TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062292
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171248
出願日
2023-10-02
発明の名称
コイルばねの製造方法及びコイルばねの加工装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B21F
3/02 20060101AFI20250407BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】疲労特性に優れたコイルばねの製造方法を提供する。
【解決手段】コイルばねの製造方法は、コイル状に成形するための曲げ加工を施した素線に全周面圧縮負荷を加える工程を含む。
【選択図】図10
特許請求の範囲
【請求項1】
コイル状に成形するための曲げ加工を施した素線に全周面圧縮負荷を加える工程を含む、コイルばねの製造方法。
続きを表示(約 890 文字)
【請求項2】
請求項1に記載のコイルばねの製造方法であって、
前記全周面圧縮負荷を加える工程で加える圧縮応力が、前記素線の引張強度に相当する応力以上である、コイルばねの製造方法。
【請求項3】
請求項1に記載のコイルばねの製造方法であって、
前記全周面圧縮負荷を加える工程における前記素線の縮径率が0.00125以上である、コイルばねの製造方法。
【請求項4】
請求項1に記載のコイルばねの製造方法であって、
前記全周面圧縮負荷を加える工程における前記素線の断面減少率が0.00250以上である、コイルばねの製造方法。
【請求項5】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
コイル状に成型した後、300℃以上の温度に加熱する熱処理を行わない、コイルばねの製造方法。
【請求項6】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
前記素線は、常温における基地の線膨張係数との差が3.0×10
-6
K
-1
以上である介在物を含む、コイルばねの製造方法。
【請求項7】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
前記素線の引張強度が2000MPa以上である、コイルばねの製造方法。
【請求項8】
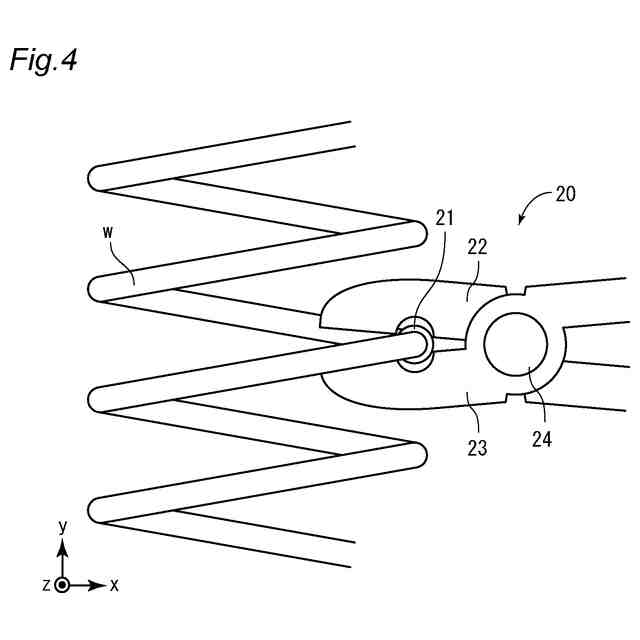
コイル状に成形するための曲げ加工を施した素線に全周面圧縮負荷を加える、コイルばねの加工装置であって、
穴を有するガイド部材と、
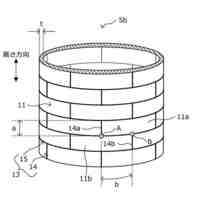
前記穴の内部において、前記穴を通過する前記素線の、前記コイルばねの径方向の両側及び前記コイルばねの高さ方向の両側に配置される少なくとも4つのダイスと、
前記4つのダイスの少なくとも一つを前記コイルばねの径方向の一方側に押し込む打撃部材と、を備え、
前記穴は、前記一方側に向かって、前記コイルばねの高さ方向の寸法が小さくなるテーパ形状を有する、コイルばねの加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルばねの製造方法及びコイルばねの加工装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
高サイクルの負荷を受ける高張力鋼の機械部品では、介在物等の内部欠陥を起点とする内部疲労破壊による部品の折損のリスクを低減することが必要となる。内部疲労破壊では、その起点となる介在物の大きさや高応力部位での介在物の存在確率が大きく影響を及ぼすと考えられる。従来、介在物を起点とする疲労限を予想する方法が定式化されており、一様な応力下ではこのような推定式による疲労限を予想することができる。このような考え方から、ショットピーニングや窒化を施し、圧縮残留応力を表面部に付与したコイルばねが開発されている。
【0003】
特許第4328047号公報には、中実線材や円形パイプ等の被加工材に複数のダイスで半径方向から繰返し打撃を加えて被加工材の断面積を減少させるスウェージングマシンが開示されている。
【0004】
国際公開第2014/077326号には、ショックアブソーバの内側と外側とで素線の径が異なる圧縮コイルばねを具備したストラット型懸架装置が開示されている。同文献には、スウェージング加工等によって径が変化する素線を成形した後、曲げ工程で螺旋状に成形して圧縮コイルばねにすることが記載されている。
【先行技術文献】
【特許文献】
【0005】
特許第4328047号公報
国際公開第2014/077326号
【非特許文献】
【0006】
R. W. Landgraf and R. C. Francis, “Material and processing effects on fatigue performance of leaf springs,” SAE Transactions, pp. 1485-1494, 1979
【発明の概要】
【発明が解決しようとする課題】
【0007】
ショットピーニングによって圧縮残留応力を付与する方法では、ショットピーニングによって圧縮残留応力を付与できる深さ(クロッシングポイント、0.5mm未満)までに存在する介在物の周りの鋼材の疲労特性を向上させることはできるものの、それよりも深い領域に存在する介在物の周りの鋼材の疲労特性を改善することはできない。より深部の領域に存在する介在物の周りの鋼材の疲労特性を改善することができれば、清浄度の低い材料でも高疲労強度を実現することが可能となり、プロセス削減による環境負荷低減や製造コストの低減につながるものと期待される。
【0008】
本発明の課題は、疲労特性に優れたコイルばねの製造方法を提供することである。本発明の他の課題は、疲労特性に優れたコイルばねを製造することができるコイルばねの加工装置を提供することである。
【課題を解決するための手段】
【0009】
本発明の一実施形態によるコイルばねの製造方法は、コイル状に成形するための曲げ加工を施した素線に全周面圧縮負荷を加える工程を含む。
【0010】
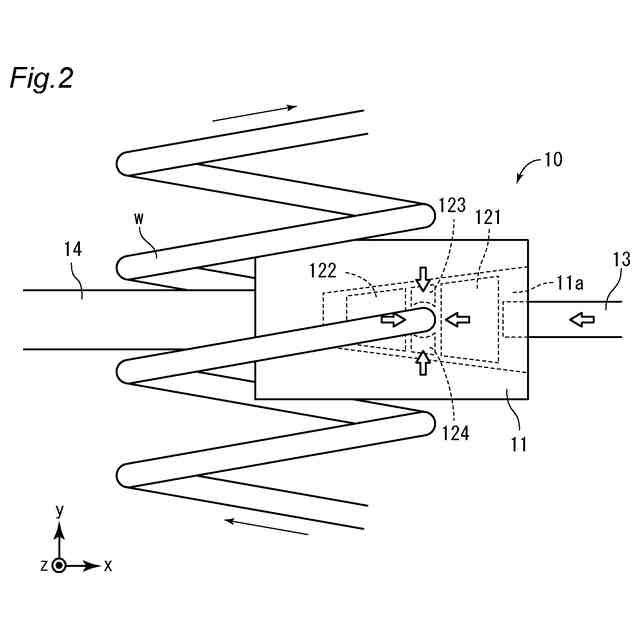
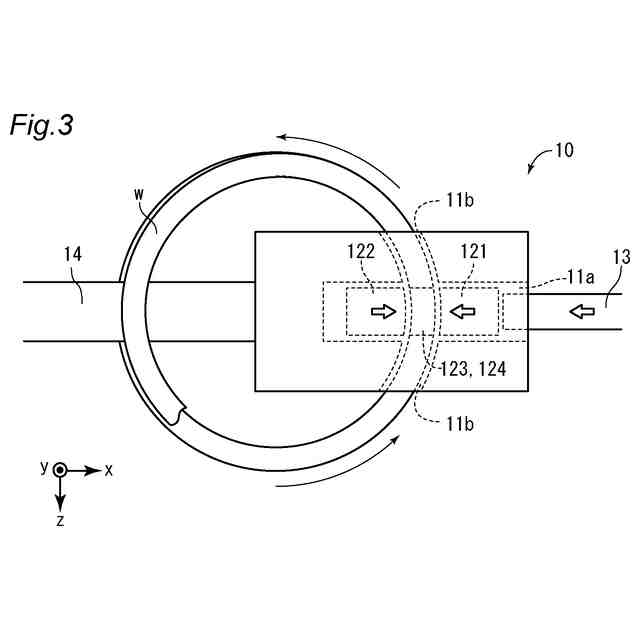
本発明の一実施形態によるコイルばねの加工装置は、コイル状に成形するための曲げ加工を施した素線に全周面圧縮負荷を加える、コイルばねの加工装置であって、穴を有するガイド部材と、前記穴の内部において、前記穴を通過する前記素線の、前記コイルばねの径方向の両側及び前記コイルばねの高さ方向の両側に配置される少なくとも4つのダイスと、前記4つのダイスの少なくとも一つを前記コイルばねの径方向の一方側に押し込む打撃部材と、を備え、前記穴は、前記一方側に向かって、前記コイルばねの高さ方向の寸法が小さくなるテーパ形状を有する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鉄道車輪
7日前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
耐火被覆梁及び床構造
3日前
日本製鉄株式会社
床構造及び床構造の施工方法
3日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
4日前
日本製鉄株式会社
装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラム
今日
日本製鉄株式会社
高炉の炉況判断方法、高炉の炉況判断装置、及び高炉の炉況判断方法のプログラム
3日前
日本製鉄株式会社
液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法
4日前
個人
棒鋼連続引抜装置
2か月前
個人
ヘッダー加工機
4日前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス金型
3日前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
工機ホールディングス株式会社
ニブラ
25日前
トヨタ自動車株式会社
打ち抜き加工方法
19日前
株式会社TMEIC
監視装置
1か月前
株式会社トラバース
パンチング加工装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社不二越
転造加工用平ダイス
2か月前
株式会社エナテック
製品分離システム
2か月前
本田技研工業株式会社
鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
トックス プレソテクニック株式会社
接合装置
2か月前
日本製鉄株式会社
圧延装置
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
株式会社IKS
滑り止め構造
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ