TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025007743
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109346
出願日
2023-07-03
発明の名称
モータコアの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B21D
28/02 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】隣り合う鉄心片の基部同士の間に隙間が生じることを抑制できるモータコアの製造装置を提供する。
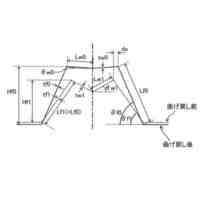
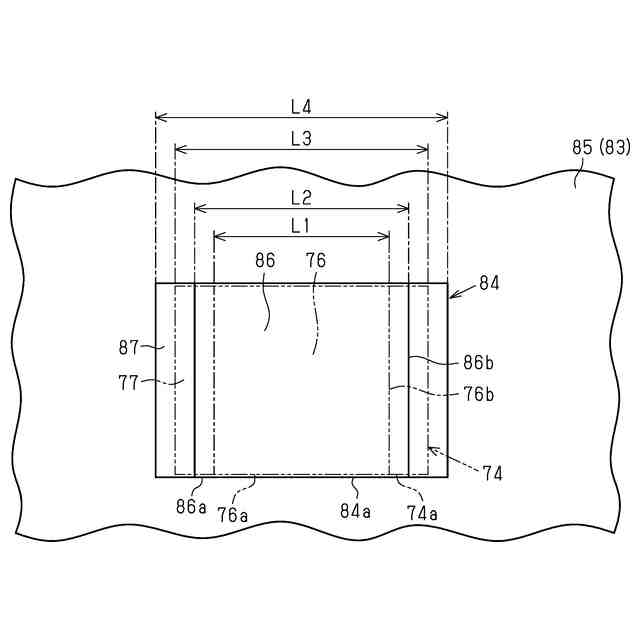
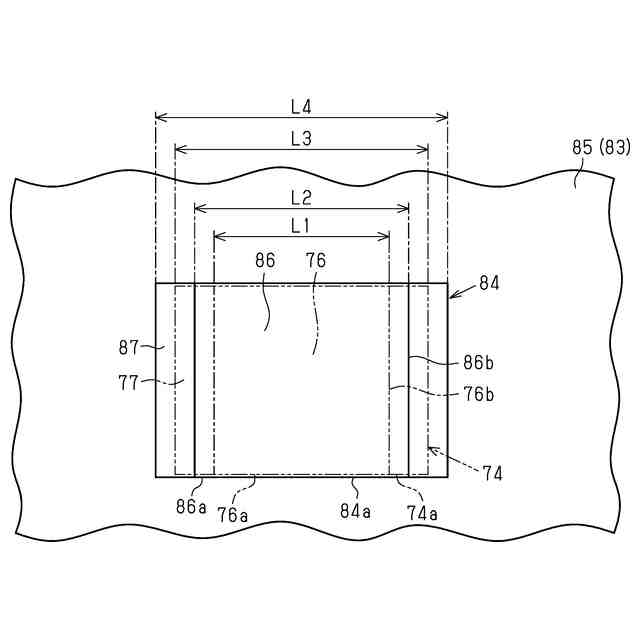
【解決手段】製造装置は、第1プレスダイ孔を有する第1プレスダイ及び第1プレスダイ孔に対して進退可能に設けられる第1プレスパンチを有する第1プレス装置を備える。また、製造装置は、第2プレスダイ孔を有する第2プレスダイ及び第2プレスダイ孔に対して進退可能に設けられる第2プレスパンチ83を有する第2プレス装置を備える。第1プレスパンチは、先細状の第1突出部74を有する。第2プレスパンチ83は、先細状の第2突出部84を有する。第1突出部74の先端面76の長辺76aの長さL1が第2突出部84の先端面86の長辺86aの長さL2よりも短い。第1突出部74の突出量H1が第2突出部84の突出量H2と等しい。
【選択図】図7
特許請求の範囲
【請求項1】
ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、
前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、
第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、
第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、
前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、
前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、
前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、
前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも一対の長辺及び一対の短辺を有する長方形状であり、
前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さよりも短く、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さ以下であることと、前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さ以下であり、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さよりも短いこととのいずれか一方を満たしており、
前記第1突出部の突出量が前記第2突出部の突出量以下である、
モータコアの製造装置。
続きを表示(約 1,200 文字)
【請求項2】
ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、
前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、
第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、
第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、
前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、
前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、
前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、
前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも一対の長辺及び一対の短辺を有する長方形状であり、
前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さ以下であり、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さ以下であり、
前記第1突出部の突出量が前記第2突出部の突出量よりも小さい、
モータコアの製造装置。
【請求項3】
ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、
前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、
第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、
第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、
前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、
前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、
前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、
前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも同一の形状及び同一の大きさを有するものであり、
前記第1突出部の突出量が前記第2突出部の突出量よりも小さくされている、
モータコアの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータコアの製造装置に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
特許文献1には、積層鉄心の製造装置が記載されている。特許文献1に記載の積層鉄心の製造装置には、ダイ孔を有するダイと、パンチとを備え、ダイ孔及びパンチにより、電磁鋼板に対してダイ孔内に膨出するダボ(カシメとも称される)を形成するダボ形成装置が設けられている。また、上記製造装置におけるダボ形成装置よりも電磁鋼板の搬送方向の下流側には、ダイ孔を有するダイと、パンチとを備える打ち抜き装置が設けられている。打ち抜き装置は、電磁鋼板のうちダボが設けられている部分(以下、打抜部材という)を打ち抜くとともに、当該打抜部材のダボの凸部と、先に打ち抜かれた打抜部材のダボの凹部とをかしめる。打ち抜き装置のパンチの先端面には、打抜部材のダボの凹部の底面を押圧する押圧突起が設けられている。
【先行技術文献】
【特許文献】
【0003】
特開2019-110644号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
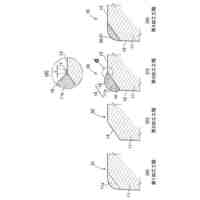
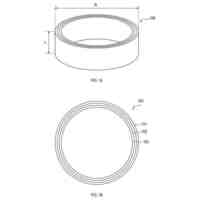
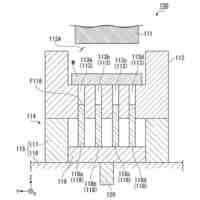
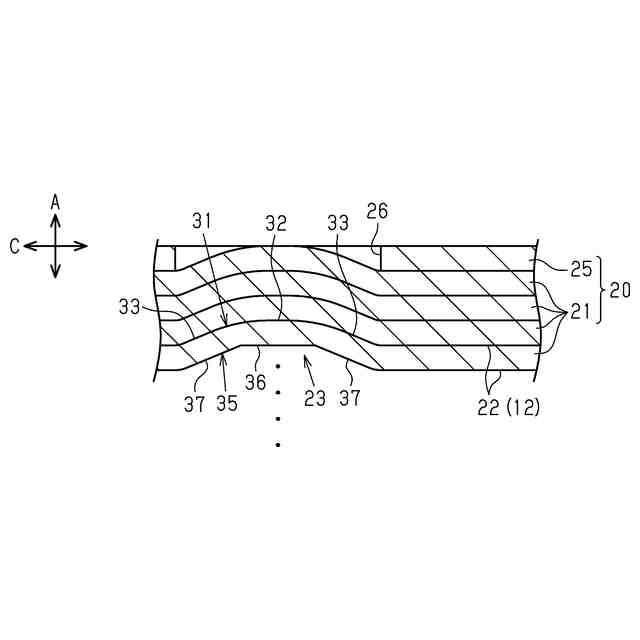
特許文献1に記載の積層鉄心を含む従来のモータコアの製造方法においては、ダボ形成装置のパンチのうちダボを形成する突起と、打ち抜き装置のパンチの押圧突起とが同一の形状及び同一の大きさを有する。このため、図11に示すように、打ち抜き装置によって打ち抜かれた打抜部材120が、直前に打ち抜かれた打抜部材120の上に重ね合わされると、打抜部材120のダボ123の外周面133が、直下に位置する打抜部材120の内周面137に当接する。その結果、打抜部材120のダボ123の頂面132と、直下に位置する打抜部材120のダボ123の底面136との間に隙間S1が生じる。また、打抜部材120のダボ123の周辺部分の下面と、直下に位置する打抜部材120のダボ123の周辺部分の上面との間に隙間S2が生じる。これらのことから、モータコア110の積層方向の厚みが上記隙間S1,S2の分だけ厚くなるとともに、当該厚みのばらつきが大きくなる。
【課題を解決するための手段】
【0005】
上記課題を解決するためのモータコアの製造装置は、ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも一対の長辺及び一対の短辺を有する長方形状であり、前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さよりも短く、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さ以下であることと、前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さ以下であり、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さよりも短いこととのいずれか一方を満たしており、前記第1突出部の突出量が前記第2突出部の突出量以下である。
【0006】
また、上記課題を解決するためのモータコアの製造装置は、ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも一対の長辺及び一対の短辺を有する長方形状であり、前記第1突出部の前記先端面の前記長辺の長さが前記第2突出部の前記先端面の前記長辺の長さ以下であり、且つ前記第1突出部の前記先端面の前記短辺の長さが前記第2突出部の前記先端面の前記短辺の長さ以下であり、前記第1突出部の突出量が前記第2突出部の突出量よりも小さい。
【0007】
また、上記課題を解決するためのモータコアの製造装置は、ワークから鉄心片を打ち抜くとともに前記鉄心片を複数枚積層することでモータコアを製造するモータコアの製造装置であって、前記鉄心片の各々は、薄板状の基部と、前記基部から前記鉄心片の積層方向の一側に膨出するダボと、を有するものであり、第1ダイ孔を有する第1ダイ及び前記第1ダイ孔に対して進退可能に設けられる第1パンチを備え、前記第1ダイ孔及び前記第1パンチにより前記ワークをプレスすることによって、前記第1ダイ孔内に膨出する前記ダボを形成する第1プレス装置と、第2ダイ孔を有する第2ダイ及び前記第2ダイ孔に対して進退可能に設けられる第2パンチを備え、前記ワークから前記鉄心片を打ち抜く第2プレス装置と、を備え、前記第2プレス装置は、前記鉄心片を打ち抜く際に、当該鉄心片の前記ダボと、直前に打ち抜かれた前記鉄心片の前記ダボとをかしめるものであり、前記第1パンチは、前記ダボの凹部を形成する先細状の第1突出部を有し、前記第2パンチは、前記ダボの凹部を押圧する先細状の第2突出部を有し、前記第1突出部の先端面及び前記第2突出部の先端面は、いずれも同一の形状及び同一の大きさを有するものであり、前記第1突出部の突出量が前記第2突出部の突出量よりも小さくされている。
【0008】
上記構成によれば、第2プレス装置により打ち抜かれる鉄心片のダボの外周面と、直前に打ち抜かれた鉄心片のダボの内周面との間に隙間が形成される。またこのとき、第2プレス装置により打ち抜かれる鉄心片のダボの頂面と、直前に打ち抜かれた鉄心片のダボの底面との間に隙間が形成された状態となる。あるいは、第2プレス装置により打ち抜かれる鉄心片のダボの頂面と直前に打ち抜かれた鉄心片のダボの底面とが当接するものの頂面と底面との間には荷重が作用しない状態となる。このため、鉄心片を打ち抜くとともに当該鉄心片のダボをかしめる際に、当該鉄心片の基部と、直前に打ち抜かれた鉄心片の基部とが面接触するようになる。したがって、隣り合う鉄心片の基部同士の間に隙間が生じることを抑制できる。
【図面の簡単な説明】
【0009】
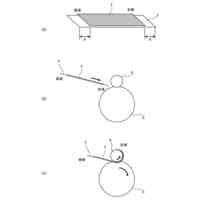
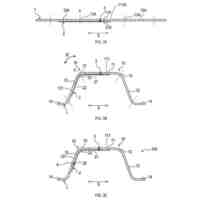
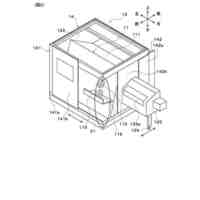
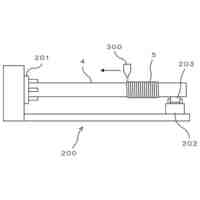
図1は、一実施形態に係るステータコアの製造装置を用いて製造されるステータコアの斜視図である。
図2は、図1の2-2線に沿った断面の一部を拡大して示す断面図である。
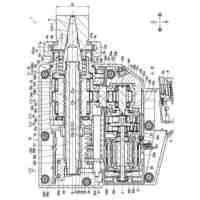
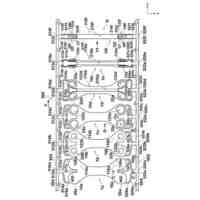
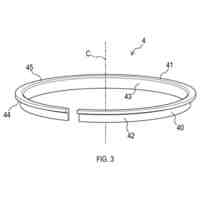
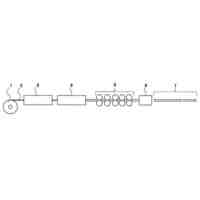
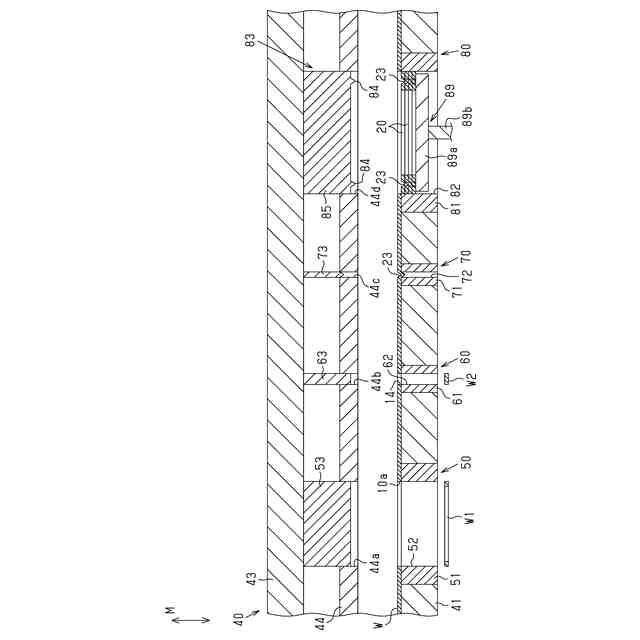
図3は、図1のステータコアの製造装置の断面図である。
図4は、図3のワークの平面図である。
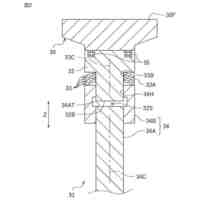
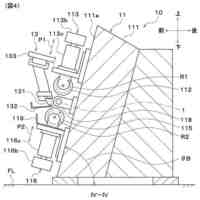
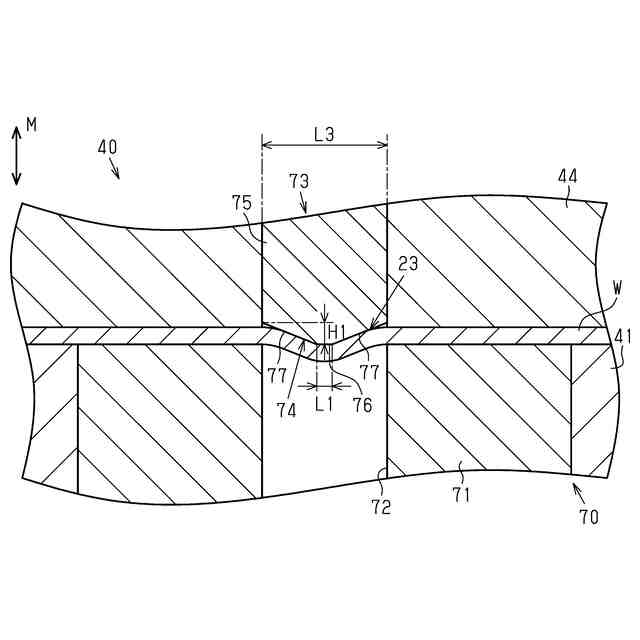
図5は、第1プレス装置によりワークにダボが形成された状態を示す断面図である。
図6は、直前に打ち抜かれた鉄心片の上面にワークが載置された状態を示す断面図である。
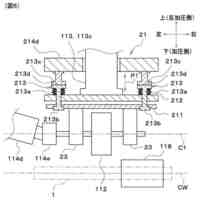
図7は、第2突出部の下面図である。
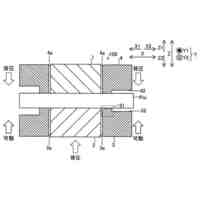
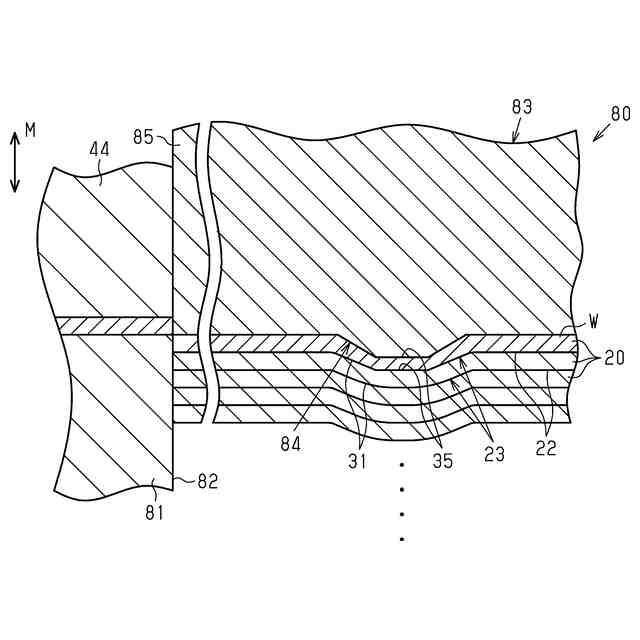
図8は、第2プレス装置によりワークから鉄心片が打ち抜かれた状態を示す断面図である。
図9は、第2プレス装置の第1変更例を示す断面図である。
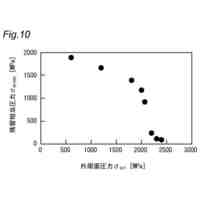
図10は、第2プレス装置の第2変更例を示す断面図である。
図11は、従来のモータコアを示す断面図である。
【発明を実施するための形態】
【0010】
以下、図1~図8を参照して、モータコアの製造装置をステータコアの製造装置として具体化した一実施形態について説明する。
<ステータコア10>
まず、図1及び図2を参照して、本実施形態のステータコア10について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ヘッダー加工機
4日前
トヨタ紡織株式会社
プレス金型
3日前
株式会社西田製作所
パンチャーヘッド
1か月前
工機ホールディングス株式会社
ニブラ
25日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
19日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
1か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
日産自動車株式会社
金属板の曲げ加工方法
25日前
トヨタ紡織株式会社
パンチ及びプレス金型
24日前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
株式会社マキタ
管拡径工具
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
18日前
株式会社アイシン
プレス成形装置およびプレス成形方法
1か月前
株式会社エフテック
アーム部材の製造方法
24日前
フタバ産業株式会社
成型品の製造方法
1か月前
ユニプレス株式会社
ホットスタンプ製品の製造方法
2か月前
株式会社ジェイテクト
転造盤
3日前
株式会社ジェイテクト
転造盤
3日前
株式会社ジェイテクト
転造盤
3日前
フタバ産業株式会社
金属部品の製造方法
1か月前
株式会社ダイヘン
圧接装置及び圧接方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
6日前
国立大学法人富山大学
アルミニウム合金押出材の製造方法
20日前
日産自動車株式会社
インクリメンタル成形方法
1か月前
株式会社ジーテクト
プレス金型製造方法
21日前
JFEスチール株式会社
鋼管およびその製造方法
1か月前
日本製鉄株式会社
ハット形鋼矢板の製造方法
2か月前
日本製鉄株式会社
ボルトの製造方法
1か月前
株式会社UACJ
金属リングの製造方法及び金属リング
1か月前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
1か月前
大阪富士工業株式会社
ハースロール及びその製造方法
18日前
株式会社レゾナック
ヒートシンクの製造方法及びヒートシンク
27日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ