TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025161212
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024064209
出願日
2024-04-11
発明の名称
高能率アーク溶接方法
出願人
四国溶材株式会社
代理人
個人
主分類
B23K
35/368 20060101AFI20251017BHJP(工作機械;他に分類されない金属加工)
要約
【課題】厚板に対して単電極でも良好な片面溶接を行うことのできる高能率アーク溶接方法を提供する。
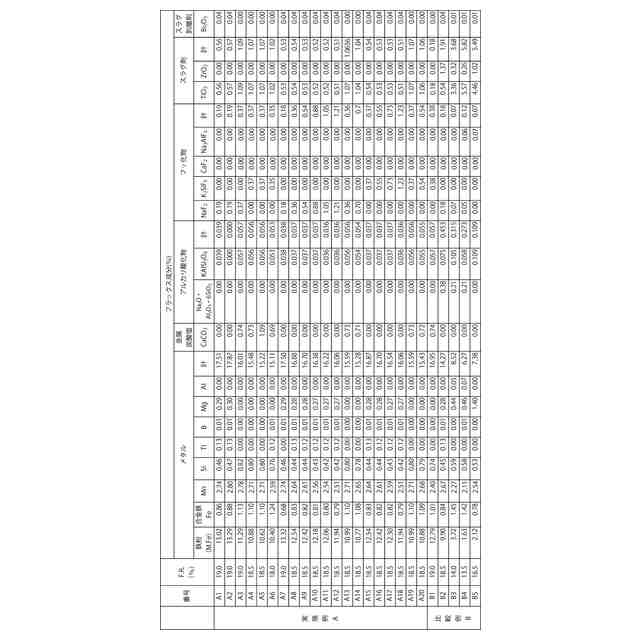
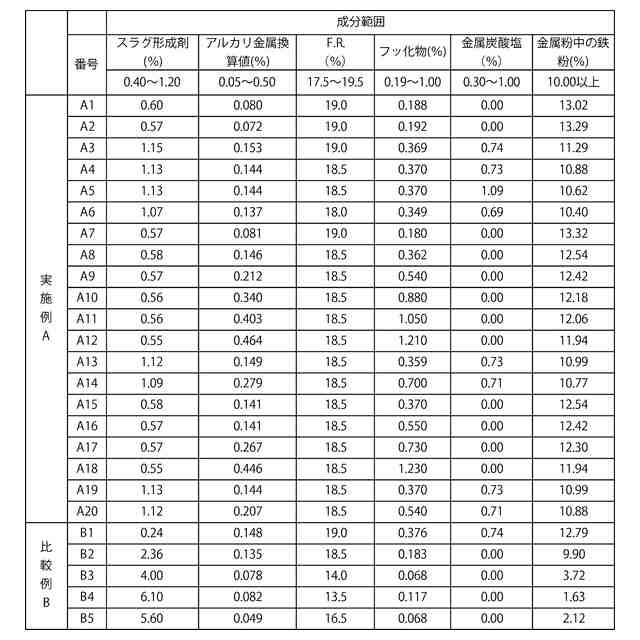
【解決手段】高能率アーク溶接方法は、鋼製外皮内にフラックスを充填したフラックス入りワイヤを使用し、シールドガスを用いながら溶接を行う高能率アーク溶接方法において、フラックス入りワイヤとして、フラックスが、ワイヤの全質量に対して、金属酸化物からなるスラグ形成剤を0.40~1.20%含み、アルカリ金属を含むフッ化物又は酸化物を、アルカリ金属換算値の合計で0.05~0.50質量%含むものを使用し、シールドガスとして、炭酸ガスとアルゴンガスの混合ガスであって、体積比で炭酸ガスが40~70%、アルゴンガスが60~30%含まれる混合ガスを使用し、溶接電流が400~580Aの範囲である。
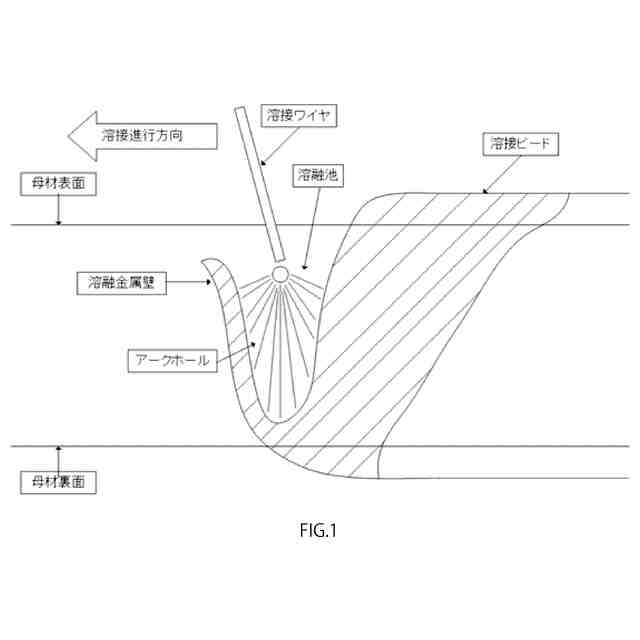
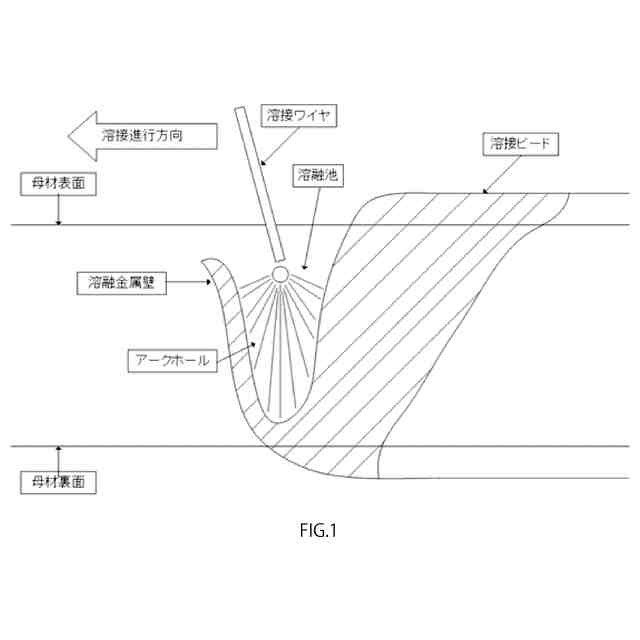
【選択図】図1
特許請求の範囲
【請求項1】
鋼製外皮内にフラックスを充填したフラックス入りワイヤを使用し、シールドガスを用いながら溶接を行う高能率アーク溶接方法において、
前記フラックス入りワイヤとして、前記フラックスが、ワイヤの全質量に対して、
金属酸化物からなるスラグ形成剤を0.40~1.20%含み、
アルカリ金属を含むフッ化物又は酸化物を、アルカリ金属換算値の合計で0.05~0.50質量%含むものを使用し、
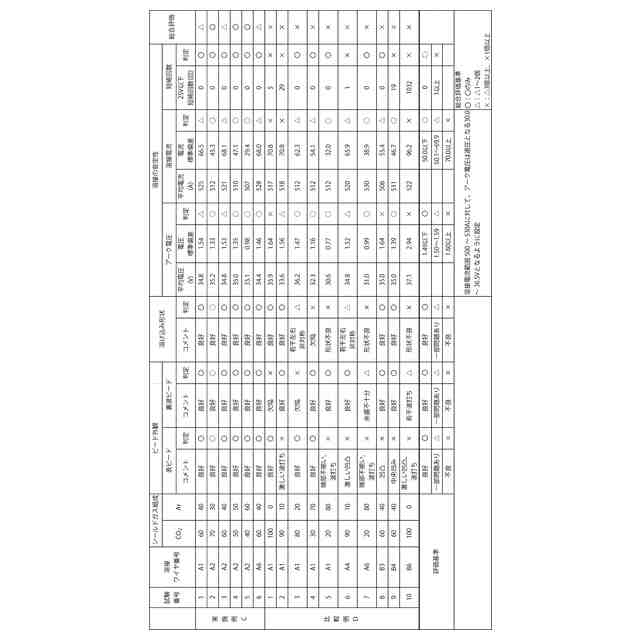
前記シールドガスとして、炭酸ガスとアルゴンガスの混合ガスであって、体積比で炭酸ガスが40~70%、アルゴンガスが60~30%含まれる混合ガスを使用し、
溶接電流が400~580Aの範囲であることを特徴とする高能率アーク溶接方法。
続きを表示(約 420 文字)
【請求項2】
前記フラックスが、ワイヤ全質量に対して、フッ化物からなるガス発生剤を0.19~1.00質量%含むことと、金属炭酸塩からなるガス発生剤を0.30~1.00質量%含むことの少なくとも何れか一方を満たすことを特徴とする請求項1記載の高能率アーク溶接方法。
【請求項3】
前記溶接電流をx (A)、アーク電圧をy (V)としたとき、
アーク電圧yは、0.056x+6.778以上、0.050x+18.00以下の範囲であることを特徴とする請求項1又は2記載の高能率アーク溶接方法。
【請求項4】
溶接トーチは傾斜角度が10~30°で後退法により動かされることを特徴とする請求項1又は2記載の高能率アーク溶接方法。
【請求項5】
前記フラックスが、ワイヤ全質量に対して、金属粉である鉄粉を10.00質量%以上含むことを特徴とする請求項1又は2記載の高能率アーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク溶接方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、アーク溶接において、片面からガスシールドアーク溶接により突合せ溶接を行う場合、母材が薄板であれば1パスで表面と裏面の溶接ビードを良好に形成することができるが、厚板の場合には、1パスでの良好な溶接ビード形成が技術的に困難であるため、通常は何層にも分けて溶接を行う多パス溶接が行われている。
【0003】
多パス溶接においては、単純に溶接時間が増えるのみならず、パスごとにビード表面にできたスラグを除去する時間・労力も必要となり、生産性を著しく落とす原因となっている。
【0004】
このような課題に対応するため、複数のワイヤを同時に用いる多電極溶接が行われており、例えば、下記特許文献1には、3本の電極を用いる3電極片面ガスシールドアーク溶接が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-52033号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、多電極溶接では、溶接装置が大がかりになるため、適用先が工場内での長尺の溶接に限定され、溶接工が現場で行う短尺の溶接には向かない。また、多電極溶接では、電極間でのアークの相互干渉によって溶接が不安定になり易い。
【0007】
本発明は、このような課題に鑑みてなされたものであり、厚板に対して単電極でも良好な片面溶接を行うことのできる高能率アーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明に係る高能率アーク溶接方法は、鋼製外皮内にフラックスを充填したフラックス入りワイヤを使用し、シールドガスを用いながら溶接を行う高能率アーク溶接方法において、前記フラックス入りワイヤとして、前記フラックスが、ワイヤの全質量に対して、金属酸化物からなるスラグ形成剤を0.40~1.20%含み、アルカリ金属を含むフッ化物又は酸化物を、アルカリ金属換算値の合計で0.05~0.50質量%含むものを使用し、前記シールドガスとして、炭酸ガスとアルゴンガスの混合ガスであって、体積比で炭酸ガスが40~70%、アルゴンガスが60~30%含まれる混合ガスを使用し、溶接電流が400~580Aの範囲であることを特徴とする。
【発明の効果】
【0009】
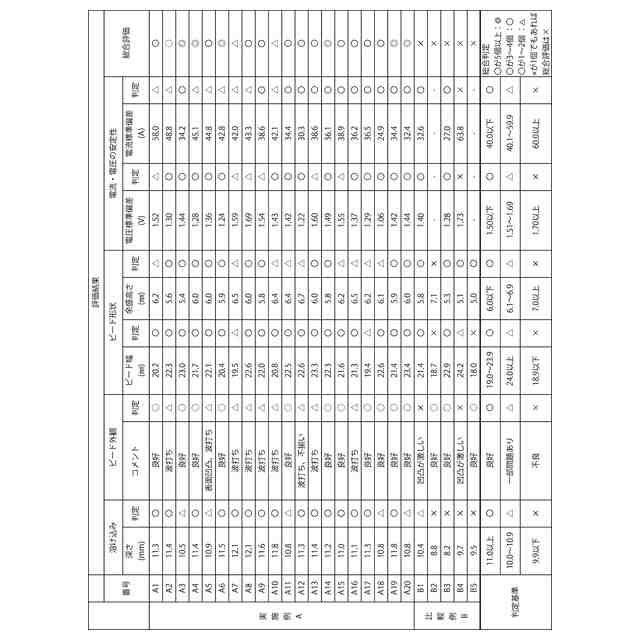
本発明に係る高能率アーク溶接方法によれば、深いアークホールを安定して維持することで厚板に対しても単電極でも良好な片面溶接を行うことができる。
【図面の簡単な説明】
【0010】
図1は、本発明の実施形態に係るアーク溶接の様子を示す模式図である。
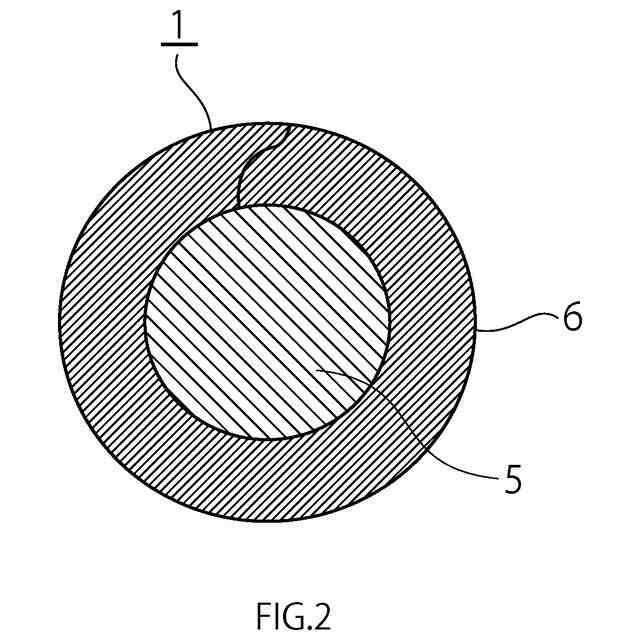
図2は、本発明の実施形態に係るフラックス入りワイヤの模式断面図である。
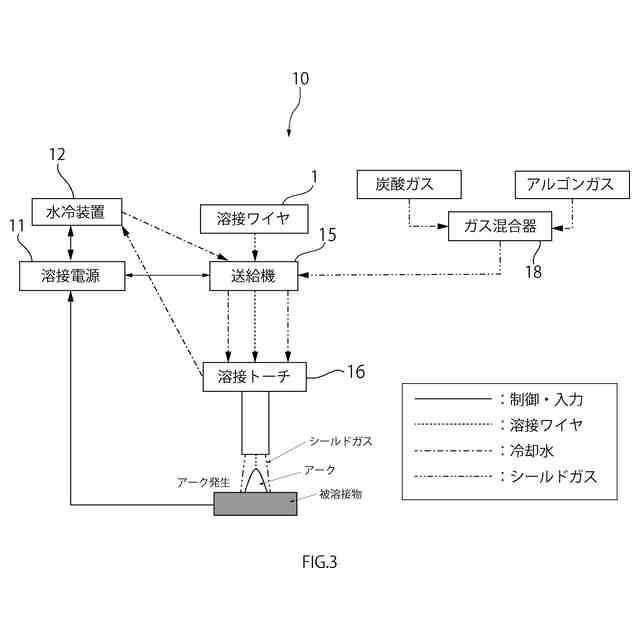
図3は、本発明の実施形態に係る溶接装置の構成を示す模式図である。
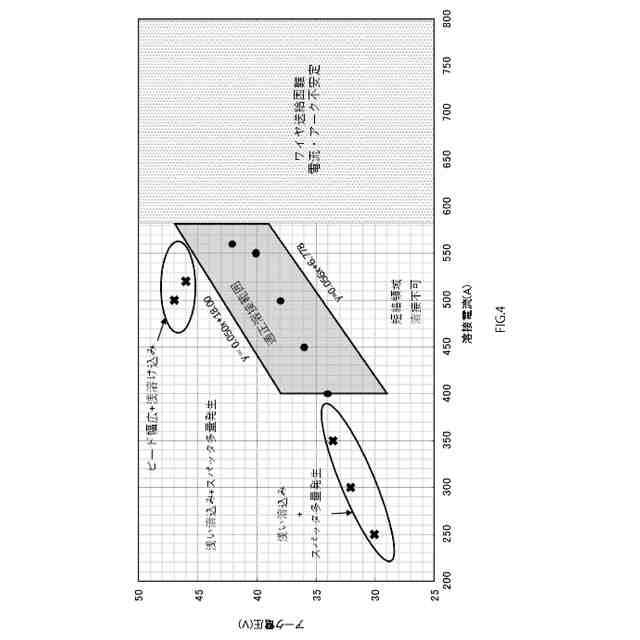
図4は、本発明の実施形態に係る溶接条件に関する評価試験を説明するためのグラフである。
図5は、本発明の実施形態に係る母材の突合せ状態を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
キヤノン電子株式会社
加工装置
19日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
22日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ整列トレー
14日前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社富田製作所
支持構造
27日前
睦月電機株式会社
金属表面処理方法
19日前
個人
型枠製造装置のフレーム
1か月前
株式会社アンド
半田付け方法
2か月前
大見工業株式会社
ドリル
3か月前
株式会社向洋技研
スタッドの製造方法
21日前
株式会社ツガミ
工作機械
2か月前
株式会社不二越
ブローチ盤
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
4か月前
有限会社TNE
電気抵抗溶接方法
28日前
津田駒工業株式会社
センタリングバイス
3か月前
株式会社ダイヘン
溶接装置
今日
株式会社ダイヘン
溶接装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
ブローチ盤
3か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社タマリ工業
レーザ加工装置
3か月前
株式会社不二越
歯車加工装置
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ