TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025066260
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023175718
出願日
2023-10-11
発明の名称
素形材及びその製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250416BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】Tiの含有を必須としないこと前提として、浸炭を経て部品となる素形材であって、脱窒の影響が大きい高温真空浸炭をした場合にも、異常粒成長が抑制される素形材、及びその製造方法を提供すること。
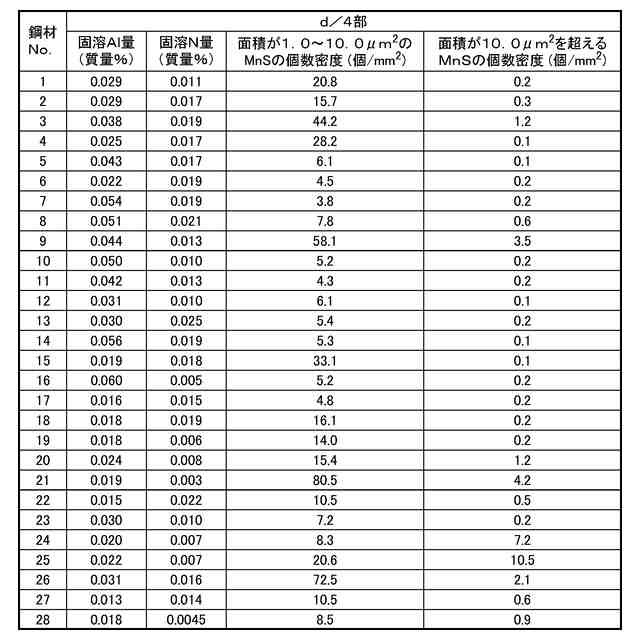
【解決手段】素形材であって、所定の化学組成を有し、前記化学組成における質量%でのAl含有量を[Al]、N含有量を[N]としたとき、前記[Al]と前記[N]とが下記(1)式、(2)式を満たし、表面から、前記表面に垂直な方向に前記素形材の内部に向かって5mmの位置において、面積が1.0~10.0μm
2
のMnSの個数密度が70.0個/mm
2
以下であり、面積が10.0μm
2
を超えるMnSの個数密度が4.0個/mm
2
以下であり、析出Al量が0.012質量%以上であり、AlNの平均サイズが20~90nmである、ことを特徴とする素形材。
【選択図】なし
特許請求の範囲
【請求項1】
素形材であって、
質量%で、
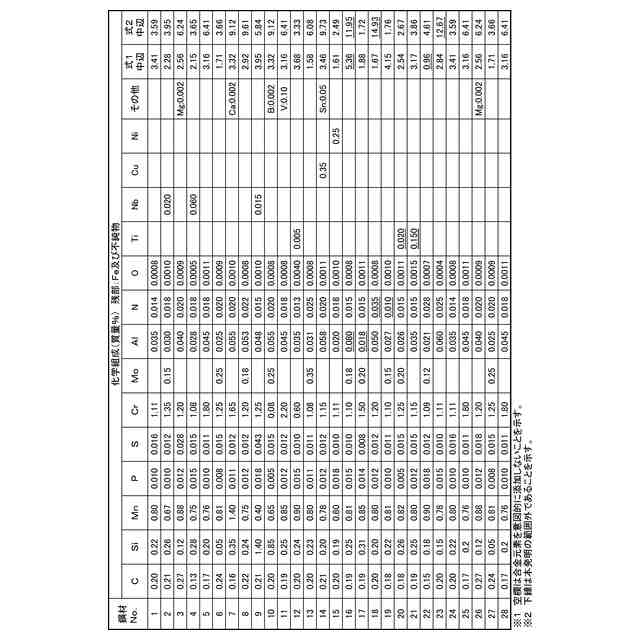
C :0.10~0.30%、
Si:0.03~1.50%、
Mn:0.35~1.50%、
P :0.002~0.020%、
S :0.002~0.050%、
Cr:0.05~2.30%、
Al:0.020~0.060%、
N :0.011~0.030%、
Ti:0~0.007%、
Nb:0~0.100%、
Mo:0~0.40%、
O :0~0.0050%、
V:0~0.15%、
B:0~0.005%、
Cu:0~0.40%、
Ni:0~0.30%、
Sn:0~0.10%、
Ca:0~0.005%、
Mg:0~0.005%、
残部:Fe及び不純物、
からなる化学組成を有し、
前記化学組成における質量%でのAl含有量を[Al]、N含有量を[N]としたとき、前記[Al]と前記[N]とが下記(1)式、(2)式を満たし、
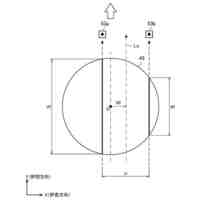
表面から、前記表面に垂直な方向に前記素形材の内部に向かって5mmの位置において、
面積が1.0~10.0μm
2
のMnSの個数密度が70.0個/mm
2
以下であり、面積が10.0μm
2
を超えるMnSの個数密度が4.0個/mm
2
以下であり、
析出Al量が0.012質量%以上であり、AlNの平均サイズが20~90nmである、
ことを特徴とする素形材。
1.50≦[Al]/([N]-(-0.0013×[Al]/[N]+0.007))≦5.00・・・(1)
1.50≦[Al]×([N]-(-0.0013×[Al]/[N]+0.007))×10000≦10.00・・・(2)
続きを表示(約 790 文字)
【請求項2】
ミクロ組織が、フェライト及びパーライトからなる、
ことを特徴とする、請求項1に記載の素形材。
【請求項3】
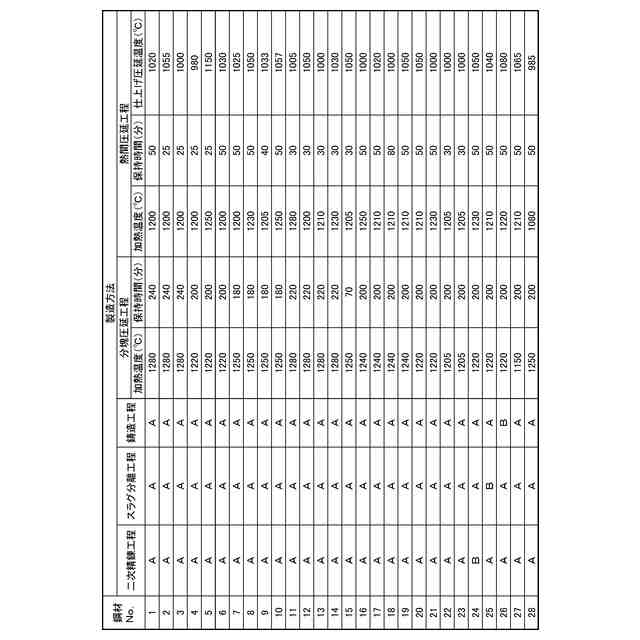
質量%で、C:0.10~0.30%、Si:0.03~1.50%、Mn:0.35~1.50%、P:0.002~0.020%、S:0.002~0.050%、Cr:0.05~2.30%、Al:0.020~0.060%、N:0.011~0.030%、Ti:0~0.007%、Nb:0~0.100%、Mo:0~0.40%、O:0~0.0050%、V:0~0.15%、B:0~0.005%、Cu:0~0.40%、Ni:0~0.30%、Sn:0~0.10%、Ca:0~0.005%、Mg:0~0.005%、残部:Fe及び不純物からなる化学組成を有し、前記化学組成における質量%でのAl含有量を[Al]、N含有量を[N]としたとき、前記[Al]と前記[N]とが下記(1)式、(2)式を満たす鋼材を、800℃以上の温度に加熱した後、鍛造し、400℃以下までの平均冷却速度が0.1~1.0℃/sとなるように冷却する、鍛造工程と、
前記鍛造工程後の、前記鋼材を、950~1020℃の第1温度域に加熱し、前記第1温度域で10~100分保持後、0.1℃/s以上の平均冷却速度で550~700℃の第2温度域まで冷却し、前記第2温度域で10~100分保持を行い、その後、400℃以下まで0.1~20.0℃/sの平均冷却速度で冷却する熱処理工程と、
を含む、ことを特徴とする、素形材の製造方法。
1.50≦[Al]/([N]-(-0.0013×[Al]/[N]+0.007))≦5.00・・・(1)
1.50≦[Al]×([N]-(-0.0013×[Al]/[N]+0.007))×10000≦10.00・・・(2)
発明の詳細な説明
【技術分野】
【0001】
本発明は素形材及びその製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、自動車、建設車両等の電動化に伴う駆動ユニットの小型化により、歯車等の機械駆動部品の更なる高強度化が求められている。
また、歯車では、歯がかみ合う際に歯に曲げ荷重がかかる。そのため、歯車の歯には曲げ疲労強度が求められる。さらに、歯車では短い周期で歯面同士が摺動する。そのため、歯面では、ピッチングの抑制が求められる。つまり、自動車や建設車両等に用いられる歯車に代表される機械部品では、曲げ疲労強度だけでなく、面疲労強度(ピッチング特性)も求められる。機械部品の面疲労強度の向上には、浸炭処理(浸炭焼入れ)を行うことが非常に有効であることが知られている。
そのため、一般的に、歯車等の機械部品は素材となる棒鋼などの鋼材を鍛造等で加工して素形材とし、素形材を必要に応じて部品形状に切削加工し、その後、浸炭処理(浸炭焼入れ)が施されることによって製造されることが多い。
【0003】
浸炭処理としては、従来多く用いられてきたガス浸炭処理に代わって、CO
2
排出量が削減される真空浸炭処理が用いられるようになってきている。ガス浸炭処理とは、浸炭性ガス中で対象物を浸炭温度まで加熱することにより実施される表面処理であり、真空浸炭処理とは、対象物を真空下で浸炭温度まで加熱し、次いで、浸炭性ガスを低圧で雰囲気中に導入する浸炭期と、対象物を真空雰囲気で保持して炭素を拡散させる拡散期とを1回以上設けることにより実施される表面処理である。真空浸炭処理では、炭化水素系ガスを炭素の供給源として利用する。そのため真空浸炭処理は、浸炭反応でCO
2
を発生させない。従って真空浸炭処理は、地球環境にやさしい工程で部品を製造することができる。
【0004】
一方で、浸炭処理では、対象物を浸炭温度まで加熱することから、鋼材において、異常粒成長が生じ、これが、疲労特性等の低下の原因となることがある。特に、真空浸炭処理では、浸炭温度までの加熱とともに、表面が脱窒されるので、より異常粒成長が生じやすい。
【0005】
浸炭時の異常粒成長の抑制という課題に対し、特許文献1には、質量%で、C:0.05~0.25%、Si:0.05~2.0%、Mn:0.01~1.5%、S:0.005~0.2%、Cr:0.4~1.5%、N:0.0085~0.0219%、Al:0.058~0.062%、Nb:0.038~0.100%、Ti:0.008~0.012%、を含み、残部はFeおよび不可避不純物よりなる鋼からなり、鋼中のAl,Nb,Tiから選ばれる少なくとも1種の元素を含む円相当径100nm以上の全ての炭化物、窒化物および炭窒化物、それらの2種以上が付着し、もしくは複合した析出物の数が0.5×10
12
個/m
2
以下である、高温浸炭時の結晶粒粗大化防止特性に優れた肌焼用圧延棒鋼が開示されている。
【0006】
また、特許文献2には、浸炭処理の際にオーステナイト結晶粒の粗大化や異常成長等の発生を防止することのできる高温浸炭用鋼として、Nb:0.001~0.10%(質量%の意味、以下同じ)、Al:0.01~0.15%、N:0.01~0.03%を夫々含むと共に、Nの含有量[N]は(1)式を満足し、且つ(2)式で表される熱間加工後の固溶Al量が0.01~0.10%であることを特徴とする高温浸炭用鋼が開示されている。特許文献2では、熱間圧延後にAlを析出させず、固溶Alの状態で適正量含有させることによって、その後の熱処理時に微細なAlNやNbC,或いはNbCNとAlNの複合析出物を得ることができ、これが高温浸炭時にピンニング効果を発揮し、高温まで結晶粒の粗大化を抑制できる、と開示されている。
【0007】
しかしながら、特許文献1の技術では、多量のTiを含有する必要がある。これらの元素は、結晶粒粗大化防止に一定の効果を有するものの、含有させると、圧延時に疵が生じる原因となる、または切削性が低下するという課題があった。
また、特許文献1及び2では、いずれも真空浸炭を行った場合に結晶粒の粗大化が防止できることは示されていない。本発明者らが検討したところ、特許文献1、2では、ガス浸炭の場合には異常粒成長を抑制できるものの、より厳しい条件であり真空浸炭の場合には、必ずしも十分に結晶粒の粗大化(異常粒成長)を抑制できないことが分かった。
【0008】
これに対し、例えば、特許文献3には、真空浸炭時の処理表面部等の異常粒成長を抑制可能な真空浸炭用粗形材として、最終の熱間加工を終えており、980℃以上、かつ、式(2)により示されるT1(℃)よりも低く、かつ、式(3)により示されるT2(℃)よりも低い処理温度で真空浸炭を行うことが予定された真空浸炭用粗形材であって、フェライト・パーライト組織を有し、断面における円相当径100nm以上のAlN析出物が1.5個/100μm
2
以下である真空浸炭用粗形材が開示されている。
【0009】
しかしながら、本発明者らの検討の結果、特許文献3では、異常粒成長を抑制が十分ではないことが分かった。具体的には、特許文献3では、鍛造時に固溶させたAlNを真空浸炭昇温時に微細に析出させており、このような場合、AlNが真空浸炭時の脱窒により溶解し、十分に異常粒成長を抑制できない場合があることが分かった。
【先行技術文献】
【特許文献】
【0010】
特許第4807949号公報
特開2001-20038号公報
特許第7010320号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
3日前
日本製鉄株式会社
鉄道車輪
3日前
日本製鉄株式会社
クランク軸
7日前
日本製鉄株式会社
冷却構造体
15日前
日本製鉄株式会社
冷却構造体
15日前
日本製鉄株式会社
脱りん方法
14日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
金属溶解方法
21日前
日本製鉄株式会社
鋼の製造方法
23日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
溶鉄の精錬方法
20日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
メタンの製造方法
21日前
日本製鉄株式会社
粒度分布測定方法
13日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
ボルトの製造方法
27日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
20日前
日本製鉄株式会社
温度測定装置及び温度測定方法
8日前
日本製鉄株式会社
T継手の製造方法及び評価方法
21日前
日本製鉄株式会社
温度測定装置及び温度測定方法
8日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
13日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
13日前
株式会社小松製作所
耐摩耗部品
17日前
日本製鉄株式会社
コークス品質のばらつき推定方法
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ