TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177202
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083808
出願日
2024-05-23
発明の名称
X線測定システム
出願人
株式会社不二越
代理人
個人
,
個人
主分類
G01N
23/205 20180101AFI20251128BHJP(測定;試験)
要約
【課題】被測定物の表面の状態を反映しつつ低コストで測定できるX線測定システムを提供する。
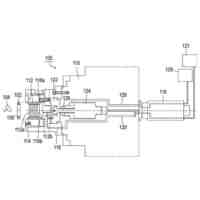
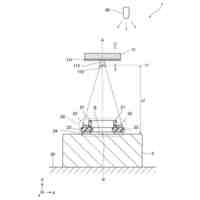
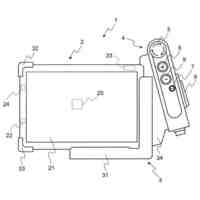
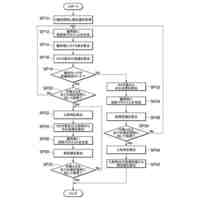
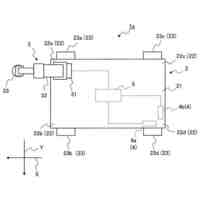
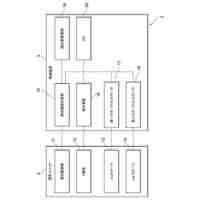
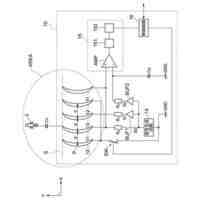
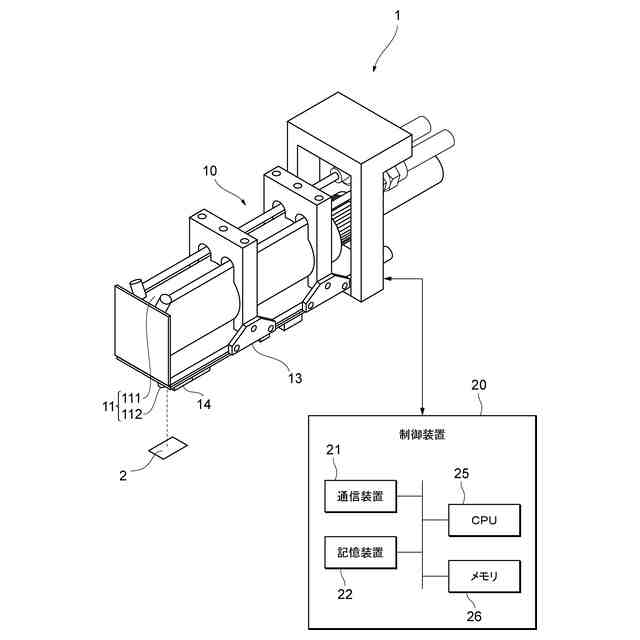
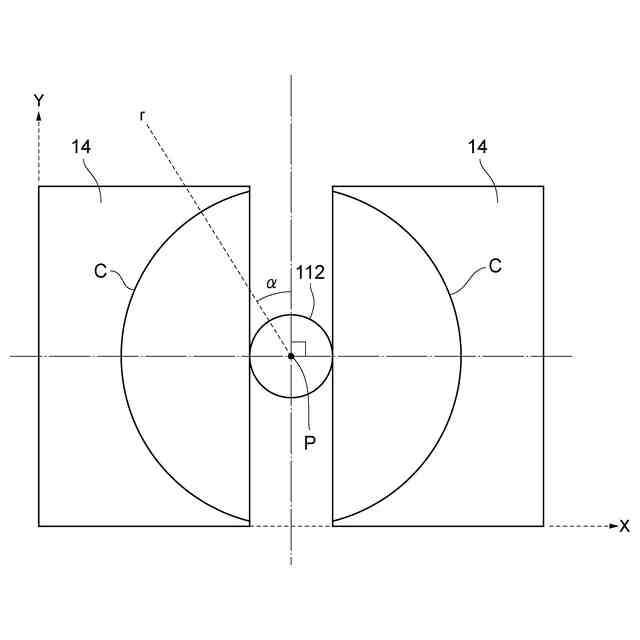
【解決手段】X線測定システム(1)は、被測定物(2)の表面における複数の測定箇所に対してX線を照射する照射部(11)と、被測定物を回折したX線を検出する検出部(14)と、測定箇所毎に検出部による検出結果及び測定箇所に予め定められている仮中心位置から仮回折プロフィルを生成し、仮回折プロフィルからカメラ長を算出する第1算出部(211)と、表面におけるカメラ長の変化率から表面の傾きを算出し傾き及びカメラ長から測定箇所におけるX線の入射角を算出する第2算出部(212)と、検出結果及び入射角から測定箇所の測定値を算出する第3算出部(213)と、を備える。
【選択図】図7
特許請求の範囲
【請求項1】
被測定物の表面における複数の測定箇所に対してX線を照射する照射部と、
前記被測定物を回折したX線を検出する検出部と、
前記測定箇所毎に、前記検出部による検出結果及び前記測定箇所に予め定められている仮中心位置から仮回折プロフィルを生成し、前記仮回折プロフィルからカメラ長を算出する第1算出部と、
前記表面における前記カメラ長の変化率から前記表面の傾きを算出し、前記傾きから前記測定箇所におけるX線の入射角を算出する第2算出部と、
前記検出結果及び前記入射角から前記測定箇所の測定値を算出する第3算出部と、
を備えるX線測定システム。
続きを表示(約 540 文字)
【請求項2】
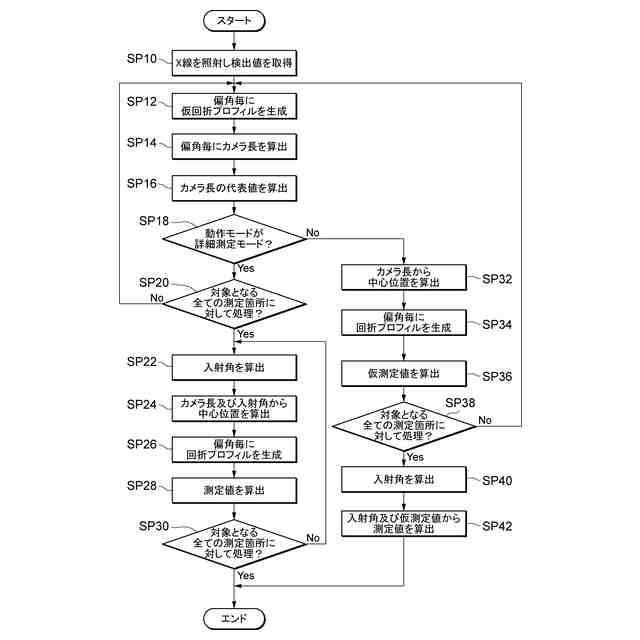
前記第3算出部は、前記カメラ長及び前記入射角から前記測定箇所の中心位置を算出し、前記中心位置及び前記検出結果から回折プロフィルを生成し、前記回折プロフィルから前記測定値を算出する請求項1に記載のX線測定システム。
【請求項3】
前記第3算出部は、前記カメラ長から前記測定箇所の中心位置を算出し、前記中心位置及び前記検出結果から回折プロフィルを生成し、前記回折プロフィルから仮測定値を算出し、前記仮測定値を前記入射角で補正することによって前記測定値を算出する請求項1に記載のX線測定システム。
【請求項4】
前記第3算出部は、動作モードが第1モードである場合に、前記カメラ長及び前記入射角から前記測定箇所の中心位置を算出し、前記中心位置から前記測定値を算出し、前記動作モードが前記第1モードと異なる第2モードである場合に、前記カメラ長から前記中心位置を算出し、前記中心位置から仮測定値を算出し、前記仮測定値を前記入射角で補正することによって前記測定値を算出する請求項1に記載のX線測定システム。
【請求項5】
前記測定値は、前記被測定物の応力値である請求項1~4のいずれか一項に記載のX線測定システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、X線測定システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、X線の回折現象を利用して被測定物の残留応力や半価幅、残留オーステナイト量等を測定するX線測定システムが知られている。
【0003】
これに関し、特許文献1には、被測定物の3次元形状データを作成し、3次元形状データとX線射出器を有する筐体の位置及び姿勢とを用いて、X線の照射点と照射点及び撮像面の距離とX線の入射方向とを計算するX線回折測定システムが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第6600930号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、被測定物の3次元形状データの測定のために時間がかかり、さらに3次元形状データの測定器が筐体に搭載される分筐体のサイズの増大を招いていた。したがって、特許文献1に記載の技術では、被測定物に対してX線測定を行う際にかかるコストの増大を招いていた。
【0006】
本発明はこのような問題に鑑みてなされたものであり、その目的は、被測定物の表面の状態を反映しつつ低コストで測定できるX線測定システムを提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のX線測定システムは、被測定物の表面における複数の測定箇所に対してX線を照射する照射部と、前記被測定物を回折したX線を検出する検出部と、前記測定箇所毎に、前記検出部による検出結果及び前記測定箇所に予め定められている仮中心位置から仮回折プロフィルを生成し、前記仮回折プロフィルからカメラ長を算出する第1算出部と、前記表面における前記カメラ長の変化率から前記表面の傾きを算出し、前記傾きから前記測定箇所におけるX線の入射角を算出する第2算出部と、前記検出結果及び前記入射角から前記測定箇所の測定値を算出する第3算出部と、を備える。
【0008】
また、前記第3算出部は、前記カメラ長及び前記入射角から前記測定箇所の中心位置を算出し、前記中心位置及び前記検出結果から回折プロフィルを生成し、前記回折プロフィルから前記測定値を算出する。
【0009】
また、前記第3算出部は、前記カメラ長から前記測定箇所の中心位置を算出し、前記中心位置及び前記検出結果から回折プロフィルを生成し、前記回折プロフィルから仮測定値を算出し、前記仮測定値を前記入射角で補正することによって前記測定値を算出する。
【0010】
また、前記第3算出部は、動作モードが第1モードである場合に、前記カメラ長及び前記入射角から前記測定箇所の中心位置を算出し、前記中心位置から前記測定値を算出し、前記動作モードが前記第1モードと異なる第2モードである場合に、前記カメラ長から前記中心位置を算出し、前記中心位置から仮測定値を算出し、前記仮測定値を前記入射角で補正することによって前記測定値を算出する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
2か月前
株式会社不二越
硬質材料
2か月前
株式会社不二越
ブローチ盤
2か月前
株式会社不二越
流路切換弁
8日前
株式会社不二越
エンドミル
29日前
株式会社不二越
歯車加工装置
24日前
株式会社不二越
X線測定装置
29日前
株式会社不二越
歯車加工装置
24日前
株式会社不二越
歯車加工装置
24日前
株式会社不二越
熱処理システム
2か月前
株式会社不二越
アクチュエータ
2か月前
株式会社不二越
電動油圧ポンプ
1日前
株式会社不二越
空冷式油圧装置
1日前
株式会社不二越
電動油圧ポンプ
1日前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
ロボット操作装置
3か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
エッジ仕上げ装置
2か月前
株式会社不二越
ノンリーク三方弁
2か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
X線測定システム
1日前
株式会社不二越
回転駆動システム
10日前
株式会社不二越
噛み込み検知装置
1か月前
株式会社不二越
垂直多関節ロボット
2か月前
株式会社不二越
複合アクチュエータ
2か月前
株式会社不二越
垂直多関節ロボット
16日前
株式会社不二越
斜板式ピストンポンプ
1か月前
株式会社不二越
移動ロボットシステム
2か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
可変容量制御ピストンポンプ
2か月前
株式会社不二越
X線回折測定装置及びプログラム
2か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
10日前
株式会社不二越
センサ及びセンサを備えるロボット
3か月前
株式会社不二越
超硬合金およびこれを用いた切削工具
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ