TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086012
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023199772
出願日
2023-11-27
発明の名称
転造盤
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
B21H
9/00 20060101AFI20250530BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】メンテナンス作業性が良好な転造盤を提供する。
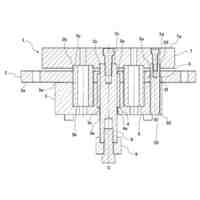
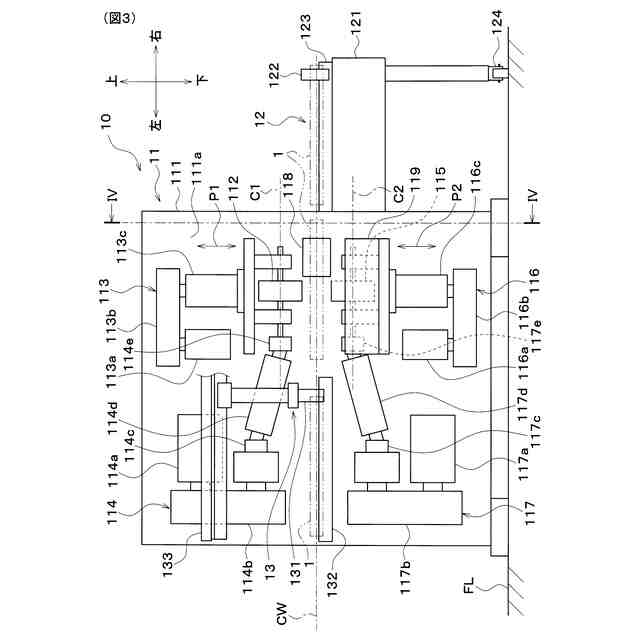
【解決手段】円柱状の被加工物1に転造加工を施す2つのロールダイス112、115と、転造加工を施すために2つのロールダイス112、115の加圧および駆動を行う加圧駆動部113、114、116、117と、被加工物1を2つのロールダイス112、115の間に被加工物1の軸方向に搬入する搬入部12とを備え、搬入部12は、被加工物1の搬入方向と交差する方向にスライド移動可能に構成されている。
【選択図】図2
特許請求の範囲
【請求項1】
円柱状の被加工物に転造加工を施す2つのロールダイスと、
前記転造加工を施すために前記2つのロールダイスの加圧および駆動を行う加圧駆動部と、
前記被加工物を前記2つのロールダイスの間に前記被加工物の軸方向に搬入する搬入部とを備え、
前記搬入部は、前記被加工物の搬入方向と交差する方向にスライド移動可能に構成されている、転造盤。
続きを表示(約 680 文字)
【請求項2】
前記2つのロールダイスおよび前記加圧駆動部と前記搬入部との間に立設され、前記2つのロールダイスおよび前記加圧駆動部を前記搬入部側から覆う板状の搬入側カバーを備え、
前記搬入部は、前記搬入側カバーとともにスライド移動可能に構成されている、請求項1に記載の転造盤。
【請求項3】
前記搬入側カバーと直交するように配置され、前記2つのロールダイスおよび前記加圧駆動部を覆う板状の前面カバーを備え、
前記搬入側カバーは、最も前記前面カバー側にスライド移動した状態では、前記前面カバーと当接するように構成されている、請求項2に記載の転造盤。
【請求項4】
前記前面カバーは、前記搬入側カバーに対して近接離間するように開閉する前面扉を有しており、
前記前面扉は、閉状態では前記搬入側カバーと当接するように構成されている、請求項3に記載の転造盤。
【請求項5】
前記搬入側カバーおよび前記前面扉が互いに離間するように移動すると、前記搬入側カバーと前記前面扉とが当接していた角部に、前記2つのロールダイスおよび前記加圧駆動部をメンテナンスするための空間が形成されるように構成されている、請求項4に記載の転造盤。
【請求項6】
前記加圧駆動部が固定される平面部を有するベースを備え、
前記平面部は、前記2つのロールダイスが前記被加工物を少なくとも重力方向に挟む位置関係となるように水平面に対して傾斜している、請求項1ないし5のいずれか1つに記載の転造盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転造盤に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
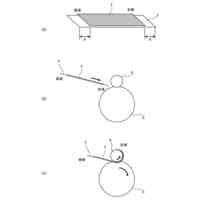
特許文献1には、ロールダイスを用いて円柱状の被加工物に転造加工を施す転造盤が記載されている。この転造盤は、加工点に被加工物を搬入する搬入装置を備えている。搬入装置は、被加工物をその軸方向に搬送する。そのため、搬入装置は、ロールダイスに対して被加工物の軸方向に並んで配置されている。
【先行技術文献】
【特許文献】
【0003】
特公昭61-9901号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記転造盤では、搬入装置がロールダイスに対して被加工物の中心軸方向に並んで配置されているので、ロールダイスを加圧したり回転駆動したりする装置やロールダイス自体をメンテナンスしようとすると搬入装置が障害物となってしまいメンテナンス作業性が良くない。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、メンテナンス作業性が良好な転造盤を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
円柱状の被加工物に転造加工を施す2つのロールダイスと、
前記転造加工を施すために前記2つのロールダイスの加圧および駆動を行う加圧駆動部と、
前記被加工物を前記2つのロールダイスの間に前記被加工物の軸方向に搬入する搬入部とを備え、
前記搬入部は、前記被加工物の搬入方向と交差する方向にスライド移動可能に構成されている、転造盤にある。
【発明の効果】
【0007】
前記一態様の転造盤においては、搬入部は、被加工物の搬入方向と交差する方向にスライド移動可能に構成されているので、メンテナンス時に搬入部をスライド移動させることでメンテナンスに利用可能な空間ができる。
【0008】
この構成により、前記一態様の転造盤によれば、メンテナンス作業性が良好になる。
【図面の簡単な説明】
【0009】
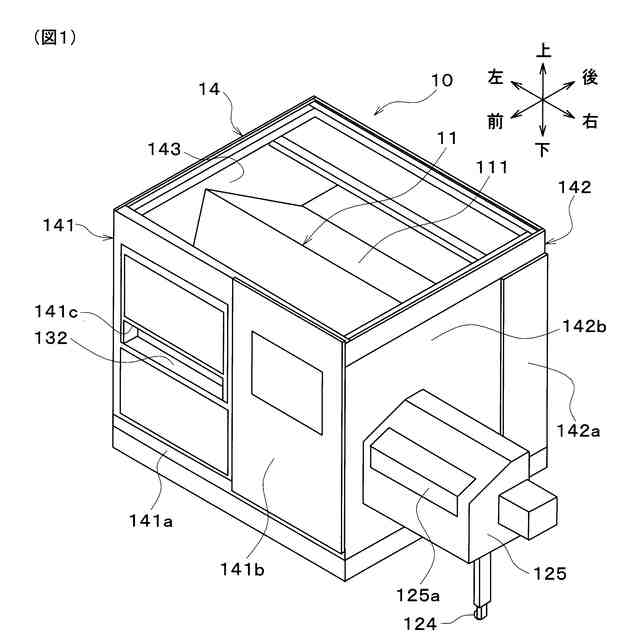
実施形態にかかる転造盤を示す斜視図。
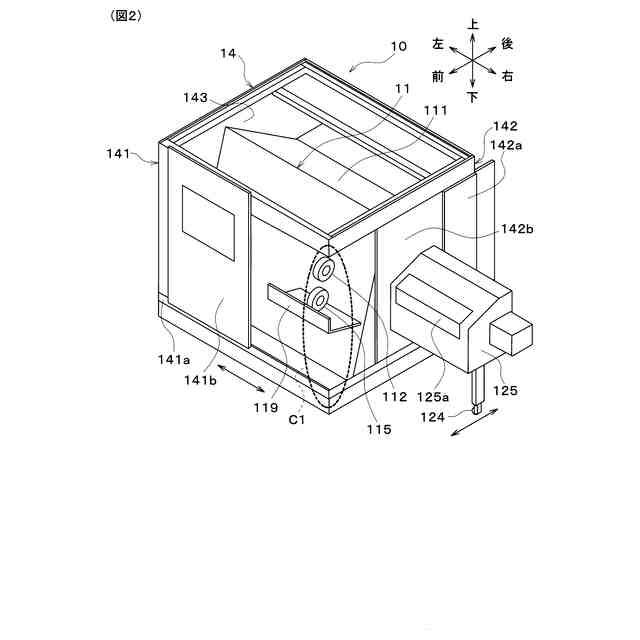
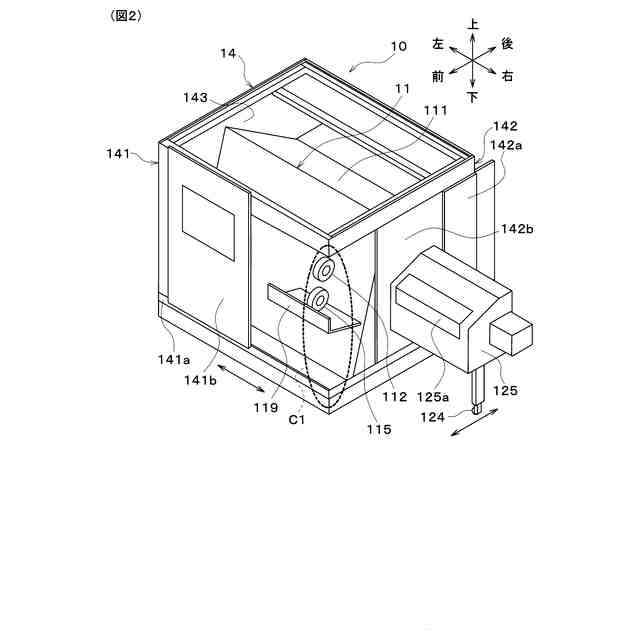
実施形態にかかる、前面扉と搬入側側面カバーとが開けられた転造盤を示す斜視図。
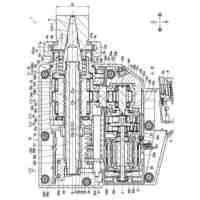
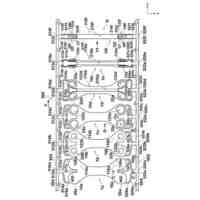
実施形態にかかる転造盤を示す正面図。
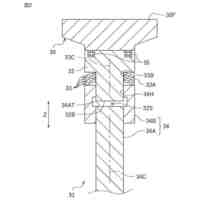
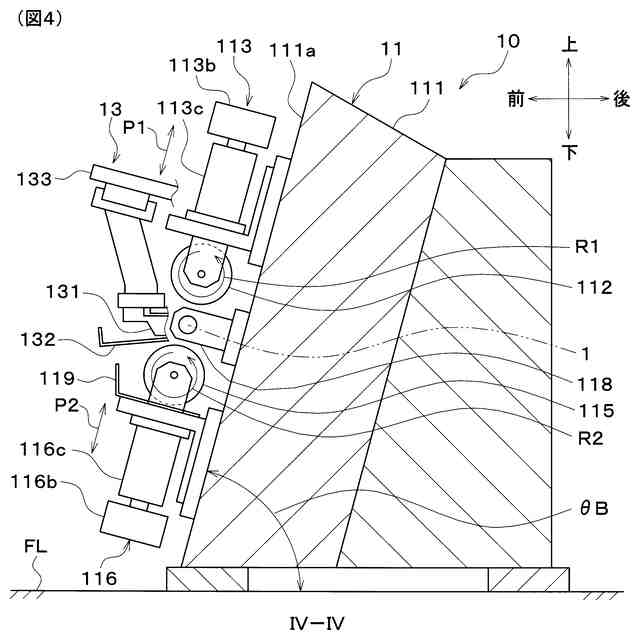
図3のIV-IV断面図。
【発明を実施するための形態】
【0010】
(実施形態)
1.転造盤10の構成
本形態の転造盤10の構成について、図1~図4を参照して説明する。図1は、全体カバー14を含めた転造盤10全体の斜視図である。図2は、全体カバー14のうち前面扉141bと側面可動カバー部142bとが開けられた状態の転造盤10の斜視図である。図3は、全体カバー14等を除いた転造盤10の模式的な正面図である。図4は、図3のIV-IV断面を模式的に示す図である。図1~図4において上下の矢印は、重力方向における上下方向を示している。図1~図4において前後左右の矢印は、転造盤10の前後左右方向を示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ヘッダー加工機
1か月前
株式会社不二越
NC転造盤
4日前
日伸工業株式会社
プレス加工装置
18日前
日東精工株式会社
中空軸部品の製造方法
18日前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
14日前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
28日前
株式会社アマダ
曲げ加工機
3か月前
株式会社TMEIC
監視装置
2か月前
株式会社トラバース
パンチング加工装置
2か月前
ユニオンツール株式会社
転造ダイスセット
12日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
13日前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
26日前
株式会社不二越
転造加工用平ダイス
3か月前
株式会社TMEIC
誘導加熱装置
21日前
株式会社TMEIC
制御システム
19日前
株式会社エナテック
製品分離システム
3か月前
トックス プレソテクニック株式会社
接合装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
1か月前
三協オイルレス工業株式会社
リフタユニット
11日前
日産自動車株式会社
逐次成形方法
5日前
株式会社マキタ
管拡径工具
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
3か月前
株式会社エフテック
アーム部材の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ