TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086710
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200920
出願日
2023-11-28
発明の名称
装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラム
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C21B
7/24 20060101AFI20250602BHJP(鉄冶金)
要約
【課題】装入装置から落下する高炉原料の落下流幅に基づく、装入装置の摩耗の度合いの推定精度を高めることを目的とする。
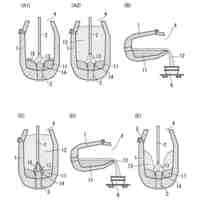
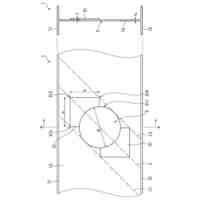
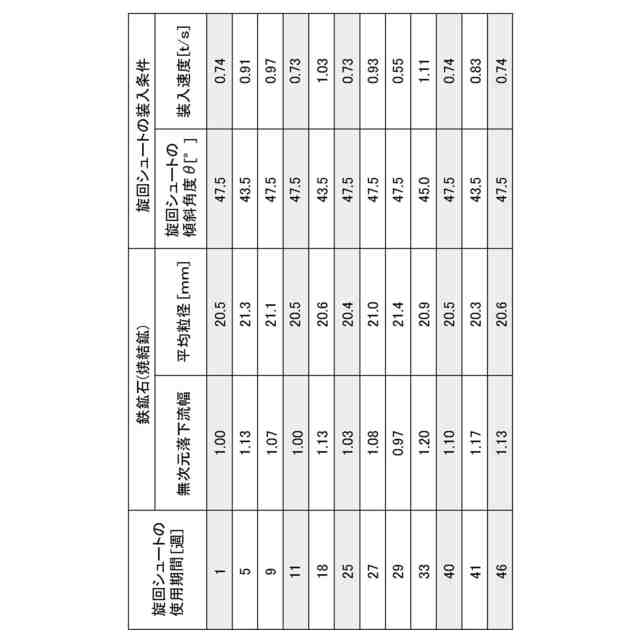
【解決手段】装入装置の摩耗推定方法は、旋回シュート40から高炉10内に装入された高炉原料の落下流幅を複数回測定し、装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の落下流幅に基づいて、旋回シュート40の摩耗の度合いを推定する。
【選択図】図6
特許請求の範囲
【請求項1】
装入装置から高炉内に装入された高炉原料の落下流幅を複数回測定し、
前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する、
装入装置の摩耗推定方法。
続きを表示(約 870 文字)
【請求項2】
異なる前記装入条件で前記装入装置から前記高炉内に装入された高炉原料の落下流幅を複数回測定し、
測定された複数の前記落下流幅のうち、前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する、
請求項1に記載の装入装置の摩耗推定方法。
【請求項3】
前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の場合に、前記装入装置から前記高炉内に装入された高炉原料の落下流幅を測定する、
請求項1に記載の装入装置の摩耗推定方法。
【請求項4】
前記装入装置に搬送される高炉原料の粒度を測定し、
前記装入条件が所定条件で、かつ、測定された高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する、
請求項1に記載の装入装置の摩耗推定方法。
【請求項5】
前記装入装置に搬送される高炉原料の粒度を連続的又は定期的に測定する、
請求項4に記載の装入装置の摩耗推定方法。
【請求項6】
請求項1~請求項5の何れか1項に記載の装入装置の摩耗推定方法によって推定された前記装入装置の摩耗の度合いが、閾値以上の場合に、前記装入条件を変更する、
高炉操業方法。
【請求項7】
装入装置から高炉内に装入された高炉原料の落下流幅を複数回測定し、
前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する、
処理を実行する制御部を含む高炉操業制御装置。
【請求項8】
装入装置から高炉内に装入された高炉原料の落下流幅を複数回測定し、
前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する、
処理をコンピュータに実行させる高炉操業制御プログラム。
発明の詳細な説明
【技術分野】
【0001】
本願が開示する技術は、装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラムに関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
高炉内に高炉原料を装入する旋回シュートの内面までの距離を測定し、当該面内の摩耗を検査する摩耗検査装置がある(例えば、特許文献1参照)。
【0003】
また、高炉内に高炉原料を装入する旋回シュートの下方にゾンデを配置し、ゾンデに設けられた光ファイバセンサによって高炉原料の落下位置を測定する原料落下位置測定装置がある(例えば、特許文献2参照)。
【0004】
また、高炉に装入される高炉原料を加速度検出手段の加速度センサに落下させ、高炉原料の落下位置を測定する落下位置測定装置がある(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
特開2022-152599号公報
特開2013-221213号公報
特開2022-152599号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
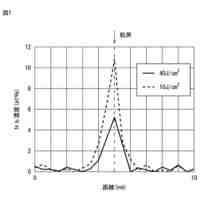
ところで、高炉内に高炉原料を装入するベルや旋回シュート等の装入装置が摩耗すると、装入装置から落下する高炉原料の落下流の幅(以下、「落下流幅」という)が広くなり、高炉内に堆積される高炉原料の堆積分布が変動する。そして、高炉内に堆積される高炉原料の堆積分布が変動すると、高炉内の通気性等が低下し、高炉操業が不安定になる可能性がある。
【0007】
この対策として、例えば、特許文献3に開示された落下位置測定装置によって、装入装置から落下する高炉原料の落下流幅を測定し、測定された落下流幅から装入装置の摩耗の度合いを推定することが考えられる。
【0008】
しかしながら、装入装置から落下する高炉原料の落下流幅は、装入装置の摩耗だけでなく、他の要因によっても変動するため、装入装置の摩耗の度合いを正確に推定することが難しい。
【0009】
本願が開示する技術は、装入装置から落下する高炉原料の落下流幅に基づく、装入装置の摩耗の度合いの推定精度を高めることを目的とする。
【課題を解決するための手段】
【0010】
第1態様に係る装入装置の摩耗推定方法は
、装
入装置から高炉内に装入された高炉原料の落下流幅を複数回測定し、前記装入条件が所定条件で、かつ、高炉原料の粒度が所定範囲の前記落下流幅に基づいて、前記装入装置の摩耗の度合いを推定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
15日前
日本製鉄株式会社
鋼線
15日前
日本製鉄株式会社
床構造
22日前
日本製鉄株式会社
角形鋼管
2日前
日本製鉄株式会社
直流電気炉
10日前
日本製鉄株式会社
直流電気炉
10日前
日本製鉄株式会社
圧延H形鋼
2日前
日本製鉄株式会社
柱梁接合部
1日前
日本製鉄株式会社
転炉吹錬方法
3日前
日本製鉄株式会社
金属溶解方法
10日前
日本製鉄株式会社
転炉吹錬方法
3日前
日本製鉄株式会社
鋼の製造方法
17日前
日本製鉄株式会社
鋼線及びロープ
2日前
日本製鉄株式会社
パネル用支持具
1日前
日本製鉄株式会社
高炉の操業方法
8日前
日本製鉄株式会社
パネル用支持具
1日前
日本製鉄株式会社
鋼管用ねじ継手
1日前
日本製鉄株式会社
鋼線及び撚り線
2日前
日本製鉄株式会社
直流電気溶解炉
10日前
日本製鉄株式会社
溶銑の脱りん方法
15日前
日本製鉄株式会社
棒製品の製造方法
17日前
日本製鉄株式会社
補強H形鋼有孔梁
11日前
日本製鉄株式会社
焼結鉱の製造方法
18日前
日本製鉄株式会社
焼結鉱の製造方法
18日前
日本製鉄株式会社
溶銑の予備処理方法
3日前
日本製鉄株式会社
制御装置及び制御方法
11日前
日本製鉄株式会社
ガス漏洩部の補修方法
9日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
8日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
15日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
2日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
10日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
1日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
15日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ