TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077155
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189144
出願日
2023-11-06
発明の名称
プレス金型製造方法
出願人
株式会社ジーテクト
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
37/20 20060101AFI20250512BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】硬化部を備えるプレス金型において、個人差又は人為的な誤りが起こりにくい製造技術を提供する。
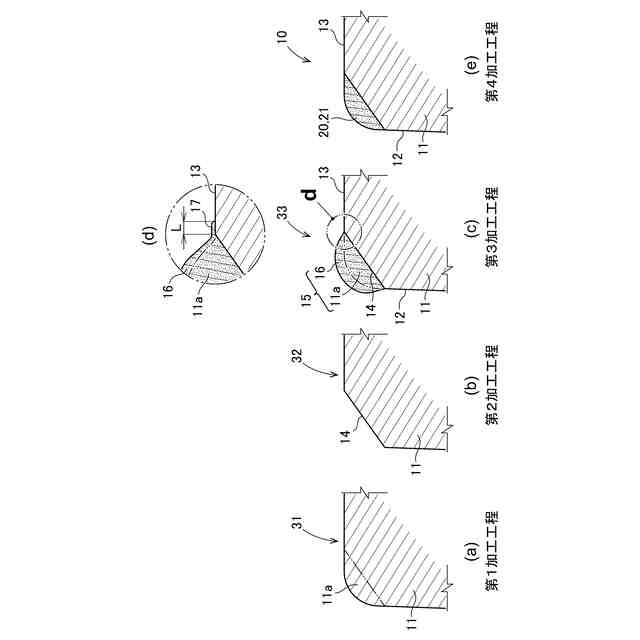
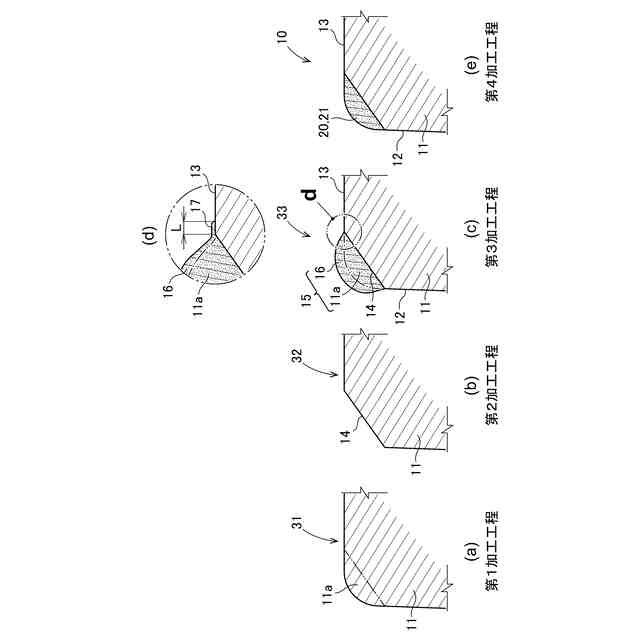
【解決手段】図3(a)にて、第1中間品31を得る。この第1中間品31は、軟質弓断面部11aを含んでいる。図3(b)にて、軟質弓断面部11aを切除することで切断面14を含む第2中間品32を得る。図3(c)にて、切断面14に肉盛り部15を形成する。図3(e)にて、余肉(図3(c)、符号16)を切除することで、プレス金型10を得る。
【選択図】図3
特許請求の範囲
【請求項1】
母材及びこの母材に局部的に設けられる硬化部からなるプレス金型を、製造するプレス金型製造方法であって、
前記母材は、平坦な第1の面、及びこの第1の面と異なる平坦な第2の面を有し、
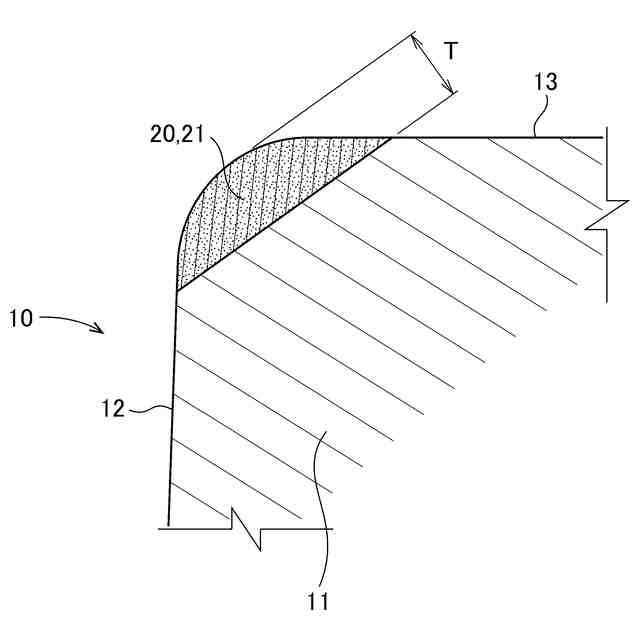
前記硬化部は、前記第1の面と前記第2の面との間に設けられ、且つ断面が弦を含む弓の形を呈する硬質弓断面部で構成され、
前記母材は、さらに前記硬質弓断面部と同形の軟質弓断面部を有し、
前記母材を前記プレス金型に倣った形状に加工することで、前記軟質弓断面部を含む第1中間品を得る第1加工工程と、
前記第1中間品から前記軟質弓断面部を切除することで、切断面を含む第2中間品を得る第2加工工程と、
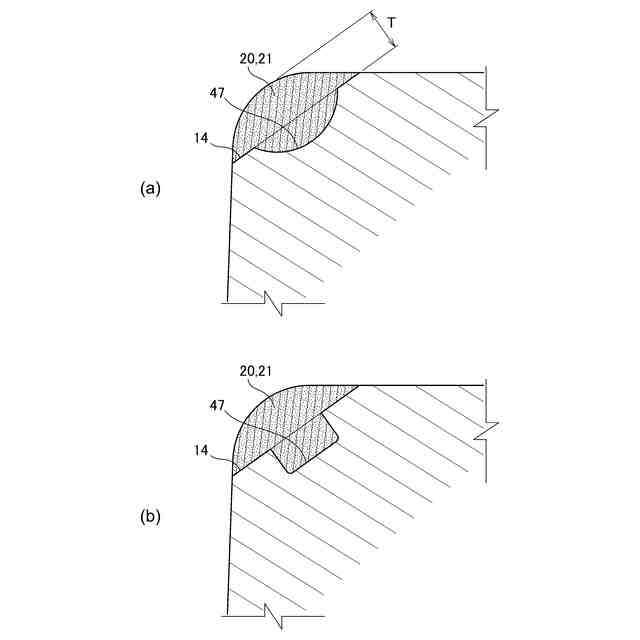
前記第2中間品の前記切断面に前記母材より硬度の高い材料で肉盛りを施し、前記軟質弓断面部に余肉を加えた断面形状の肉盛り部を含む第3中間品を得る第3加工工程と、
前記第3中間品の前記肉盛り部から余肉を切除することで、前記プレス金型を得る第4加工工程とからなるプレス金型製造方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1記載のプレス金型製造方法であって、
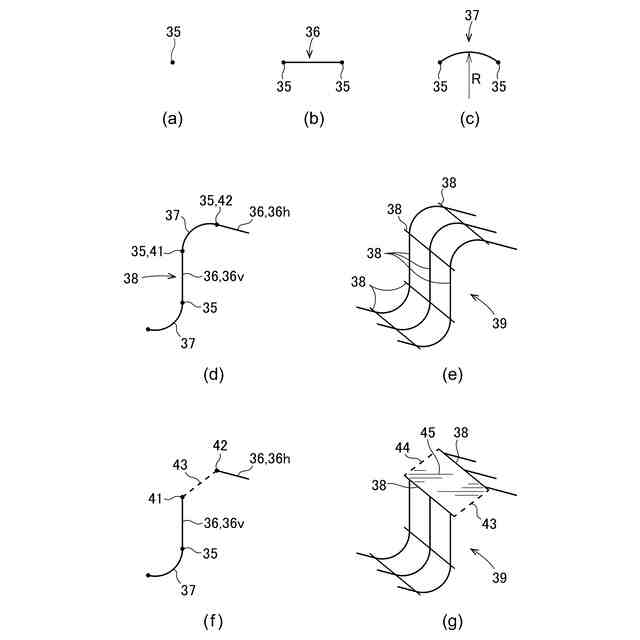
前記プレス金型が、ワイヤフレームで示され、このワイヤフレームが画面上の点である頂点と、2つの前記頂点が直線又は曲線で結ばれた稜線と、複数の前記稜線が直列に繋げられているワイヤと、複数の前記ワイヤで構成される骨格構造とで定義されるときに、
前記第1の面を通る直線状の稜線とこの直線状の稜線に接続され湾曲する稜線との継ぎ目に存在する頂点を第1変曲点と定め、前記第2の面を通る直線状の稜線とこの直線状の稜線に接続され前記湾曲する稜線との継ぎ目に存在する頂点を第2変曲点と定め、
前記弓の弦は、前記第1変曲点と前記第2変曲点とを結ぶ直線で定められることを特徴とするプレス金型製造方法。
【請求項3】
請求項1記載のプレス金型製造方法であって、
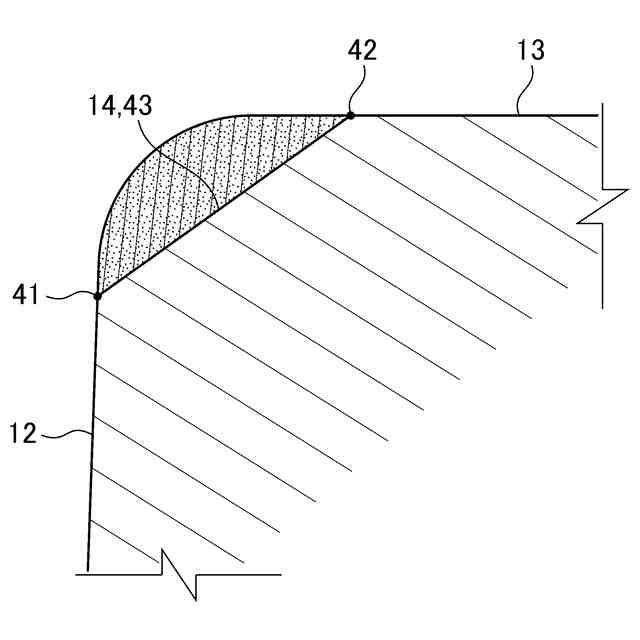
前記プレス金型の断面図において、前記第1の面の一端で且つ直線から曲線に変化する点を第1変曲点と定め、前記第2の面の一端で且つ直線から曲線に変化する点を第2変曲点と定め、
前記弓の弦は、前記第1変曲点と前記第2変曲点とを結ぶ直線で定められることを特徴とするプレス金型製造方法。
【請求項4】
請求項1記載のプレス金型製造方法であって、
前記母材は機械構造用炭素鋼からなり、前記硬化部は高速度工具鋼からなることを特徴とするプレス金型製造方法。
【請求項5】
請求項1記載のプレス金型製造方法であって、
前記軟質弓断面部の最大厚さが所定値に満たないときは、前記切断面に溝を形成し、この溝に前記硬化部の一部を収容するようにしたことを特徴とするプレス金型製造方法。
【請求項6】
請求項1記載のプレス金型製造方法であって、
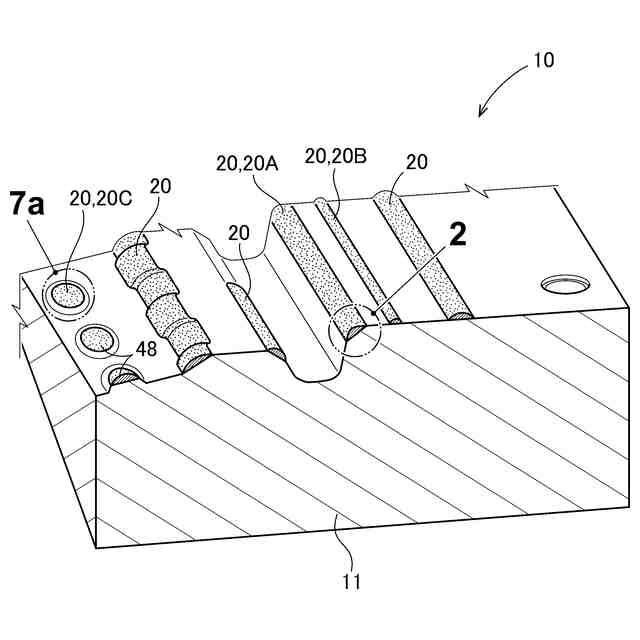
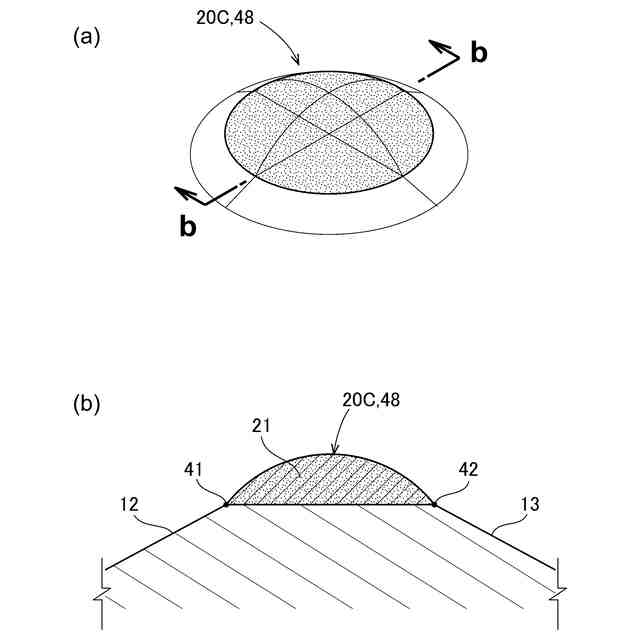
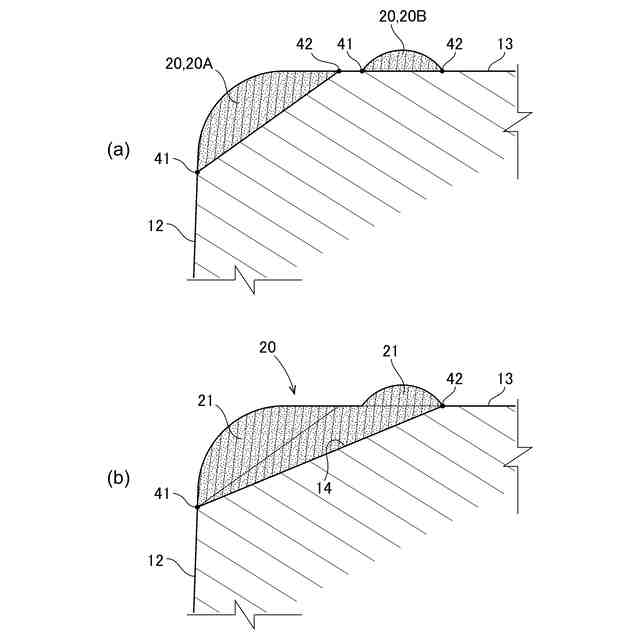
前記硬化部は、前記切断面に点状に配置される島状硬化部であることを特徴とするプレス金型製造方法。
【請求項7】
請求項1記載のプレス金型製造方法であって、
前記硬化部には、フタコブラクダの瘤のように2つの硬質弓断面部が合併形成されていることを特徴とするプレス金型製造方法。
【請求項8】
請求項1記載のプレス金型製造方法であって、
前記余肉に、前記軟質弓断面部の裾から前記第1の面及び前記第2の面へ張出した張出し部を含めたことを特徴とするプレス金型製造方法。
【請求項9】
請求項2記載のプレス金型製造方法であって、
前記切断面は、前記ワイヤフレームに形成したルールド面であり、前記第2加工工程では前記ルールド面に基づいて作成されるルールド面加工データに基づいて加工がなされることを特徴とするプレス金型製造方法。
【請求項10】
請求項9記載のプレス金型製造方法であって、
前記肉盛りは、前記ワイヤフレームに形成した前記軟質弓断面部に余肉を加えて作成される肉盛りデータに基づいて形成されることを特徴とするプレス金型製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、部分的に硬化部を備えるプレス金型の製造技術に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
プレス金型はブランク材の絞りや切断や曲げに用いられる。ブランク材は金属の平板であり、十分に硬い。そのため、プレス作業を繰り返すと、プレス金型の隅や凸部がその他の面(一般面)よりも先に摩耗する。
【0003】
対策の一つとして、隅に一般面より硬度が高い硬化部を部分的に肉盛り形成することが、従来から行われている(例えば、切断の場合の特許文献1(図2)参照)。
【0004】
特許文献1を次図に基づいて説明する。
図11(a)~(d)は従来のプレス金型の製造方法を説明する図である。
球状黒鉛鋳鉄のブロックに切削加工を施すことで金型の母材101を準備する。この母材101は切削加工により隅に三角形断面の切欠き部102が設けられている。
【0005】
図11(a)にて、切欠き部102の切断面103に、下地材104が付設される。
図11(b)にて、下地材104にハイス鋼105が肉盛り溶接される。
【0006】
図11(c)にて、肉盛り溶接されたハイス鋼105が機械加工により整形される。
図11(d)にて、整形されたハイス鋼105に、ハロゲンランプ106で加熱する。加熱及び冷却を行うことでハイス鋼105に熱処理が施される。
【0007】
以上により、球状黒鉛鋳鉄からなる母材101の隅にハイス鋼105が付設されたプレス金型100が提供される。
ハイス鋼105は球状黒鉛鋳鉄に比較して格段に硬く、摩耗しにくいという利点を有する。
【0008】
ただし、従来の技術によるプレス金型100には次に述べる問題点がある。
図11(a)において、三角形断面の切欠き部102は人又はNC工作機(マシニングセンタ)、フライス盤などで形成される。
人による場合、個人差により、削り過ぎ又は削り不足が不可避的に発生する。NC工作機(マシニングセンタ)、フライス盤などによる場合、データの打込みの際に人為的な誤りが起こり得る。この誤りにより、削り過ぎ又は削り不足が不可避的に発生する。
【0009】
図11(a)にて、hが過大である場合、すなわち削り過ぎの場合は、ハイス鋼105の所要量が増加する。ハイス鋼105は金型母材101より高価である。結果、プレス金型100の製造コストが高まる。削られた母材は廃材となるので環境上好ましくはない。
図11(a)にて、hが過小である場合、すなわち削り不足の場合は、ハイス鋼105の量が少なくなり、耐摩耗性能が低下する。
【0010】
しかし、このトリミング部(削られる切欠き部102)に限らず、デザイン線、輪郭、凹凸形状、外形を形成するプレス部も製造コストの抑制と耐摩耗性能の向上が求められる中、個人差又は人為的な誤りが起こりにくい製造技術が求められる。
しかし、製造コストの抑制と耐摩耗性能の維持が求められる中、個人差又は人為的な誤りが起こりにくい製造技術が求められる。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
22日前
日伸工業株式会社
プレス加工装置
22日前
株式会社不二越
NC転造盤
8日前
株式会社不二越
NC転造盤
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
18日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
17日前
ユニオンツール株式会社
転造ダイスセット
16日前
トヨタ紡織株式会社
プレス金型装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社TMEIC
誘導加熱装置
25日前
株式会社TMEIC
制御システム
23日前
株式会社エナテック
製品分離システム
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
トックス プレソテクニック株式会社
接合装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































