TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025006810
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023107813
出願日
2023-06-30
発明の名称
日本刀の製造方法
出願人
個人
代理人
弁理士法人牛木国際特許事務所
主分類
B21K
11/02 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼をなるべく減らさずに鍛錬することのできる日本刀の製造方法を提供する。
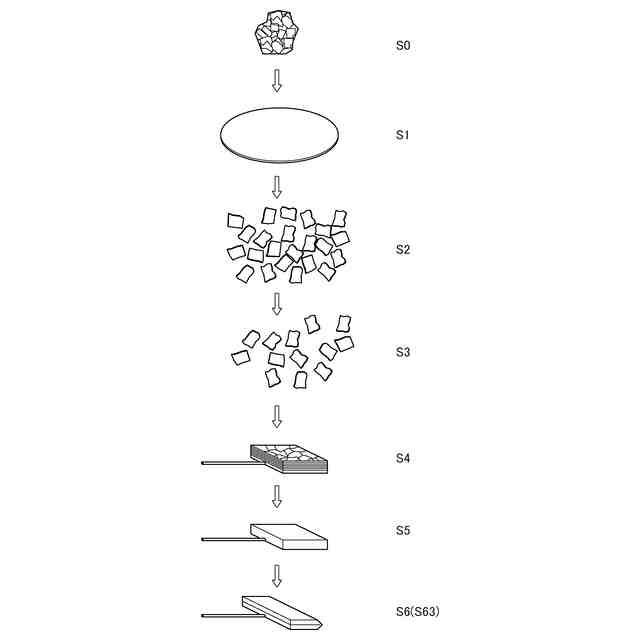
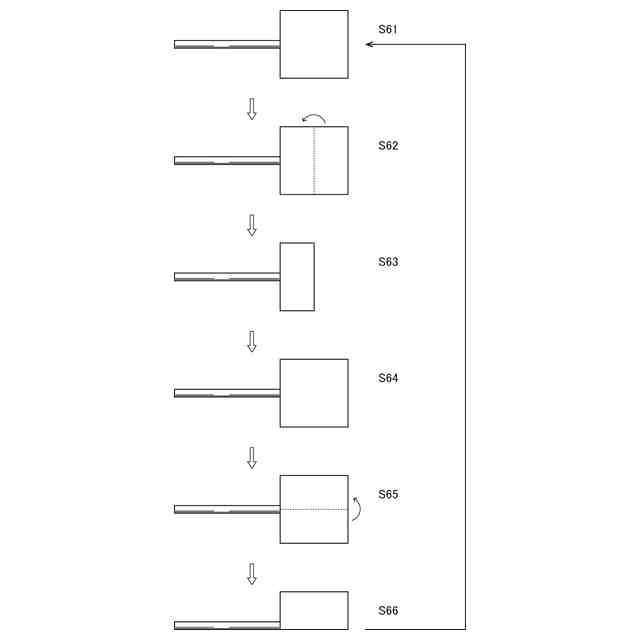
【解決手段】鋼を加熱して打ち延ばす第一の工程S1と、打ち延ばした鋼を打ち砕く第二の工程S2と、打ち砕いた鋼の中から良質な鋼を選別する第三の工程S3と、選別した鋼を積み重ねる第四の工程S4と、積み重ねた鋼を加熱して一体にする第五の工程S5と、一体になった鋼を加熱して打ち延ばした後に折り返して2枚に重ねる第六の工程S6を備え、第一の工程S1において鋼を800℃以下の温度に加熱して0.3mm以下の薄さに打ち延ばし、第六の工程S6を3回または4回繰り返す。
【選択図】図1
特許請求の範囲
【請求項1】
鋼を加熱して打ち延ばす第一の工程と、打ち延ばした鋼を打ち砕く第二の工程と、打ち砕いた鋼の中から良質な鋼を選別する第三の工程と、選別した鋼を積み重ねる第四の工程と、積み重ねた鋼を加熱して一体にする第五の工程と、一体になった鋼を加熱して打ち延ばした後に折り返して2枚に重ねる第六の工程を備え、前記第一の工程において鋼を800℃以下の温度に加熱して0.3mm以下の薄さに打ち延ばし、前記第六の工程を3回または4回繰り返すことを特徴とする日本刀の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼をなるべく減らさずに鍛錬することのできる日本刀の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来の日本刀の製造方法として、例えば、特許文献1に記載されている方法が知られている。
【先行技術文献】
【特許文献】
【0003】
特許第7050373号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような従来の日本刀の製造工程では、鋼を平たく打ち延ばした後に折り返して2枚に重ねる鍛錬が15回程度行われている。この折り返し鍛錬を15回行った場合は、2
15
=32,768枚の鋼の層が形成され、これにより強靭な日本刀が得られるとされている。
【0005】
しかしながら、折り返し鍛錬の後には、鍛錬前の鋼の目方の1、2割程度しか残らないといわれている。その理由については、鍛錬時の高温の鋼の表面には酸化膜が形成されやすく、この酸化膜が鍛錬によって剥がれるためであると考えられる。ちなみに、折り返し鍛錬1回あたりの損失が10%であっても、15回の鍛錬後に残る鋼は、元の0.9
15
=0.21となり、2割程度しか残らない計算となる。
【0006】
そこで、本発明は、鋼をなるべく減らさずに鍛錬することのできる日本刀の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の日本刀の製造方法は、鋼を加熱して打ち延ばす第一の工程と、打ち延ばした鋼を打ち砕く第二の工程と、打ち砕いた鋼の中から良質な鋼を選別する第三の工程と、選別した鋼を積み重ねる第四の工程と、積み重ねた鋼を加熱して一体にする第五の工程と、一体になった鋼を加熱して打ち延ばした後に折り返して2枚に重ねる第六の工程を備え、前記第一の工程において鋼を800℃以下の温度に加熱して0.3mm以下の薄さに打ち延ばし、前記第六の工程を3回または4回繰り返す。
【発明の効果】
【0008】
本発明の日本刀の製造方法によれば、第一の工程において、鋼の加熱温度を従来の温度よりも低い800℃以下とすることで、鋼の酸化を最少にすることができる。また、第一の工程において、鋼を従来の方法よりも薄い0.3mm以下の薄さに打ち延ばすことで、不純物を効果的に除去することができる。さらに、第六の工程の回数を従来の回数よりも少ない3回または4回とすることにより、酸化する鋼の量を抑えることができる。
【図面の簡単な説明】
【0009】
本発明の日本刀の製造方法の工程を示す説明図である。
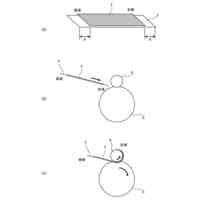
同上、折り返し鍛錬の工程を示す説明図である。
【発明を実施するための形態】
【0010】
以下の実施例に基づき、本発明の日本刀の製造方法について詳細に説明する。なお、本発明は以下の実施例に限定されるものではなく、本発明の思想を逸脱しない範囲で種々の変形実施が可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
12日前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス装置
1か月前
トヨタ紡織株式会社
プレス金型
11日前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社西田製作所
パンチャーヘッド
1か月前
工機ホールディングス株式会社
ニブラ
1か月前
株式会社アマダ
曲げ加工機
3か月前
日産自動車株式会社
逐次成形方法
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
27日前
株式会社アマダ
曲げ加工機
1日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
株式会社不二越
転造加工用平ダイス
2か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5日前
本田技研工業株式会社
鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
3か月前
日本製鉄株式会社
圧延装置
3か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
トヨタ紡織株式会社
パンチ及びプレス金型
1か月前
株式会社IKS
滑り止め構造
4か月前
三菱重工業株式会社
ひずみ計測方法
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
3か月前
株式会社マキタ
管拡径工具
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ