TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025072220
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182824
出願日
2023-10-24
発明の名称
ボルトの製造方法
出願人
日本製鉄株式会社
,
株式会社樋口鐵工所
代理人
アセンド弁理士法人
主分類
B21H
3/04 20060101AFI20250430BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ねじ部の疲労強度を向上させることが可能なボルトの製造方法を提供する。
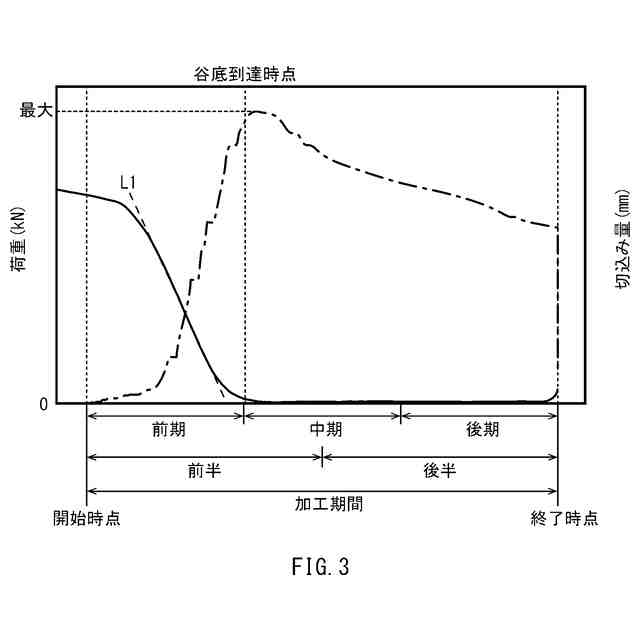
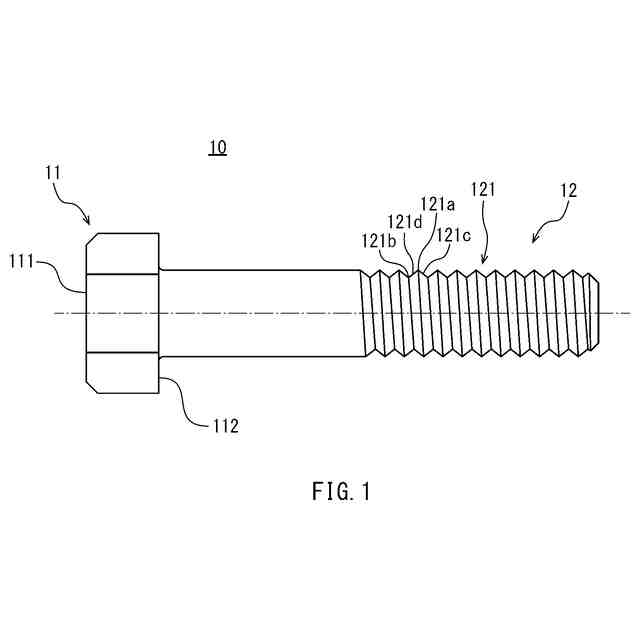
【解決手段】ボルト(10)の製造方法は、頭部(21)と、頭部(21)に接続された軸部(22)とを含む素材(20)を準備する工程と、ねじ転造ダイス(31)によって軸部(22)に転造加工を施して軸部(22)の表面にねじ部(121)を形成する工程とを備える。ねじ転造ダイス(31)による軸部(22)の加工期間中にねじ転造ダイス(31)から軸部(22)に対して負荷される荷重は、加工期間の前期又は中期で最大となる。
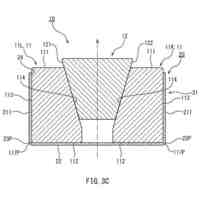
【選択図】図3
特許請求の範囲
【請求項1】
ボルトの製造方法であって、
頭部と、前記頭部に接続された軸部とを含む素材を準備する工程と、
ねじ転造ダイスによって前記軸部に転造加工を施して前記軸部の表面にねじ部を形成する工程と、
を備え、
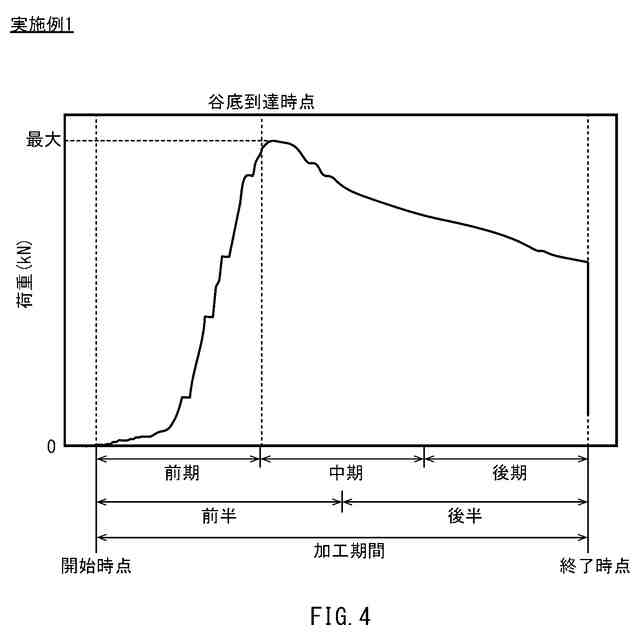
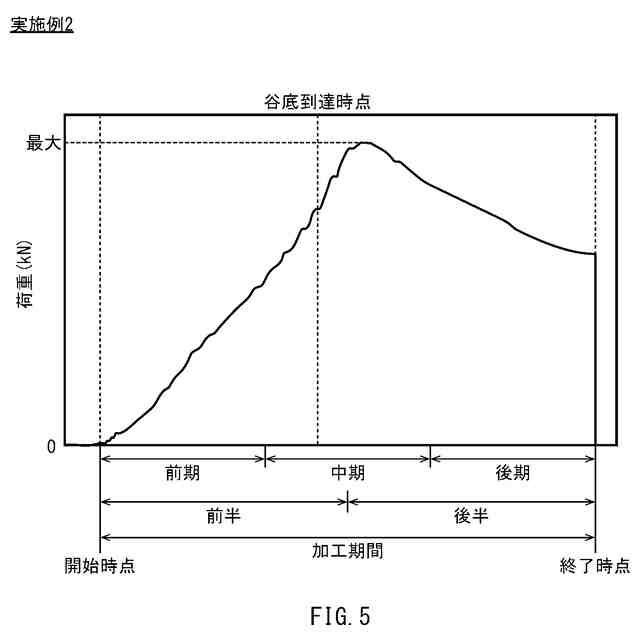
前記ねじ転造ダイスによる前記軸部の加工期間中に前記ねじ転造ダイスから前記軸部に対して負荷される荷重は、前記加工期間の前期又は中期で最大となる、製造方法。
続きを表示(約 190 文字)
【請求項2】
請求項1に記載のボルトの製造方法であって、
前記加工期間中に前記ねじ転造ダイスから前記軸部に対して負荷される荷重は、前記加工期間の前半で最大となる、製造方法。
【請求項3】
請求項1又は2に記載のボルトの製造方法であって、
前記ねじ転造ダイスの前記軸部に対する切込み速度は、91.5mm/min以上である、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボルトの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ボルトのねじ部は、一般に、切削加工又は転造加工によって形成される。転造加工には金型が必要である一方、切削加工には金型が不要であるため、切削加工の初期コストは転造加工と比べて小さい。したがって、少量生産のボルトの場合、通常、ねじ部の加工方法として切削加工が選択される。一方、転造加工は切削加工と比べて生産性が高いため、同一形状のボルトを大量生産する場合には、ねじ部の加工方法として転造加工が選択されることが多い。
【0003】
転造加工は、ねじ転造ダイスを用いて素材の表面にねじ部を形成する加工方法である。より具体的には、素材をねじ転造ダイスに押し付けながら転がすと、ねじ転造ダイスの表面に設けられたねじ部によって素材が塑性変形し、素材の表面にねじ部が形成される。例えば、特許文献1には、丸ダイスを用いたねじ部の転造加工方法が開示されている。特許文献1では、2つの丸ダイスの間に軸状の素材を挟み込み、丸ダイスを同一方向に回転させつつ丸ダイスのねじ部を素材の表面にその径方向から押し付けることにより、材料を丸ダイスのねじ部に沿って塑性流動させる。特許文献1には、丸ダイスと素材との間に隙間がなくなるまで丸ダイスを素材に押し付けた後、さらに僅かな荷重を丸ダイスから素材に負荷することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2023-078498号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に、ボルトのねじ部には、その用途に応じた疲労強度が要求される。転造加工によってボルトにねじ部を形成する場合、転造条件によってねじ部の疲労強度が変化する可能性がある。ねじ部の疲労強度を向上させるため、適切な転造加工によってボルトを製造することが望まれる。
【0006】
本開示は、ねじ部の疲労強度を向上させることが可能なボルトの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本開示に係るボルトの製造方法は、頭部と、頭部に接続された軸部とを含む素材を準備する工程と、ねじ転造ダイスによって軸部に転造加工を施して軸部の表面にねじ部を形成する工程とを備える。ねじ転造ダイスによる軸部の加工期間中にねじ転造ダイスから軸部に対して負荷される荷重は、加工期間の前期又は中期で最大となる。
【発明の効果】
【0008】
本開示に係るボルトの製造方法によれば、ねじ部の疲労強度を向上させることができる。
【図面の簡単な説明】
【0009】
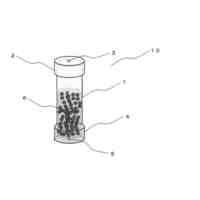
図1は、実施形態に係る製造方法で製造されるボルトの概略構成を示す図である。
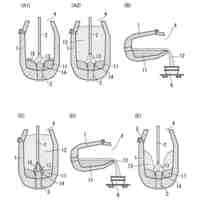
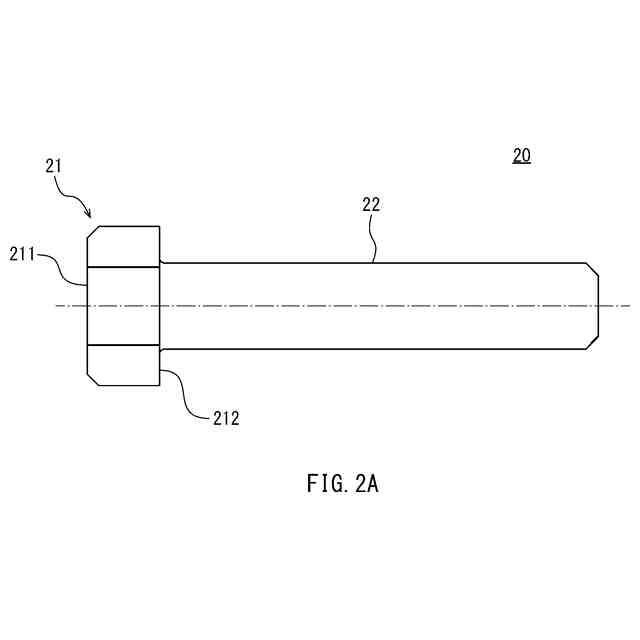
図2Aは、実施形態に係るボルトの製造方法を説明するための図である。
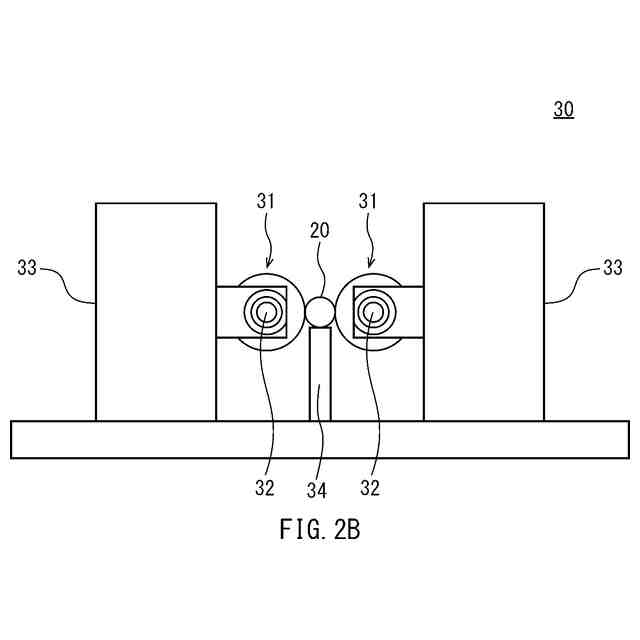
図2Bは、実施形態に係るボルトの製造方法を説明するための図である。
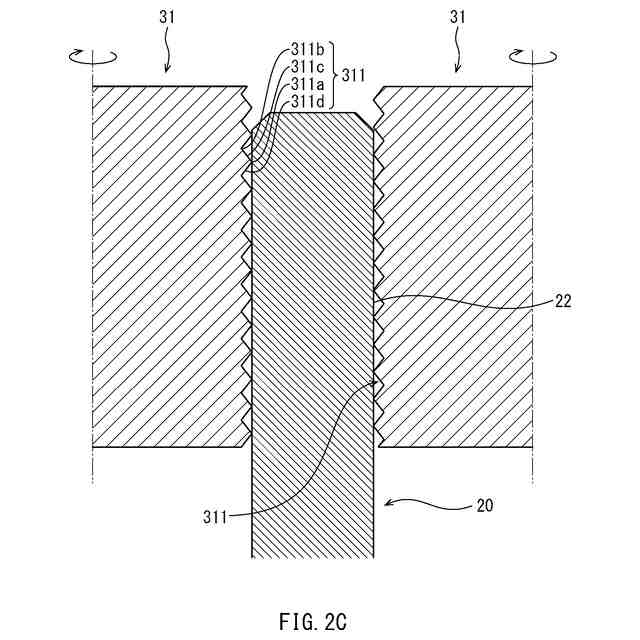
図2Cは、実施形態に係るボルトの製造方法を説明するための図である。
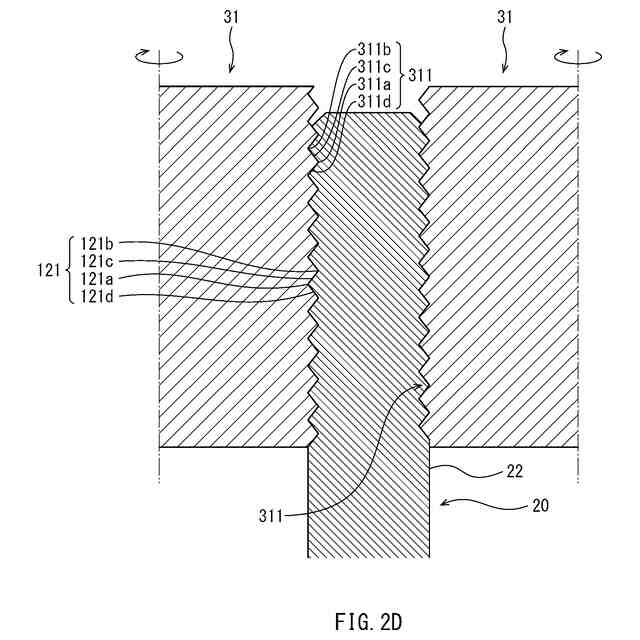
図2Dは、実施形態に係るボルトの製造方法を説明するための図である。
図3は、実施形態に係るボルトの製造方法において、ねじ転造ダイスから素材の軸部に対して負荷される荷重の加工期間における変化を示すグラフである。
図4は、実施例1について、ねじ転造ダイスから素材の軸部に対して負荷される荷重の加工期間における変化を示すグラフである。
図5は、実施例2について、ねじ転造ダイスから素材の軸部に対して負荷される荷重の加工期間における変化を示すグラフである。
図6は、比較例について、ねじ転造ダイスから素材の軸部に対して負荷される荷重の加工期間における変化を示すグラフである。
【発明を実施するための形態】
【0010】
実施形態に係るボルトの製造方法は、頭部と、頭部に接続された軸部とを含む素材を準備する工程と、ねじ転造ダイスによって軸部に転造加工を施して軸部の表面にねじ部を形成する工程とを備える。ねじ転造ダイスによる軸部の加工期間中にねじ転造ダイスから軸部に対して負荷される荷重は、加工期間の前期又は中期で最大となる(第1の構成)。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
3日前
日本製鉄株式会社
鋼線
3日前
日本製鉄株式会社
床構造
10日前
日本製鉄株式会社
溶接継手
17日前
日本製鉄株式会社
評価方法
11日前
日本製鉄株式会社
軸受用鋼管
18日前
日本製鉄株式会社
鋼の製造方法
5日前
日本製鉄株式会社
高炉の操業方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
溶銑の脱りん方法
3日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
棒製品の製造方法
5日前
日本製鉄株式会社
肥料及び肥料の製造方法
10日前
日本製鉄株式会社
床構造及び床構造の施工方法
23日前
日本製鉄株式会社
表面検査装置及び表面検査方法
11日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
10日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
3日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
10日前
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
12日前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
13日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
3日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
3日前
日本製鉄株式会社
快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法
3日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
3日前
日本製鉄株式会社
推定装置、学習装置、推定方法、学習方法、およびプログラム
11日前
日本製鉄株式会社
液体金属脆化割れ予測方法及び液体金属脆化割れ予測プログラム
19日前
日本製鉄株式会社
水素充填方法、水素充填装置、試料解析方法および試料解析装置
19日前
日本製鉄株式会社
設計支援装置、設計支援システム、設計支援方法及び設計支援プログラム
10日前
日本製鉄株式会社
自動車パネルの製造方法
5日前
日本製鉄株式会社
装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラム
20日前
日本製鉄株式会社
高炉の炉況判断方法、高炉の炉況判断装置、及び高炉の炉況判断方法のプログラム
23日前
株式会社Liberaware
無人飛行体の制御方法、無人飛行体およびプログラム
3日前
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
24日前
株式会社オプトン
曲げ加工装置
3か月前
日伸工業株式会社
プレス加工装置
3日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ