は、運転プログラムにしたがって主軸装置を動作させて、主軸回転数を変更させる際、予め決められた時間遡って潤滑装置による潤滑油量および/またはエア流量を変更することを特徴とする。
また、請求項5に記載の発明は、請求項1又は2に記載の発明において、制御部は、主軸装置が予め決められた閾値以上停止されている場合、段階的に主軸回転数を上昇させた後に、運転プログラムにしたがった動作を主軸装置に行わせることを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
円筒研削盤
1か月前
オークマ株式会社
工作機械用カバー装置
1か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
7日前
株式会社ダイヘン
溶接電源装置
9日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
24日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
大見工業株式会社
ドリル
2日前
株式会社トヨコー
被膜除去方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
株式会社ダイヘン
溶接装置
25日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
25日前
住友重機械工業株式会社
加工装置
29日前
有限会社 ナプラ
ソルダペースト
29日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社向洋技研
プロジェクション溶接部材
29日前
ブラザー工業株式会社
工作機械
24日前
DMG森精機株式会社
工作機械
1か月前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社ジャノメ
インサート挿入装置
1か月前
村田機械株式会社
ワーク位置決め治具
8日前
春日機械工業股ふん有限公司
挟持装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ