TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095890
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212276
出願日
2023-12-15
発明の名称
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/04 20060101AFI20250619BHJP(鋳造;粉末冶金)
要約
【課題】鋳片のコーナー割れの抑制と初期凝固の安定性とを両立させることが可能な連続鋳造用鋳型を開示する。
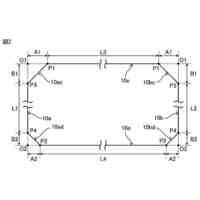
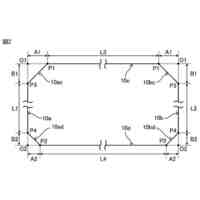
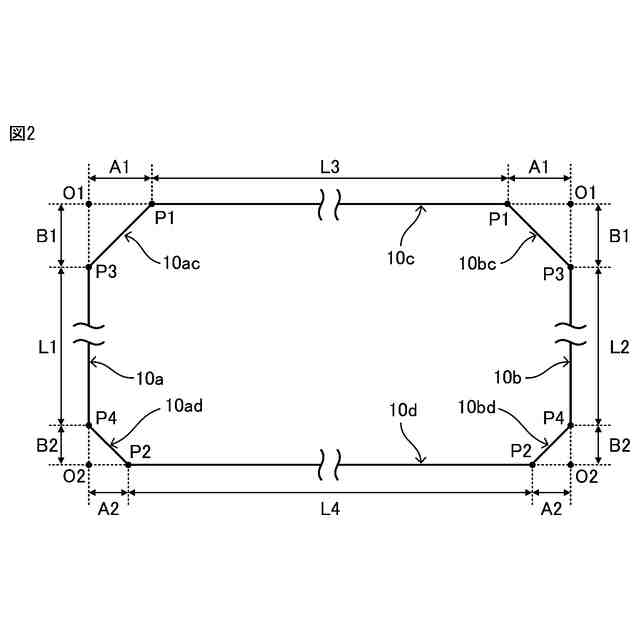
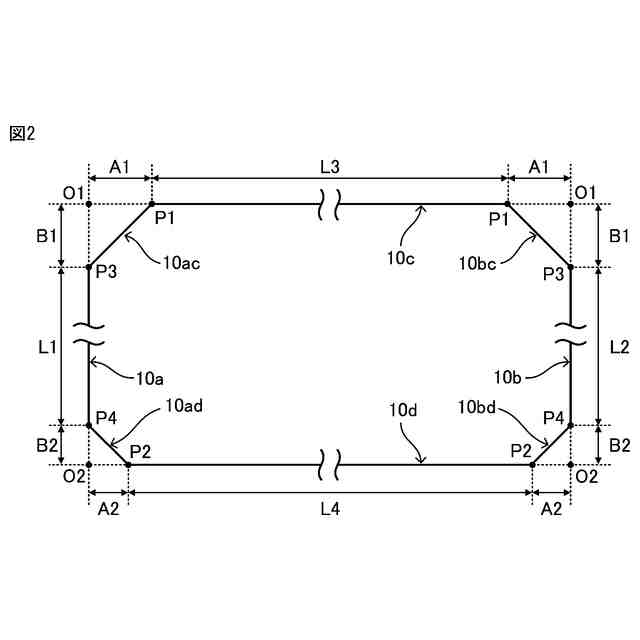
【解決手段】本開示の垂直曲げ型連続鋳造用鋳型は、鋳造方向と直交する断面における開口形状が、一対の短辺、固定側長辺、自由側長辺、固定側コーナー部及び自由側コーナー部によって画定され、10≦A1≦30、A1+A2≦30、かつ、1.00≦B1/A1≦3.00なる条件を満たす。ここで、A1:交点O1から接続点P1までの長さ、A2:交点O2から接続点P2までの長さ、B1:交点O1から接続点P3までの長さ、交点O1:短辺の延長線と固定側長辺の延長線との交点、交点O2:短辺の延長線と自由側長辺の延長線との交点、接続点P1:固定側コーナー部と固定側長辺との接続点、接続点P2:自由側コーナー部と自由側長辺との接続点、接続点P3:固定側コーナー部と短辺との接続点である。
【選択図】図2
特許請求の範囲
【請求項1】
垂直曲げ型連続鋳造機に用いられる連続鋳造用鋳型であって、
鋳造方向と直交する断面における前記連続鋳造用鋳型の開口形状が、
一対の短辺、
固定側長辺、
自由側長辺、
前記短辺と前記固定側長辺とを接続する固定側コーナー部、及び
前記短辺と前記自由側長辺とを接続する自由側コーナー部、
によって画定され、かつ
前記開口形状が、以下の条件(1)~(3):
10≦A1≦30 ・・・(1)
A1+A2≦30 ・・・(2)
1.00≦B1/A1≦3.00 ・・・(3)
A1:交点O1から接続点P1までの長さ(mm)
A2:交点O2から接続点P2までの長さ(mm)
B1:交点O1から接続点P3までの長さ(mm)
交点O1:前記短辺の延長線と前記固定側長辺の延長線との交点
交点O2:前記短辺の延長線と前記自由側長辺の延長線との交点
接続点P1:前記固定側コーナー部と前記固定側長辺との接続点
接続点P2:前記自由側コーナー部と前記自由側長辺との接続点
接続点P3:前記固定側コーナー部と前記短辺との接続点
を満たす、
連続鋳造用鋳型。
続きを表示(約 980 文字)
【請求項2】
請求項1に記載の連続鋳造用鋳型であって、
前記開口形状が、以下の条件(4)又は(5):
A2=B2=0 ・・・(4)
1.00≦B2/A2≦3.00 ・・・(5)
B2:交点O2から接続点P4までの長さ(mm)
接続点P4:前記自由側コーナー部と前記短辺との接続点
を満たす、
連続鋳造用鋳型。
【請求項3】
垂直曲げ型連続鋳造機を用いた鋳片の連続鋳造方法であって、
浸漬ノズルから鋳型へと溶鋼を供給すること、
前記鋳型の下端から前記鋳片を連続的に引き抜くこと、及び
前記鋳型から引き抜かれた前記鋳片を曲げ点にて曲げること、を含み、
前記鋳型が、請求項1又は2に記載の連続鋳造用鋳型である、
鋳片の連続鋳造方法。
【請求項4】
連続鋳造鋳片であって、
前記連続鋳造鋳片の鋳造方向と直交する断面形状が、
一対の短辺、
固定側長辺、
自由側長辺、
前記短辺と前記固定側長辺とを接続する固定側コーナー部、及び
前記短辺と前記自由側長辺とを接続する自由側コーナー部、
によって画定され、かつ
前記断面形状が、以下の条件(1)~(3):
10≦A1≦30 ・・・(1)
A1+A2≦30 ・・・(2)
1.00≦B1/A1≦3.00 ・・・(3)
A1:交点O1から接続点P1までの長さ(mm)
A2:交点O2から接続点P2までの長さ(mm)
B1:交点O1から接続点P3までの長さ(mm)
交点O1:前記短辺の延長線と前記固定側長辺の延長線との交点
交点O2:前記短辺の延長線と前記自由側長辺の延長線との交点
接続点P1:前記固定側コーナー部と前記固定側長辺との接続点
接続点P2:前記自由側コーナー部と前記自由側長辺との接続点
接続点P3:前記固定側コーナー部と前記短辺との接続点
を満たす、
連続鋳造鋳片。
発明の詳細な説明
【技術分野】
【0001】
本願は、連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片を開示する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、鉄鋼材料の機械特性向上のため、Al、Nb、Ti及びB等の合金元素を含有した合金鋼が多く製造されている。一方で、これら合金元素の添加に伴い、連続鋳造において製造された鋳片の表層に横ひび割れという欠陥が生じ、操業上および製品の品質上の問題となっている。
【0003】
横ひび割れは、鋳片表層の旧オーステナイト粒界に沿って発生することが知られている。例えば、AlNやNbC等の析出により脆化したオーステナイト粒界や、旧オーステナイト粒界に沿って生成するフィルム状フェライトに、曲げ応力が集中することで、横ひび割れが発生する。曲げ応力は垂直曲げ型の連続鋳造機の曲げ部において付与される。横ひび割れは、特に、オーステナイトからフェライトへの相変態領域近傍の温度域において発生し易い。したがって、通常は、曲げ点における鋳片表層の温度が脆化温度域(延性が低下する温度域)とならないように連続鋳造条件を制御することで、横ひび割れの発生を抑制することが行われている。
【0004】
一方、一般的な矩形の鋳片を連続鋳造する場合、鋳片の角部(コーナー部)周辺が長辺面及び短辺面の両方向から冷却される。そのため、鋳片のコーナー部の表面温度は、鋳片の他の部分の表面温度に比べて低くなり、鋳片のコーナー部は、不可避的に上記の脆化温度域で曲げられることとなり易い。すなわち、矩形の鋳片を連続鋳造する場合、鋳片のコーナー割れが発生し易い。このような問題に対し、例えば特許文献1~5には、鋳片のコーナー部を面取りしつつ鋳片を鋳造する技術が開示されている。鋳片のコーナー部を面取りすることで、コーナー部の極端な温度低下が抑制され、曲げ時にコーナー部の温度が脆化温度よりも高温となるように制御され易くなり、コーナー割れを抑制できるものと考えられる。
【先行技術文献】
【特許文献】
【0005】
特開2022-065814号公報
特許第7284394号公報
特許第6085571号公報
特許第5933751号公報
特許第2973834号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術においては、連続鋳造時の鋳片のコーナー割れの抑制と初期凝固の安定性とを両立させることに関して、改善の余地がある。
【課題を解決するための手段】
【0007】
本願は、上記課題を解決するための手段の一つとして、以下の複数の態様を開示する。
<態様1>
垂直曲げ型連続鋳造機に用いられる連続鋳造用鋳型であって、
鋳造方向と直交する断面における前記連続鋳造用鋳型の開口形状が、
一対の短辺、
固定側長辺、
自由側長辺、
前記短辺と前記固定側長辺とを接続する固定側コーナー部、及び
前記短辺と前記自由側長辺とを接続する自由側コーナー部、
によって画定され、かつ
前記開口形状が、以下の条件(1)~(3):
10≦A1≦30 ・・・(1)
A1+A2≦30 ・・・(2)
1.00≦B1/A1≦3.00 ・・・(3)
A1:交点O1から接続点P1までの長さ(mm)
A2:交点O2から接続点P2までの長さ(mm)
B1:交点O1から接続点P3までの長さ(mm)
交点O1:前記短辺の延長線と前記固定側長辺の延長線との交点
交点O2:前記短辺の延長線と前記自由側長辺の延長線との交点
接続点P1:前記固定側コーナー部と前記固定側長辺との接続点
接続点P2:前記自由側コーナー部と前記自由側長辺との接続点
接続点P3:前記固定側コーナー部と前記短辺との接続点
を満たす、
連続鋳造用鋳型。
<態様2>
態様1の連続鋳造用鋳型であって、
前記開口形状が、以下の条件(4)又は(5):
A2=B2=0 ・・・(4)
1.00≦B2/A2≦3.00 ・・・(5)
B2:交点O2から接続点P4までの長さ(mm)
接続点P4:前記自由側コーナー部と前記短辺との接続点
を満たす、
連続鋳造用鋳型。
<態様3>
垂直曲げ型連続鋳造機を用いた鋳片の連続鋳造方法であって、
浸漬ノズルから鋳型へと溶鋼を供給すること、
前記鋳型の下端から前記鋳片を連続的に引き抜くこと、及び
前記鋳型から引き抜かれた前記鋳片を曲げ点にて曲げること、を含み、
前記鋳型が、態様1又は2の連続鋳造用鋳型である、
鋳片の連続鋳造方法。
<態様4>
連続鋳造鋳片であって、
前記連続鋳造鋳片の鋳造方向と直交する断面形状が、
一対の短辺、
固定側長辺、
自由側長辺、
前記短辺と前記固定側長辺とを接続する固定側コーナー部、及び
前記短辺と前記自由側長辺とを接続する自由側コーナー部、
によって画定され、かつ
前記断面形状が、以下の条件(1)~(3):
【発明の効果】
【0008】
本開示の連続鋳造用鋳型を用いて鋳片の連続鋳造を行った場合、鋳片のコーナー割れの抑制と初期凝固の安定性とが両立され易い。
【図面の簡単な説明】
【0009】
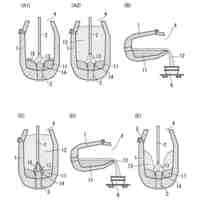
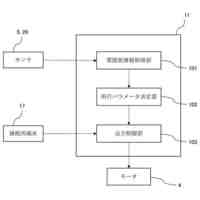
連続鋳造用鋳型について、鋳造方向と直交する断面の形状の一例を概略的に示している。
連続鋳造用鋳型について、鋳造方向と直交する断面における開口形状の一例を概略的に示している。
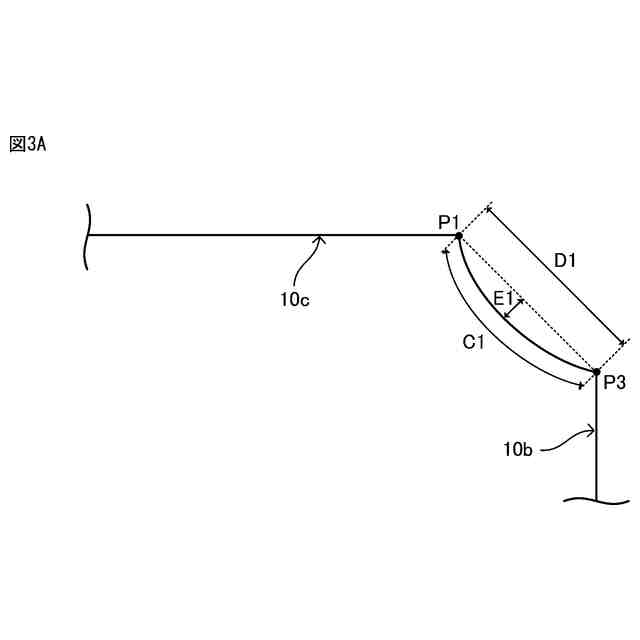
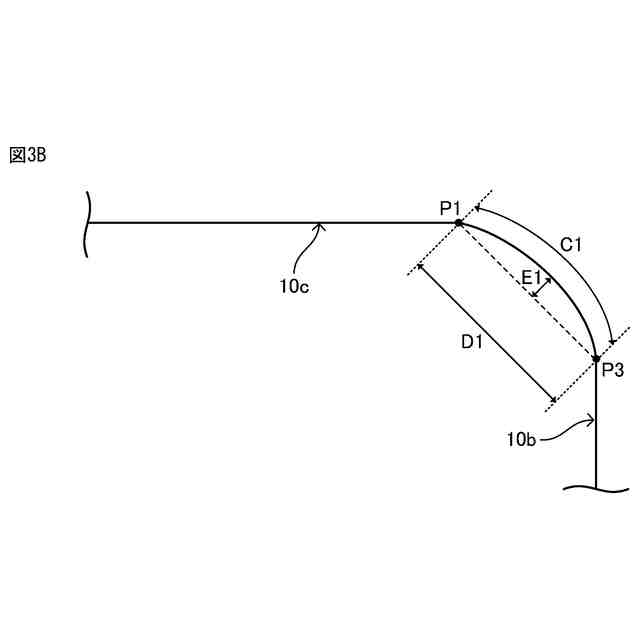
開口形状のうちコーナー部の形状の一例を概略的に示している。
開口形状のうちコーナー部の形状の一例を概略的に示している。
【発明を実施するための形態】
【0010】
以下、本開示の連続鋳造用鋳型及び鋳片の連続鋳造方法の一実施形態について説明する。ただし、本開示の連続鋳造用鋳型及び鋳片の連続鋳造方法は以下の実施形態に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
2日前
日本製鉄株式会社
線材
2日前
日本製鉄株式会社
溶銑の脱りん方法
2日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
2日前
日本製鉄株式会社
快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法
2日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
2日前
日本製鉄株式会社
連続鋳造用鋳型、鋳片の連続鋳造方法、及び、連続鋳造鋳片
2日前
株式会社Liberaware
無人飛行体の制御方法、無人飛行体およびプログラム
2日前
個人
ピストンの低圧鋳造金型
2か月前
株式会社 寿原テクノス
金型装置
5か月前
三菱電機株式会社
三次元造形装置
5か月前
株式会社エスアールシー
インゴット
5か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
個人
透かし模様付き金属板の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
ケースの製造方法
16日前
株式会社浅沼技研
半溶融金属の成形方法
5か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
トヨタ自動車株式会社
金型温度調整装置
5か月前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
12日前
株式会社豊田中央研究所
積層造形装置
22日前
新東工業株式会社
粉末除去装置
5か月前
日立Astemo株式会社
成形装置
2か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ