TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025171066
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076048
出願日
2024-05-08
発明の名称
接合方法、構造物
出願人
Astemo株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20251113BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合部を大きくすることなく接合強度を大きくすることができる接合方法等を提供すること。
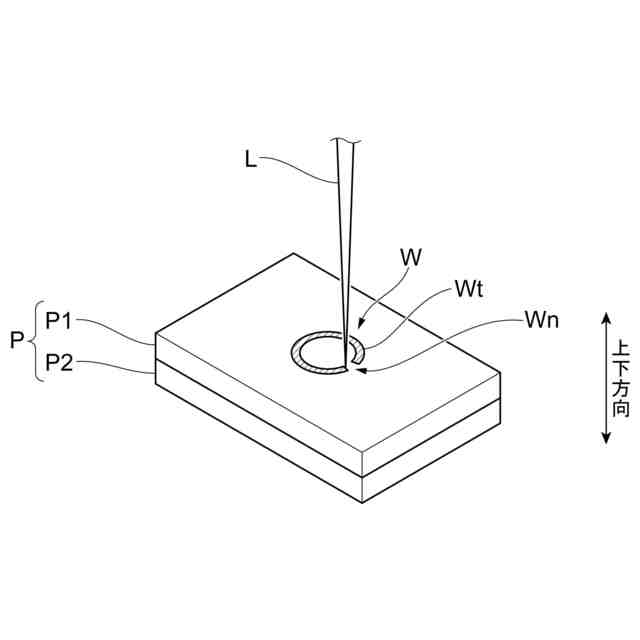
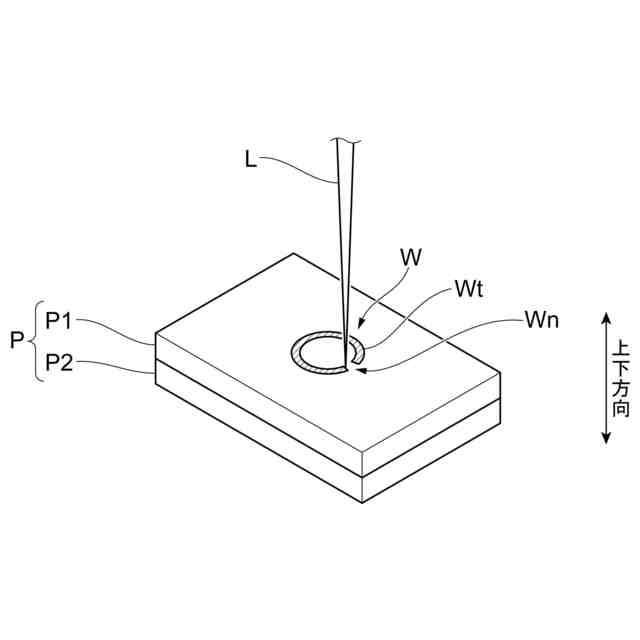
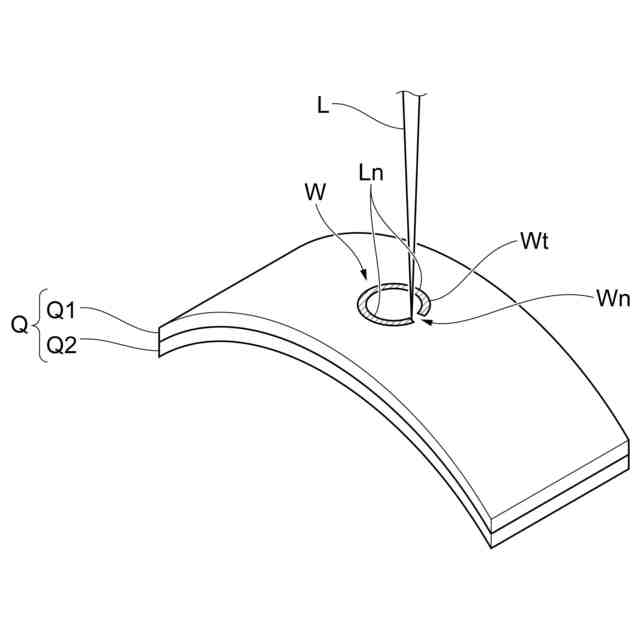
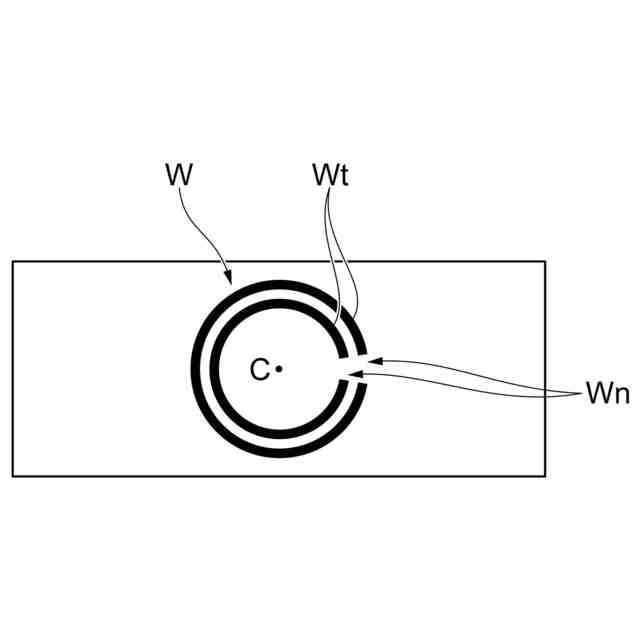
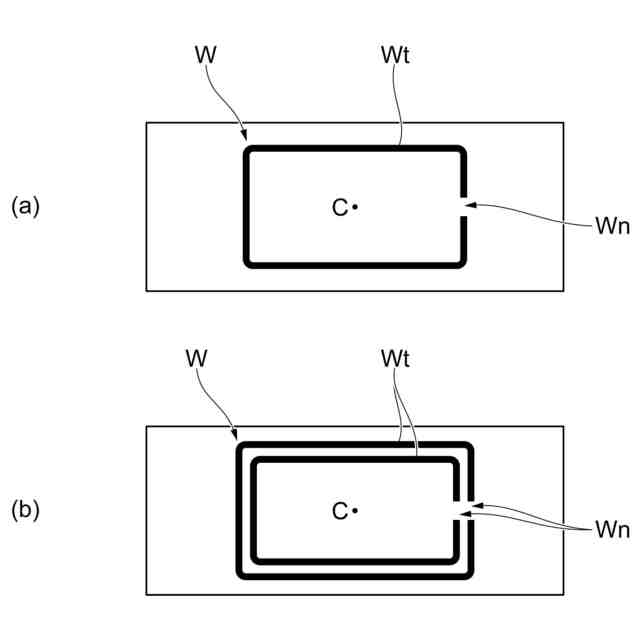
【解決手段】第1部材P1と第2部材P2との重ね合わせ部位にレーザ光Lを照射して第1部材P1と第2部材P2とを接合する接合方法であって、接合部を環状とするとともに、環状の一箇所に、第1部材P1及び第2部材P2を溶融させない溶接非実行部Wnを形成する、接合方法。
【選択図】図2
特許請求の範囲
【請求項1】
第1部材と第2部材との重ね合わせ部位にレーザ光を照射して第1部材と第2部材とを接合する接合方法であって、
接合部を環状とするとともに、前記環状の一箇所に、前記第1部材及び前記第2部材を溶融させない非溶接部を形成する、
接合方法。
続きを表示(約 670 文字)
【請求項2】
前記接合部は円環状である、
請求項1に記載の接合方法。
【請求項3】
前記接合部は、複数の円環が同心的に並べられた形状である、
請求項2に記載の接合方法。
【請求項4】
前記複数の円環それぞれに前記非溶接部が形成され、複数の前記非溶接部は同じ向きに形成されている、
請求項3に記載の接合方法。
【請求項5】
前記接合部は多角形状である、
請求項1に記載の接合方法。
【請求項6】
前記接合部は、複数の多角形が同心的に並べられた形状である、
請求項5に記載の接合方法。
【請求項7】
前記複数の多角形それぞれに前記非溶接部が形成され、複数の前記非溶接部は同じ向きに形成されている、
請求項6に記載の接合方法。
【請求項8】
前記第1部材に対して力が作用する作用位置が、前記非溶接部よりも、前記第1部材及び前記第2部材を溶融させる溶接部に近くなるように、前記非溶接部を形成する、
請求項1に記載の接合方法。
【請求項9】
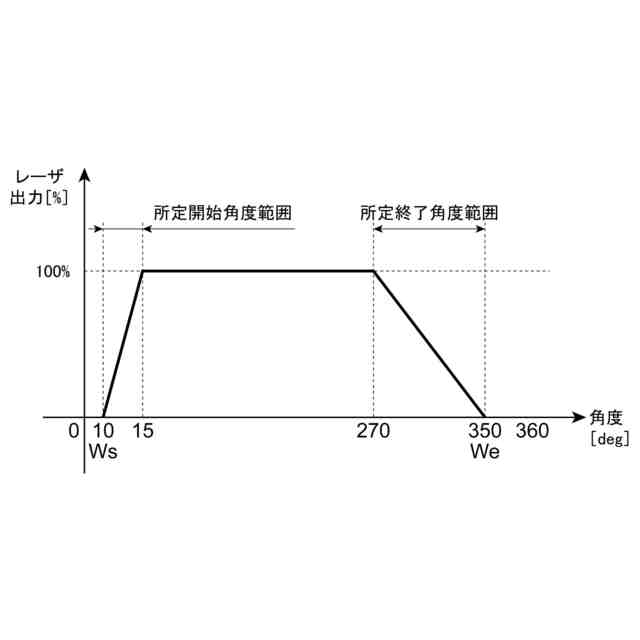
前記レーザ光の出力を、前記レーザ光の照射開始点から予め定められた開始範囲において0%から100%まで徐々に大きくする、
請求項1に記載の接合方法。
【請求項10】
前記開始範囲は、前記レーザ光を照射する範囲の1%から3%の範囲である、
請求項9に記載の接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合方法及び構造物に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えば、特許文献1に記載のレーザ接合方法は、レーザ照射部から発射されるレーザ光の光軸が、2枚の接合素材の重ね合せ部上を移動するように照射し、連続ではなく途切れ途切れの接合部(間欠溶接ビード)を形成する。
【先行技術文献】
【特許文献】
【0003】
特開2014-4619号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に、接合強度を大きくするためには接合部の面積を大きくする必要がある。そのため、特許文献1に記載のレーザ接合方法のように、連続ではなく途切れ途切れの接合部を形成する場合には、最外周の形状が大きくなり、接合部の全体が大きくなってしまう。また、特許文献1に記載のレーザ接合方法においては、接合部の面積を大きくする必要があるため、複数周の接合部を形成しなければならず接合に時間がかかってしまう。
本発明は、接合部を大きくすることなく接合強度を大きくすることができる接合方法等を提供することを目的とする。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、第1部材と第2部材との重ね合わせ部位にレーザ光を照射して第1部材と第2部材とを接合する接合方法であって、接合部を環状とするとともに、前記環状の一箇所に、前記第1部材及び前記第2部材を溶融させない非溶接部を形成する、接合方法である。
【発明の効果】
【0006】
本発明によれば、接合部を大きくすることなく接合強度を大きくすることができる接合方法等を提供することができる。
【図面の簡単な説明】
【0007】
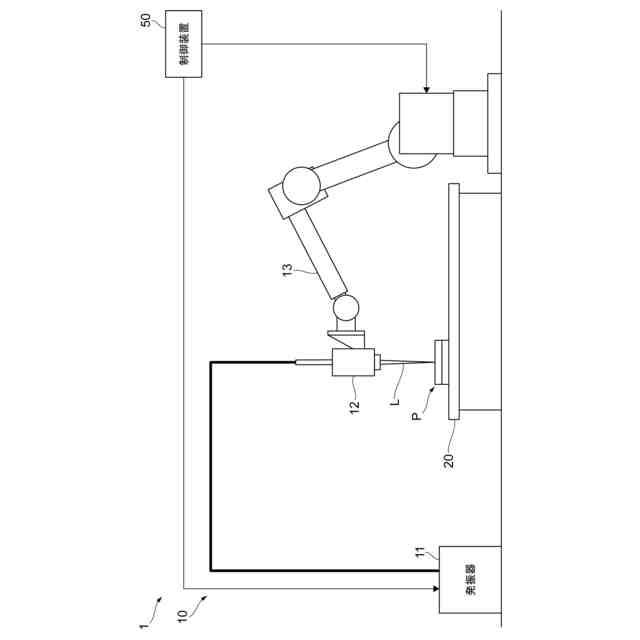
実施形態に係る接合システムの概略構成の一例を示す図である。
実施形態に係る接合方法を用いて溶接している様子の一例を示す図である。
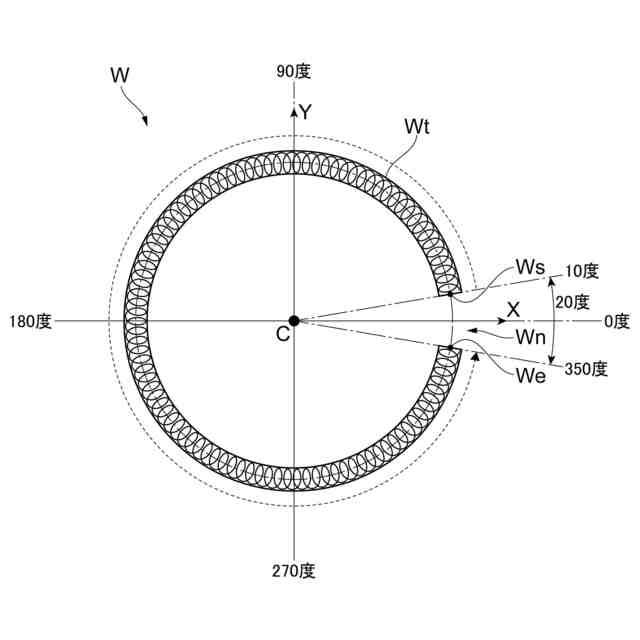
接合部の形状の一例を示す図である。
接合方法の第2実施形態を説明するための図である。
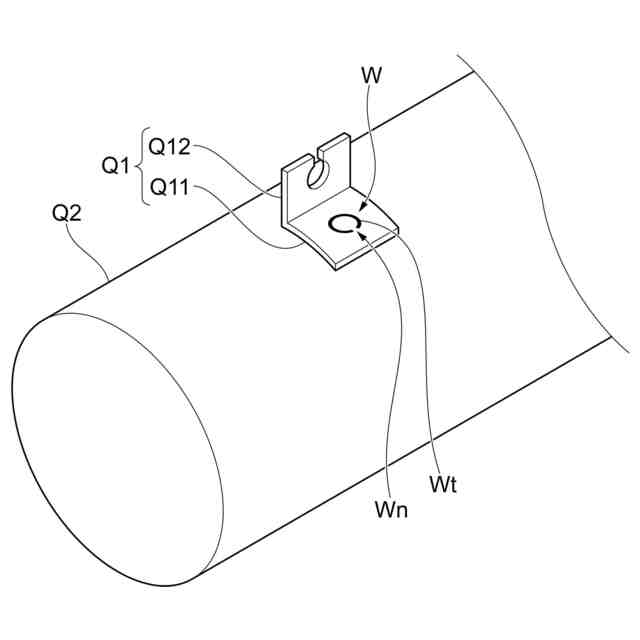
第2実施形態に係るワークの概略構成の一例を示す図である。
曲率がある2つの薄板部材が重ね合わされて構成されるワークの具体例を示す図である。
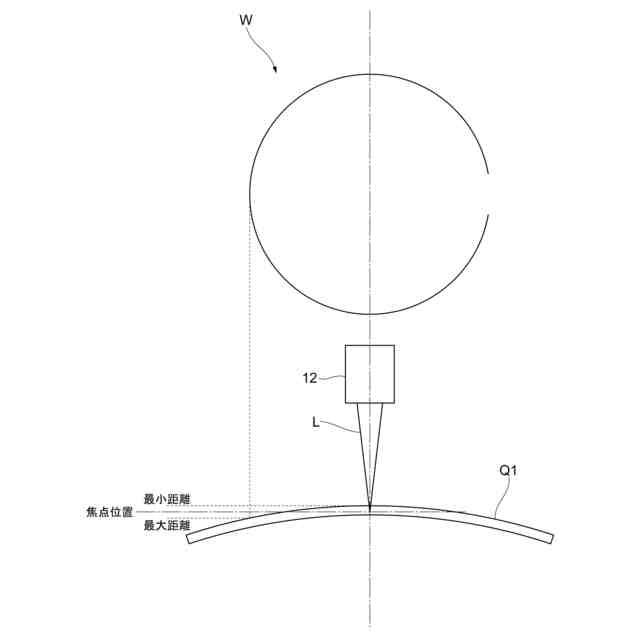
焦点位置の変形例の一例を示す図である。
接合部の変形例の一例を示す図である。
接合部の変形例の一例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施形態について詳細に説明する。
(第1実施形態)
図1は、実施形態に係る接合システム1の概略構成の一例を示す図である。
接合システム1は、レーザ照射装置10と、接合対象のワークPを載せるテーブル20と、レーザ照射装置10の作動を制御する制御装置50とを備える。
【0009】
レーザ照射装置10は、レーザ光Lを発振する発振器11と、レーザ光Lを照射するレーザヘッド12と、レーザヘッド12を保持してレーザヘッド12を移動させるマニピュレータ13とを備える。
レーザ照射装置10のレーザ源は特に限定されない。レーザ源は、YAGレーザ、CO
2
レーザ、ファイバレーザ、ディスクレーザ、半導体レーザであることを例示することができる。
【0010】
レーザヘッド12は、ガルバノ機能付き加工ヘッドであることを例示することができる。
レーザヘッド12を保持して移動させる手段は、マニピュレータ13に限定されない。レーザヘッド12を移動させることが可能な機構であればいかなる機構であっても良い。また、レーザヘッド12は、マニピュレータ13を介さずに、例えばテーブル20に固定されていても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
19日前
キヤノン電子株式会社
加工装置
16日前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
11日前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社富田製作所
支持構造
24日前
睦月電機株式会社
金属表面処理方法
16日前
個人
型枠製造装置のフレーム
1か月前
株式会社向洋技研
スタッドの製造方法
18日前
大見工業株式会社
ドリル
3か月前
株式会社ツガミ
工作機械
2か月前
津田駒工業株式会社
センタリングバイス
3か月前
住友重機械工業株式会社
加工装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
5か月前
トヨタ自動車株式会社
溶接ヘッド
5か月前
トヨタ自動車株式会社
溶接マスク
4か月前
株式会社ダイヘン
溶接装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































