TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025146383
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024047127
出願日
2024-03-22
発明の名称
応力検出装置
出願人
株式会社ダイヤ精機製作所
代理人
個人
主分類
B23Q
17/09 20060101AFI20250926BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高感度かつ高精度の応力検出が可能であるとともに、検出ノイズを低減して安定した検出値を得ることができ、大型化を抑制してシステムへの組み込みも可能な応力検出装置を実現する。
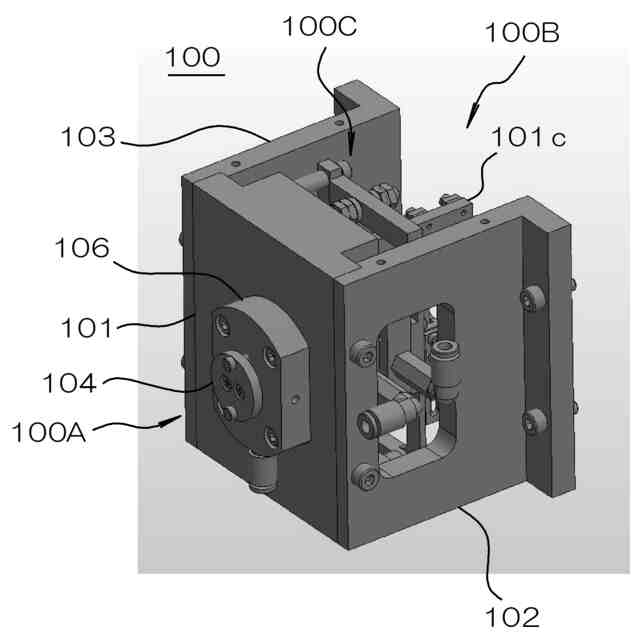
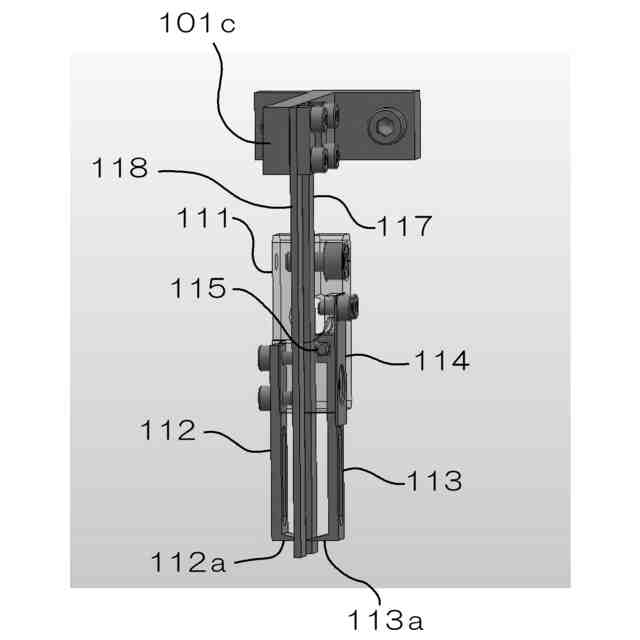
【解決手段】応力検出装置100は、外力受容体105を軸支する軸受部106と、外力受容体を軸受部を介して支持する支持フレーム100Aと、回動方向のトルクを検出するトルク検出構造100Bとを具備し、トルク検出構造は、軸線の一方側にある固定部から軸線の他方側まで延在し、その間の位置に変位部を備え、固定部と変位部の間の領域が回動方向に弾性変形可能に構成されるトルク検出用の弾性変形体117と、弾性変形量を検出するトルク検出用の変形検出器127と、外力受容体に対して回動方向に連結されるとともに変位部に対して回動方向に当接するトルク検出用の外力伝達部111,112とを有する。
【選択図】 図9
特許請求の範囲
【請求項1】
直接若しくは間接的に外力を受ける外力受容体と、
前記外力受容体をラジアル方向に軸支する軸受部と、
前記外力受容体を前記軸受部を介して支持する支持フレームと、
前記外力受容体の軸線の周りの回動方向のトルクを検出するトルク検出構造と、
を具備する応力検出装置であって、
前記トルク検出構造は、
前記外力受容体の軸線に対して一方側の位置にある固定部が前記支持フレームに取り付けられるとともに、前記固定部から前記軸線に対して他方側まで延在し、その他方側の位置に変位部を備え、前記固定部と前記変位部の間の領域が前記回動方向に弾性変形可能に構成されるトルク検出用の弾性変形体と、
前記トルク検出用の弾性変形体の前記領域の弾性変形量を検出するトルク検出用の変形検出器と、
前記外力受容体に対して前記回動方向に連結されるとともに前記変位部に対して前記回動方向に当接するトルク検出用の外力伝達部と、
を有する、
ことを特徴とする応力検出装置。
続きを表示(約 1,400 文字)
【請求項2】
前記トルク検出用の弾性変形体は、前記固定部と前記変位部が上下に配置され、前記固定部から垂直下方に延在するように取り付けられている、
請求項1に記載の応力検出装置。
【請求項3】
前記トルク検出用の弾性変形体の前記変位部が自由端である、
請求項1に記載の応力検出装置。
【請求項4】
前記トルク検出構造は、前記トルク検出用の外力伝達部の当接の向きとは逆向きに前記変位部を保持し、前記変位部が前記トルク検出用の外力伝達部から離間することを防止する保持力を与える保持部材をさらに有する、
請求項1-3のいずれか一項に記載の応力検出装置。
【請求項5】
前記トルク検出構造は、前記トルク検出用の弾性変形体と同じ素材で同じ形状寸法で同じ姿勢に設置されたトルク対比用の基準体と、前記トルク検出用の弾性変形体の前記領域に対応する前記トルク対比用の基準体の領域の弾性変形量を検出するトルク対比用の変形検出器とをさらに有する、
請求項1に記載の応力検出装置。
【請求項6】
前記トルク検出用の弾性変形体と前記トルク対比用の基準体が前記軸線に沿って配列される、
請求項5に記載の応力検出装置。
【請求項7】
前記軸受部は前記外力受容体をスラスト方向に軸支するスラスト方向の軸支部を有し、
前記外力受容体の前記軸線に沿った軸線方向のスラスト荷重を検出するスラスト荷重検出構造をさらに具備し、
前記スラスト荷重検出構造は、
前記外力受容体の軸線に対して一方側と他方側の両位置にある一対の固定部が前記支持フレームに取り付けられるとともに、前記一対の固定部の間にわたり延在し、その間の前記軸線の近傍位置に変位部を備え、前記一対の固定部と前記変位部の間の領域がそれぞれ前記軸線方向に弾性変形可能に構成されるスラスト荷重検出用の弾性変形体と、
前記スラスト荷重検出用の弾性変形体の前記領域の弾性変形量を検出するスラスト荷重検出用の変形検出器と、
前記外力受容体に対して前記スラスト方向の軸支部を介して前記軸線方向に対向するとともに前記変位部に対して前記軸線方向に当接するスラスト荷重検出用の外力伝達部と、
を有する、
請求項1に記載の応力検出装置。
【請求項8】
前記スラスト荷重検出構造は、
前記スラスト荷重検出用の弾性変形体と同じ素材で同じ形状寸法で同じ姿勢に設置されたスラスト荷重対比用の基準体と、
前記スラスト荷重検出用の弾性変形体の前記領域に対応する前記スラスト荷重対比用の基準体の領域の弾性変形量を検出するスラスト荷重対比用の変形検出器と、
をさらに有する、
請求項7に記載の応力検出装置。
【請求項9】
前記スラスト荷重検出用の弾性変形体と前記スラスト荷重対比用の基準体が前記軸線と直交する面に沿って配列される、
請求項8に記載の応力検出装置。
【請求項10】
前記スラスト荷重検出用の弾性変形体は、前記一対の固定部の間にわたり延在し、その間に前記変位部を備える二組の弾性変形部を、前記軸線に対して前記一対の固定部を結ぶ方向と直交する方向に沿った両側にそれぞれ備える、
請求項7-9のいずれか一項に記載の応力検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は応力検出装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、工作機械などにおいて、ドリルやバイトなどの工具で対象物を加工する場合に、工具が対象物から受ける過剰なトルクやスラスト荷重などの切削抵抗を検出し、工具に過剰な負荷がかからないように加工動作を制御するようにした加工装置が知られている(例えば、以下の特許文献1参照)。
【0003】
上記のような加工装置には、スピンドルの軸受部分にセンサを設けることで、工具の負荷を検出するように構成したものがある。例えば、スピンドルの軸受部分に剛性の高い素材よりなるラジアルセンサとスラストセンサを設けることにより、切削抵抗を検出するようにしたセンサ付きのスピンドルである(例えば、以下の特許文献2参照)。また、工具保持筒とホルダ軸の間の相対回転を検知することでトルクとスラスト荷重の両方の過負荷を検出することができる工具ホルダも提案されている(例えば、以下の特許文献3参照)。
【0004】
さらに、微小径ドリルを用いて加工を行うときに、ドリルの折損を防止するための切削動力計が報告されている(例えば、非特許文献1を参照)。この報告では、ひずみゲージと空気静圧軸受構造とを用いることにより、直径0.1mm以下という極めて細いドリルの折損を防止するために微弱な切削抵抗を計測することを可能としている。
【先行技術文献】
【特許文献】
【0005】
特開2001-341014号公報
実開平3-47748号明細書
特公平7-41520号公報
【非特許文献】
【0006】
「ひずみゲージと空気静圧軸受構造を用いた微小径ドリル加工用切削動力計の開発」新井亮一他4名、砥粒加工学会誌(Journal of the Japan Society for Abrasive Technology)VVol.56 No.6 2012 JUN. 408-413
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上記従来のスピンドルに設けたセンサによって切削抵抗を検出し、工具に過大な負荷が加わらないようにする場合、切削加工に必要な駆動力を工具に伝達するとともに切削加工により工具に加わるトルクやスラスト荷重を受け止められるだけの剛性を確保しつつ、トルクやスラスト荷重を検出しなければならないので、負荷そのものを正確に検出するだけの変位を生じさせることが原理上できないことから、上記従来の検出方法では、検出精度が不十分であるという問題がある。特に、数ミリ以下の直径を備える細いドリルなどの工具の破損を防止するための僅かな負荷を高精度に検出することは極めて困難であり、精度よく検出しようとすると、スピンドルの剛性や加工精度を犠牲にしなければならないという問題がある。
【0008】
また、上記従来の検出構造では、検出感度がスピンドルの構造や検出部の構造(それらの剛性)に大きく依存するため、トルクやスラスト荷重の絶対的な大きさを検出することができず、スピンドルや検出部が異なる構造である場合には異なる検出特性を示すこととなるため、スピンドルや工作機械毎に検出値と工具の負荷との関係を予め調べておくことを要するなど、過負荷に対する統一的な対処が難しいという問題もある。
【0009】
さらに、上記非特許文献1に記載された報告では、微弱な切削抵抗を検出することが可能であるものの、振動などのノイズによる検出値への影響が大きいため、検出値を安定して得ることが難しく、また、装置構造が大型であるために、実際の加工装置などの既存のシステムに組み込むことが難しいという問題がある。
【0010】
そこで、本発明は上記問題を解決するものであり、その課題は、外力を受けたときの応力を検出する応力検出装置において、高感度かつ高精度の応力検出が可能であるとともに、検出ノイズを低減して安定した検出値を得ることができ、大型化を抑制してシステムへの組み込みも可能な応力検出装置を実現することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
23日前
キヤノン電子株式会社
加工装置
20日前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ整列トレー
15日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
個人
切削油供給装置
3か月前
株式会社アンド
半田付け方法
6か月前
株式会社富田製作所
支持構造
28日前
個人
型枠製造装置のフレーム
1か月前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
20日前
株式会社ダイヘン
多層盛り溶接方法
7か月前
日進工具株式会社
エンドミル
7か月前
エフ・ピー・ツール株式会社
リーマ
7か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
6か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
2か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ

































