TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085403
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199260
出願日
2023-11-24
発明の名称
液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B65D
88/06 20060101AFI20250529BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】優れたアレスト特性を実現することが可能な、液化アンモニアタンク並びに液化アンモニアタンクの内槽の製造方法及び設計方法を提供する。
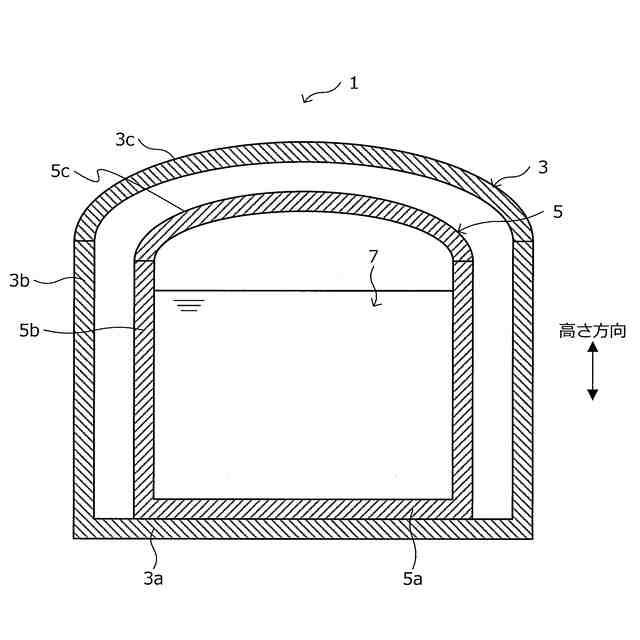
【解決手段】外槽と、外槽の内側に配設された内槽と、を有する液化アンモニアタンクであって、内槽は、底部と、側壁部と、屋根部と、を有し、内槽の側壁部は、複数の鋼材が溶接部を介して連結されて構成されており、鋼材の短手方向が内槽の高さ方向に合わせて配置されており、鋼材の短手方向の長さは500mm以上であり、鋼材の短手方向に伸びる第一の短手方向溶接部と、短手方向において隣り合う、他の鋼材の短手方向に伸びる第二の短手方向溶接部とは、鋼材の長手方向における位置が相違しており、第一の短手方向溶接部と第二の短手方向溶接部との間の、鋼材の長手方向の距離は300mm以上であり、鋼材の-35℃におけるKca値が、6000N/mm
3/2
以上である。
【選択図】図2
特許請求の範囲
【請求項1】
外槽と、前記外槽の内側に配設された内槽と、を有する液化アンモニアタンクであって、
前記内槽は、底部と、側壁部と、屋根部と、を有し、
前記内槽の側壁部は、複数の鋼材が溶接部を介して連結されて構成されており、
前記鋼材の短手方向は前記内槽の高さ方向に合わせて配置されており、
前記鋼材の短手方向の長さは500mm以上であり、
前記鋼材の短手方向に伸びる第一の短手方向溶接部と、前記短手方向において隣り合う他の鋼材の短手方向に伸びる第二の短手方向溶接部との、前記鋼材の長手方向における位置が相違しており、
前記鋼材の長手方向における、前記第一の短手方向溶接部と前記第二の短手方向溶接部との距離は300mm以上であり、
前記鋼材の-35℃におけるKca値は6000N/mm
3/2
以上である、液化アンモニアタンク。
続きを表示(約 1,600 文字)
【請求項2】
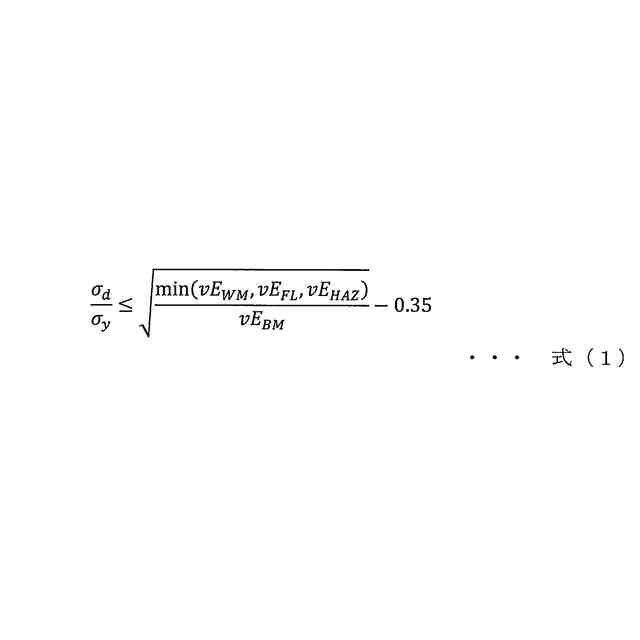
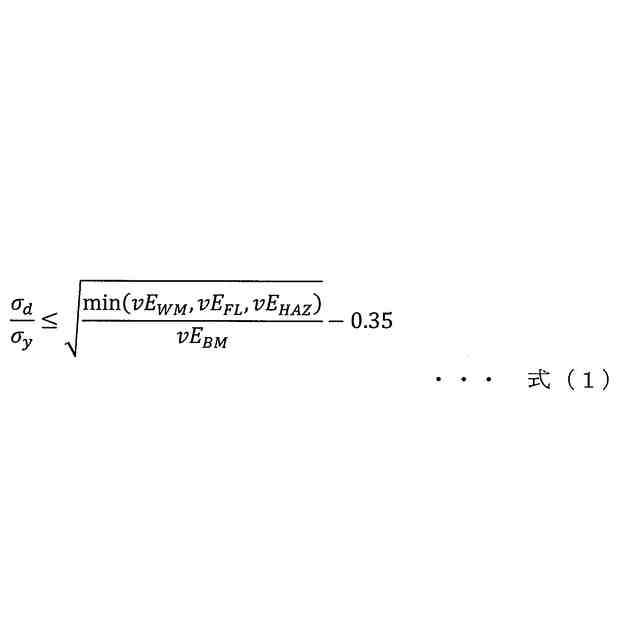
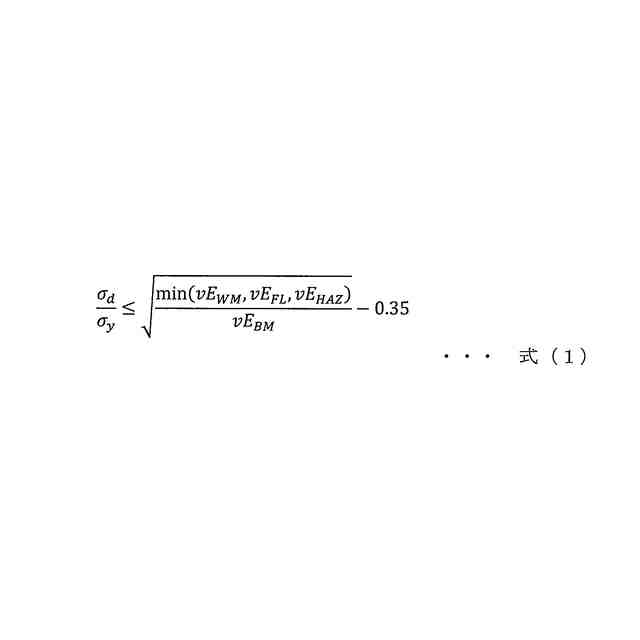
前記鋼材及び前記溶接部は、以下の式(1)を満足する、請求項1に記載の液化アンモニアタンク。
TIFF
2025085403000008.tif
31
134
ここで、上記式(1)において、
σ
d
:鋼材の設計応力
σ
y
:鋼材の降伏応力
vE
WM
:溶接金属のシャルピー吸収エネルギー
vE
FL
:フュージョンラインのシャルピー吸収エネルギー
vE
HAZ
:鋼材の熱影響部のシャルピー吸収エネルギー
vE
BM
:鋼材の母材部のシャルピー吸収エネルギー
であり、min(vE
WM
,vE
FL
,vE
HAZ
)との表記は、vE
WM
、vE
FL
、vE
HAZ
の3つの値のうち、最も小さい値を選択することを意味する。
【請求項3】
前記鋼材の厚さは60mm以下である、請求項1に記載の液化アンモニアタンク。
【請求項4】
前記鋼材の長手方向の長さは5500mm以下である、請求項1に記載の液化アンモニアタンク。
【請求項5】
前記鋼材のNi含有量は2.0質量%以下であり、
前記溶接部を構成する溶接金属のNi含有量は6.0質量%未満である、請求項1に記載の液化アンモニアタンク。
【請求項6】
前記鋼材の母材部のビッカース硬さが240以下であり、かつ、前記鋼材の熱影響部のビッカース硬さが300以下である、請求項1に記載の液化アンモニアタンク。
【請求項7】
外槽と、前記外槽の内側に配設され、底部と、側壁部と、屋根部とを有する内槽と、を有する液化アンモニアタンクにおける、前記内槽の製造方法であって、
-35℃におけるKca値が6000N/mm
3/2
以上である鋼材を選定する工程と、
複数の前記鋼材を互いに溶接して前記内槽の前記側壁部を形成する工程と、を有し、
前記鋼材の短手方向の長さを500mm以上とし、
前記鋼材の短手方向を前記内槽の高さ方向に合わせ、前記内槽の高さ方向で隣り合う、一方の前記鋼材の短手方向に伸びる溶接部と他方の前記鋼材の短手方向に伸びる溶接部との、前記内槽の周方向における位置が相違するように配置し、かつ、
前記内槽の周方向における、一方の前記鋼材の短手方向に伸びる溶接部の位置と、他方の前記鋼材の短手方向に伸びる溶接部の位置と、の距離を300mm以上とする、液化アンモニアタンクの内槽の製造方法。
【請求項8】
外槽と、前記外槽の内側に配設され、底部と、側壁部と、屋根部とを有する内槽と、を有する液化アンモニアタンクの前記内槽の設計方法であって、
複数の鋼材を互いに溶接して、前記内槽の前記側壁部を形成する工程を設定し、
前記鋼材の-35℃におけるKca値を6000N/mm
3/2
以上に設定し、前記鋼材の短手方向の長さを500mm以上に設定し、
前記鋼材の短手方向を前記内槽の高さ方向に合わせ、前記内槽の高さ方向で隣り合う、一方の前記鋼材の短手方向に伸びる溶接部と他方の前記鋼材の短手方向に伸びる溶接部との、前記内槽の周方向における位置が相違するように配置し、かつ、
前記内槽の周方向における、一方の前記鋼材の短手方向に伸びる溶接部の位置と、他方の前記鋼材の短手方向に伸びる溶接部の位置と、の距離を300mm以上に設定する、液化アンモニアタンクの内槽の設計方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
近年、アンモニアは、二酸化炭素を発生しない燃料としてだけでなく、次世代エネルギーの選択肢の一つである水素を運ぶ手段(水素キャリア)としても、注目されている。アンモニアは、低温で液体となり、液化アンモニアとして運搬され、所定の貯蔵タンクに収容されることが想定される。
【0003】
ところで、従来、Ni含有量が2.3~3.5%である鋼材をNi含有量が6~12%である溶接材料を用いて溶接してなる液化石油ガスを貯蔵するタンクが提案されている(例えば、以下の特許文献1を参照。)。特許文献1では、低温タンクの安全性に関する新しい考え方として、亀裂伝播停止性能(アレスト性能)が検討されている。
【先行技術文献】
【特許文献】
【0004】
特開昭60-215195号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に開示されているような従来の液化ガスタンクにはNiを含有する鋼材及び溶接材料が使用される場合が多い。しかしながら、液化アンモニアを貯蔵する場合には、アンモニアによる応力腐食割れ(Stress Corrosion Cracking:SCC)が懸念されるため、Ni含有量が多い鋼材及び溶接材料を、特別な配慮なしに用いることができない。
【0006】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、優れたアレスト特性を実現することが可能な、液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意検討を行った結果、液化アンモニアタンクを実現するためには、従来の液化ガスタンクでは着目されなかった、ロングクラックアレストに着目する必要があることを知見した。その上で、本発明者らは、このような知見に基づき更なる検討を行った結果、以下で説明する本発明を完成するに至った。
本発明の要旨は、以下の通りである。
【0008】
[1]外槽と、前記外槽の内側に配設された内槽と、を有する液化アンモニアタンクであって、前記内槽は、底部と、側壁部と、屋根部と、を有し、前記内槽の側壁部は、複数の鋼材が溶接部を介して連結されて構成されており、前記鋼材の短手方向は前記内槽の高さ方向に合わせて配置されており、前記鋼材の短手方向の長さは500mm以上であり、前記鋼材の短手方向に伸びる第一の短手方向溶接部と、前記短手方向において隣り合う他の鋼材の短手方向に伸びる第二の短手方向溶接部との、前記鋼材の長手方向における位置が相違しており、前記鋼材の長手方向における、前記第一の短手方向溶接部と前記第二の短手方向溶接部との距離は300mm以上であり、前記鋼材の-35℃におけるKca値は6000N/mm
3/2
以上である、液化アンモニアタンク。
[2]前記鋼材及び前記溶接部は、以下の式(1)を満足する、[1]に記載の液化アンモニアタンク。
ここで、以下の式(1)において、
σ
d
:鋼材の設計応力
σ
y
:鋼材の降伏応力
vE
WM
:溶接金属のシャルピー吸収エネルギー
vE
FL
:フュージョンラインのシャルピー吸収エネルギー
vE
HAZ
:鋼材の熱影響部のシャルピー吸収エネルギー
vE
BM
:鋼材の母材部のシャルピー吸収エネルギー
であり、min(vE
WM
,vE
FL
,vE
HAZ
)との表記は、vE
WM
、vE
FL
、vE
HAZ
の3つの値のうち、最も小さい値を選択することを意味する。
[3]前記鋼材の厚さは60mm以下である、[1]に記載の液化アンモニアタンク。
[4]前記鋼材の長手方向の長さは5500mm以下である、[1]に記載の液化アンモニアタンク。
[5]前記鋼材のNi含有量は2.0質量%以下であり、前記溶接部を構成する溶接金属のNi含有量は6.0質量%未満である、[1]に記載の液化アンモニアタンク。
[6]前記鋼材の母材部のビッカース硬さが240以下であり、かつ、前記鋼材の熱影響部のビッカース硬さが300以下である、[1]に記載の液化アンモニアタンク。
[7]外槽と、前記外槽の内側に配設され、底部と、側壁部と、屋根部とを有する内槽と、を有する液化アンモニアタンクにおける、前記内槽の製造方法であって、-35℃におけるKca値が6000N/mm
3/2
以上である鋼材を選定する工程と、複数の前記鋼材を互いに溶接して前記内槽の前記側壁部を形成する工程と、を有し、前記鋼材の短手方向の長さを500mm以上とし、前記鋼材の短手方向を前記内槽の高さ方向に合わせ、前記内槽の高さ方向で隣り合う、一方の前記鋼材の短手方向に伸びる溶接部と他方の前記鋼材の短手方向に伸びる溶接部との、前記内槽の周方向における位置が相違するように配置し、かつ、前記内槽の周方向における、一方の前記鋼材の短手方向に伸びる溶接部の位置と、他方の前記鋼材の短手方向に伸びる溶接部の位置と、の距離を300mm以上とする、液化アンモニアタンクの内槽の製造方法。
[8]外槽と、前記外槽の内側に配設され、底部と、側壁部と、屋根部とを有する内槽と、を有する液化アンモニアタンクの前記内槽の設計方法であって、複数の鋼材を互いに溶接して、前記内槽の前記側壁部を形成する工程を設定し、前記鋼材の-35℃におけるKca値を6000N/mm
3/2
以上に設定し、前記鋼材の短手方向の長さを500mm以上に設定し、前記鋼材の短手方向を前記内槽の高さ方向に合わせ、前記内槽の高さ方向で隣り合う、一方の前記鋼材の短手方向に伸びる溶接部と他方の前記鋼材の短手方向に伸びる溶接部との、前記内槽の周方向における位置が相違するように配置し、かつ、前記内槽の周方向における、一方の前記鋼材の短手方向に伸びる溶接部の位置と、他方の前記鋼材の短手方向に伸びる溶接部の位置と、の距離を300mm以上に設定する、液化アンモニアタンクの内槽の設計方法。
【0009】
TIFF
2025085403000002.tif
31
134
【発明の効果】
【0010】
本発明の一態様によれば、液化アンモニアタンクにおいて、より優れたアレスト特性を実現することが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
6日前
日本製鉄株式会社
鉄道車輪
6日前
日本製鉄株式会社
脱りん方法
17日前
日本製鉄株式会社
冷却構造体
18日前
日本製鉄株式会社
冷却構造体
18日前
日本製鉄株式会社
クランク軸
10日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
金属溶解方法
24日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
鋼の製造方法
26日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の精錬方法
23日前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
メタンの製造方法
24日前
日本製鉄株式会社
ボルトの製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
粒度分布測定方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
3日前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
耐火被覆梁及び床構造
2日前
日本製鉄株式会社
素形材及びその製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ