TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025127162
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023721
出願日
2024-02-20
発明の名称
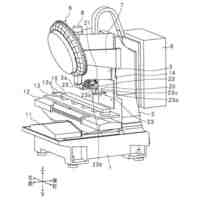
スカイビング加工機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/16 20060101AFI20250825BHJP(工作機械;他に分類されない金属加工)
要約
【課題】スカイビング加工機のホルダの先端に保持される歯車型のカッタを効率的に冷却することができ、温度上昇時の熱膨張に起因する寸法精度の低下を防ぐことが可能なスカイビング加工機を提供することを目的としている。
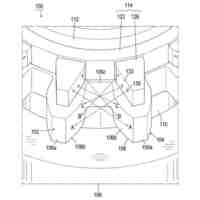
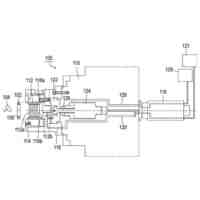
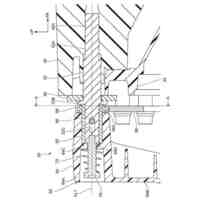
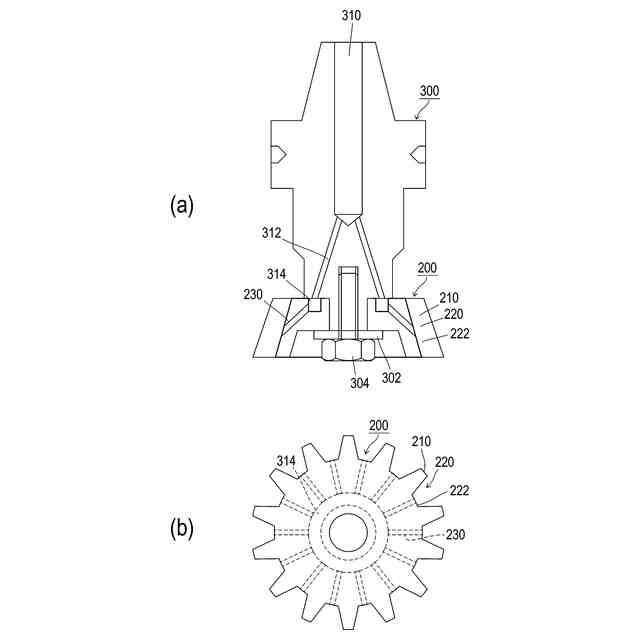
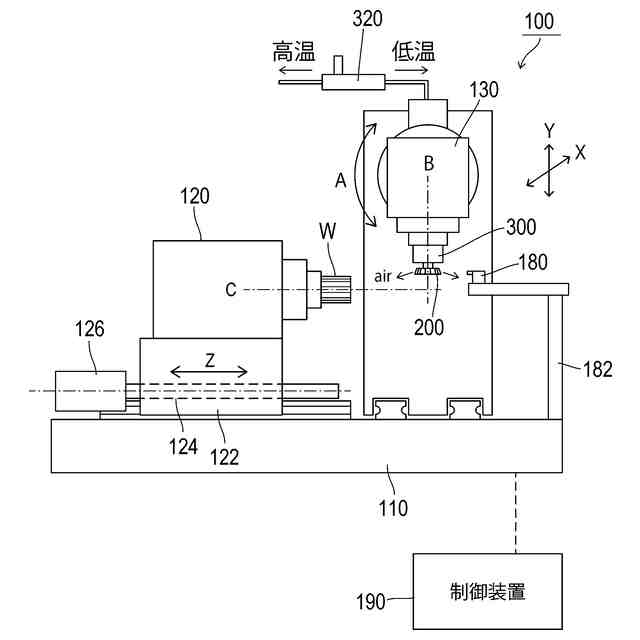
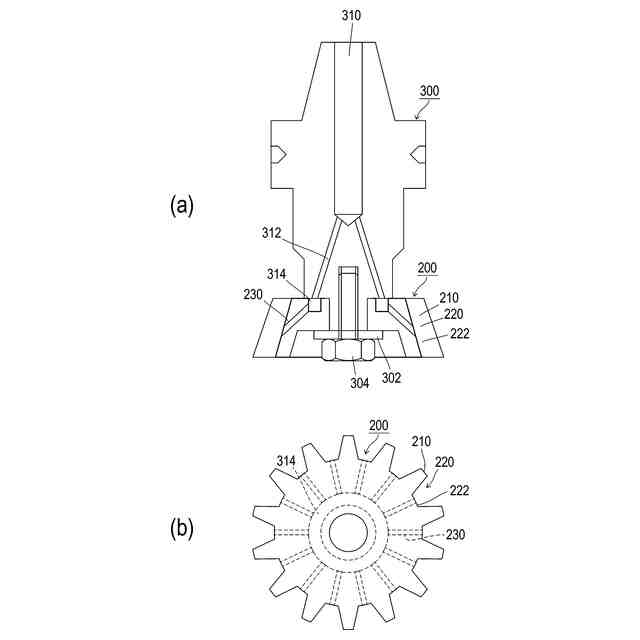
【解決手段】本発明にかかるスカイビング加工機の構成は、ホルダの先端に歯車型のカッタ200が保持されるスカイビング加工機(加工機100)において、ホルダ300は、流体が流れる中央流路310を有し、カッタ200は、複数の刃210と、複数の刃溝220と、複数の刃溝220の刃底222に形成され中央流路310と連通した複数の吐出孔230と、を有することを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
ホルダの先端に歯車型のカッタが保持されるスカイビング加工機において、
前記ホルダは、流体が流れる中央流路を有し、
前記カッタは、
複数の刃と、
複数の刃溝と、
前記複数の刃溝の刃底に形成され前記中央流路と連通した複数の吐出孔と、
を有することを特徴とするスカイビング加工機。
続きを表示(約 420 文字)
【請求項2】
前記カッタは、前記複数の刃の配列に沿うように該カッタ内に環状に形成された環状流路を有し、
前記環状流路は前記中央流路および前記複数の吐出孔に連通することを特徴とする請求項1に記載のスカイビング加工機。
【請求項3】
前記吐出孔は、すべての前記刃底に形成されていることを特徴とする請求項1または請求項2に記載のスカイビング加工機。
【請求項4】
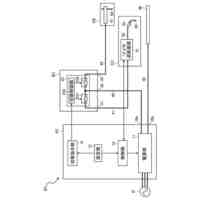
低温空気を生成する冷気発生装置を備え、
前記流体は、前記冷気発生装置から供給される低温空気であることを特徴とする請求項1に記載のスカイビング加工機。
【請求項5】
前記カッタの表面温度を検出する温度検出センサを備え、
前記温度センサが検出した前記カッタの表面温度が所定の温度以上であった場合に、前記冷気発生装置から前記低温空気を吐出して前記カッタを冷却することを特徴とする請求項4に記載のスカイビング加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホルダの先端に歯車型のカッタが保持されるスカイビング加工機に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
歯車を創成する加工法として、スカイビング加工が知られている。スカイビング加工は、加工対象物であるワークの回転に切削工具であるスカイビングカッタの回転を同期させつつ、ワークの回転軸(ワーク軸)に対してスカイビングカッタの回転軸(カッタ軸)を傾けた状態で行われる。これにより、ワークの回転方向とスカイビングカッタの回転方向とに差異が生じ、ワークにスカイビングカッタを干渉させた際に“すべり”が生じる。このすべりを利用してワークから干渉部分をそぎ落とし、ワークに歯溝などを加工する。
【0003】
スカイビング加工は、通常の切削加工と同様に、潤滑や冷却のためにクーラント(冷却液)やブロア(空気)などの流体を供給しながら行われる。これらの中でも、ブロア(空気)を供給しながら行われる加工はドライ加工と称されている。例えば特許文献1には、「工作機械の主軸の工具装着部に装着されて加工を行う工具から前記主軸への伝熱を防止する工作機械の主軸工具装着部のエア冷却方法」が開示されている。
【0004】
特許文献1のエア冷却方法は、「前記主軸工具装着部の清掃を行う清掃エアを、前記工作機械の加工運転中に前記主軸の内部を通して吐出し、前記主軸工具装着部を冷却して当該工具装着部の発熱を抑制すること」を特徴としている。また特許文献1では、「前記清掃エアの吐出は、NC(数値制御装置)加工プログラムで、予め前記工具の連続切削時間を算出し、この時間を超えると、前記工具が通常の取り外し方法では前記主軸の工具装着部から外せなくなる時間と判断された場合に行われる」としている。
【先行技術文献】
【特許文献】
【0005】
特開2000-24875号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、主軸工具装着部を冷却して、主軸工具装着部から工具を通常の取り外し方で取り外しできるようにすることに特化している。しかしながら、ドライ加工において温度が上昇するのは工具も同様であり、工具温度が上昇すると工具が熱膨張するため寸法精度にバラつきが生じてしまう。このような課題は、特許文献1の技術では解決できず、特許文献1の技術には更なる改善の余地があった。
【0007】
本発明は、このような課題に鑑み、スカイビング加工機のホルダの先端に保持される歯車型のカッタを効率的に冷却することができ、温度上昇時の熱膨張に起因する寸法精度の低下を防ぐことが可能なスカイビング加工機を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために本発明にかかるスカイビング加工機の代表的な構成は、ホルダの先端に歯車型のカッタが保持されるスカイビング加工機において、ホルダは、流体が流れる中央流路を有し、カッタは、複数の刃と、複数の刃溝と、複数の刃溝の刃底に形成され中央流路と連通した複数の吐出孔と、を有することを特徴とする。
【0009】
上記カッタは、複数の刃の配列に沿うようにカッタ内に環状に形成された環状流路を有し、環状流路は中央流路および複数の吐出孔に連通するとよい。
【0010】
上記吐出孔は、すべての刃底に形成されているとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
玉軸受
1日前
株式会社不二越
切断装置および搬送システム
1日前
個人
フライス盤
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
キヤノン電子株式会社
加工装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
1か月前
日東精工株式会社
ねじ整列トレー
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社アンド
半田付け方法
3か月前
個人
型枠製造装置のフレーム
2か月前
株式会社富田製作所
支持構造
1か月前
中国電力株式会社
養生シート
1か月前
株式会社向洋技研
スタッドの製造方法
1か月前
株式会社ツガミ
工作機械
3か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
有限会社TNE
電気抵抗溶接方法
1か月前
株式会社不二越
ブローチ盤
2か月前
株式会社ダイヘン
溶接装置
16日前
川田工業株式会社
自動半円切欠装置
14日前
株式会社不二越
歯車加工装置
1か月前
株式会社不二越
歯車加工装置
1か月前
株式会社不二越
歯車加工装置
1か月前
関東冶金工業株式会社
ろう付け方法
2か月前
オークマ株式会社
主軸旋回装置
1か月前
宮川工業株式会社
切削加工装置
1か月前
ブラザー工業株式会社
工作機械
3か月前
キヤノン電子株式会社
固定装置及び加工装置
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
加工システム
2日前
アイセル株式会社
位置決め装置
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ