TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025096032
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212486
出願日
2023-12-15
発明の名称
快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法
出願人
日本製鉄株式会社
,
鴨川工業株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B22D
11/108 20060101AFI20250619BHJP(鋳造;粉末冶金)
要約
【課題】快削鋼を連続鋳造により製造する際、鋳片の表面欠陥の発生を抑制することができる快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法を提供する。
【解決手段】特定の化学組成を有する快削鋼の連続鋳造に用いるモールドパウダーであって、モールドパウダー中の炭素を完全燃焼させた場合の成分として、SiO
2
の含有量に対するCaOの含有量の質量比が0.50以上0.59以下であり、かつ、CaOとSiO
2
との合計含有量が70.0質量%以上であり、Al
2
O
3
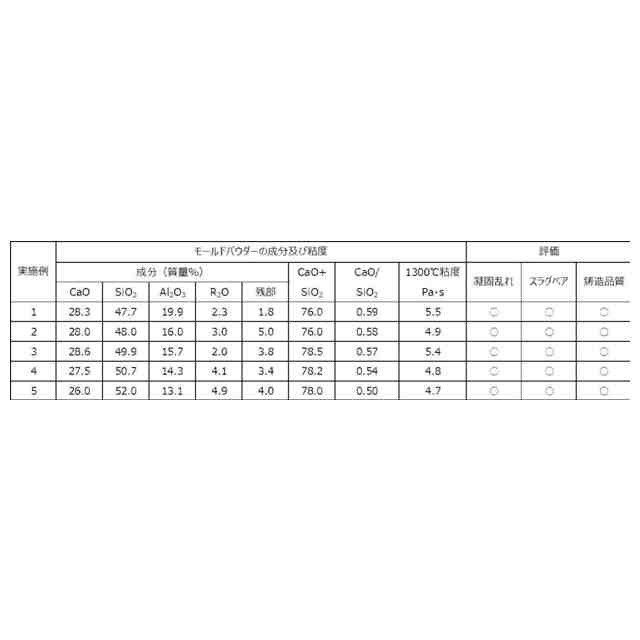
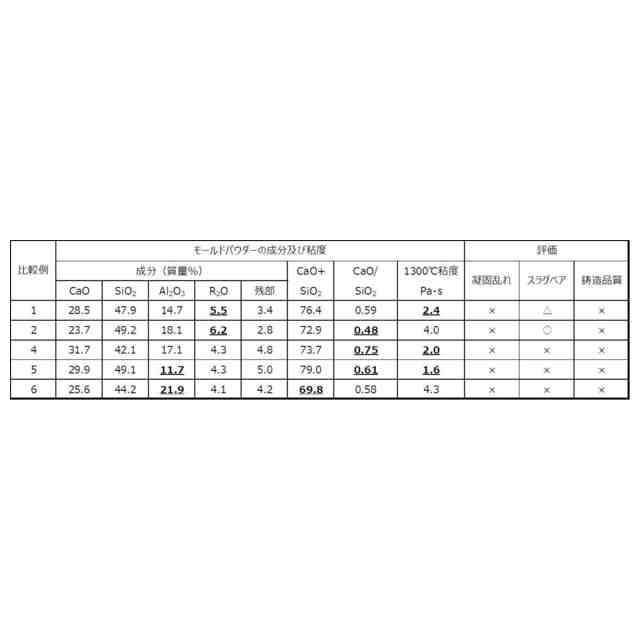
の含有量が13.0~20.0質量%であり、アルカリ金属酸化物の合計含有量が2.0~5.0質量%であり、残部は、F、CaOを除くアルカリ土類金属酸化物、及び不可避的に含有される成分からなり、1300℃における粘度が、4.0Pa・s以上である、快削鋼連続鋳造用モールドパウダー。
【選択図】なし
特許請求の範囲
【請求項1】
快削鋼の連続鋳造に用いるモールドパウダーであって、
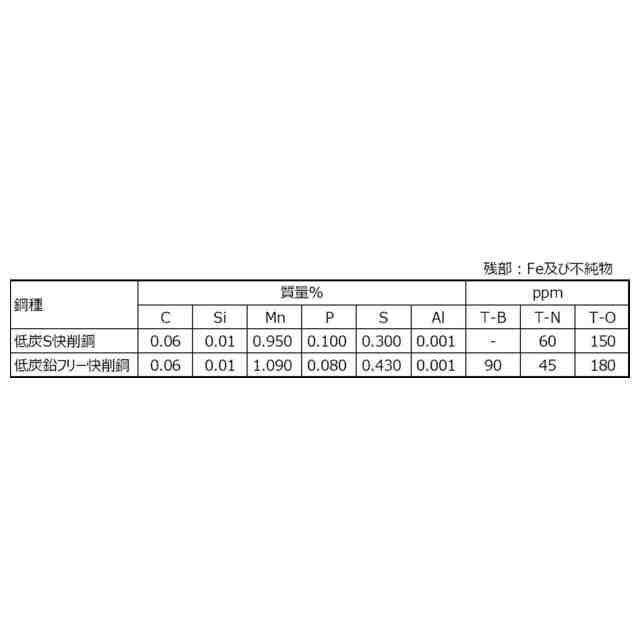
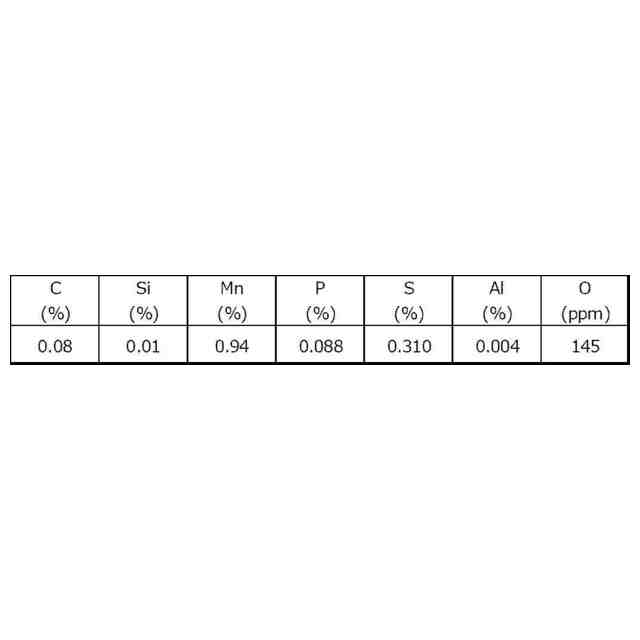
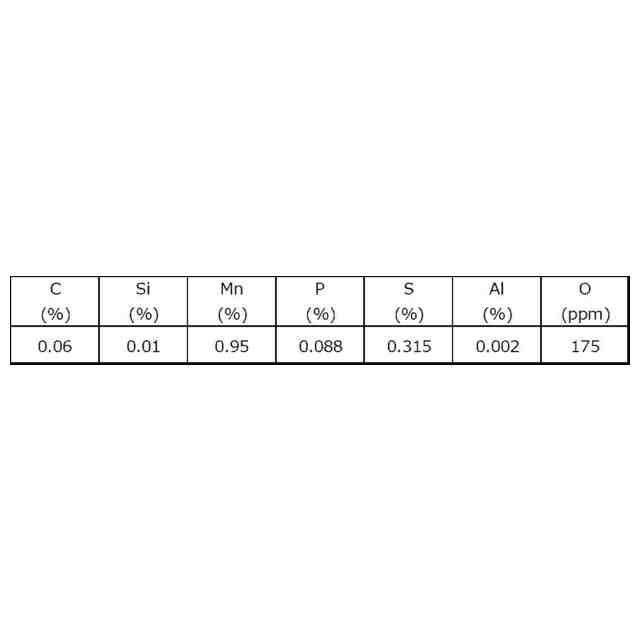
前記快削鋼が、C:0.06~0.18質量%、Si:0.01~0.05質量%、Mn:0.20~1.50質量%、P:0.040~0.110質量%、S:0.180~0.450質量%、及びO:70~300ppmを含む化学組成を有し、
前記モールドパウダー中の炭素を完全燃焼させた場合の成分として、
SiO
2
の含有量に対するCaOの含有量の質量比が0.50以上0.59以下であり、かつ、CaOとSiO
2
との合計含有量が70.0質量%以上であり、
Al
2
O
3
の含有量が13.0~20.0質量%であり、
アルカリ金属酸化物の合計含有量が2.0~5.0質量%であり、
残部は、F、CaOを除くアルカリ土類金属酸化物、及び不可避的に含有される成分からなり、
1300℃における粘度が、4.0Pa・s以上である、快削鋼連続鋳造用モールドパウダー。
続きを表示(約 620 文字)
【請求項2】
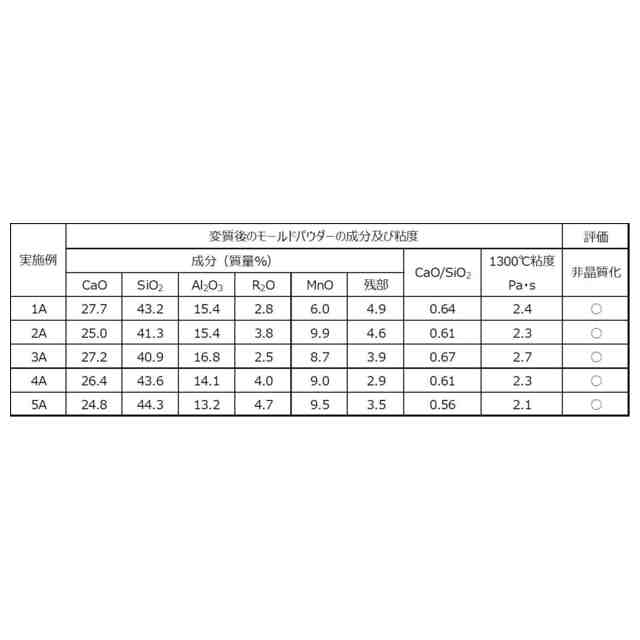
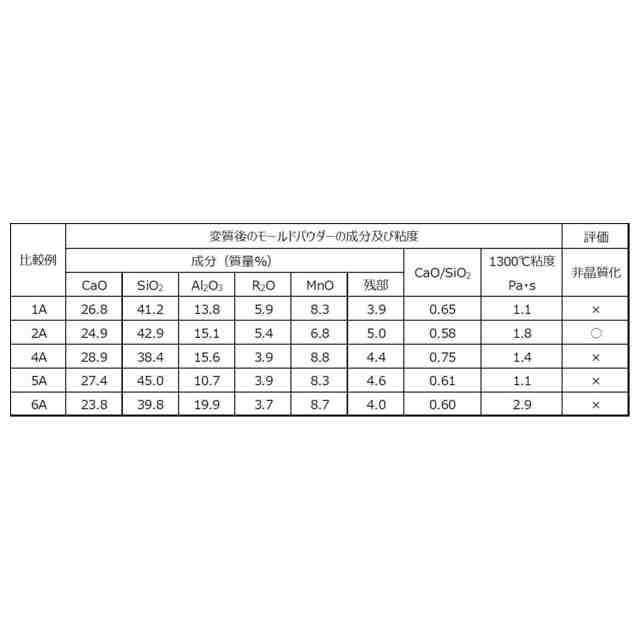
前記快削鋼連続鋳造用モールドパウダーを用いて前記快削鋼の連続鋳造を行った場合に、前記快削鋼連続鋳造用モールドパウダーの組成とは異なる組成に変質したパウダースラグが固化したパウダーフィルムに対し、20℃/分で1300℃まで昇温し、20℃/分で冷却する示差熱分析を行った場合に、冷却時に結晶化のピークが存在しない請求項1に記載の快削鋼連続鋳造用モールドパウダー。
【請求項3】
前記快削鋼連続鋳造用モールドパウダーを用いて前記快削鋼の連続鋳造を行った場合に、前記快削鋼連続鋳造用モールドパウダーの組成とは異なる組成に変質したパウダースラグの1300℃における粘度が、2.0Pa・s以上である請求項1に記載の快削鋼連続鋳造用モールドパウダー。
【請求項4】
C:0.06~0.18質量%、Si:0.01~0.05質量%、Mn:0.20~1.50質量%、P:0.040~0.110質量%、S:0.180~0.450質量%、及びO:70~300ppmを含む化学組成を有する快削鋼を鋳造するための溶鋼を連続鋳造用の鋳型に注入する工程と、
前記鋳型に注入された前記溶鋼に対し、請求項1~請求項3のいずれか1項に記載の快削鋼連続鋳造用モールドパウダーを投入する工程と、
前記溶鋼が固化した鋳片を前記鋳型から連続的に引き抜くとともに冷却する工程と、
を含む、快削鋼連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
連続鋳造機により溶鋼を連続鋳造して鋳片を製造する場合、鋳片(鋼片)の目的に応じて予め成分が調整された溶鋼が鋳型内に注入される。また、連続鋳造を安定して行うため、CaO及びSiO
2
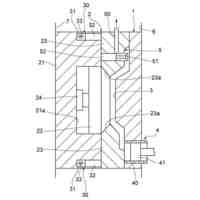
を主成分とする連続鋳造用モールドパウダー(本明細書において「モールドパウダー」又は単に「パウダー」と記す場合がある。)が鋳型内の溶鋼上に投入される。鋳型内に注入された溶鋼は鋳型によって外側が冷却されて凝固シェルを形成し、凝固シェルが形成された鋳片が鋳型から引き抜かれながら鋳片芯部まで凝固される。鋳型内に投入されたモールドパウダーは、溶鋼の熱によって溶融し、液状の溶融パウダー(本明細書において「パウダースラグ」などとも記す。)となる。溶融パウダーは、鋳型と凝固シェルとの間に流入し、鋳型と凝固シェル(鋳片)との潤滑などに寄与する。
【0003】
このような連続鋳造においては、モールドパウダーに含まれる成分の分解、酸化、溶鋼に含まれる成分の混入などによりパウダーの組成が変化し、粘度の低下などにより操業性が低下する場合がある。
例えば、特許文献1では、Mn含有量が10~30質量%である高Mn鋼の連続鋳造においてパウダースラグの組成変動及び粘度低下を抑制するモールドパウダーとして、SiO
2
とCaOを主成分として含み、CaOのSiO
2
に対する質量比(CaO/SiO
2
)は0.60以上1.0未満であり、Al
2
O
3
の含有量は12.0~25.0質量%であり、Li
2
O、Na
2
O、MgO、B
2
O
3
及びFの含有量の合計は3.0~15.0質量%であり、MnOの含有量は0.5質量%以下であり、1300℃における粘度が1.0~10Pa・sであるモールドパウダーが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-121320号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
バネ、ギア、シャフトなど機械部品用途に用いられる鋼棒線は、高精度な部品の製造では加工仕上げ段階で切削工程を経るため、被削性(切削能率)と平坦な表面粗度が要求される。これらの要求に応えるために特に被削性を考慮した快削鋼が連続鋳造により製造される。例えば、低炭快削鋼は、被削性を改善した未脱酸鋼であり、C(炭素)含有量を0.18質量%以下に抑え、P、Sに代表される脆化元素やT-O(成分中の酸素の総量)が非常に高い特徴的な組成を有する。
【0006】
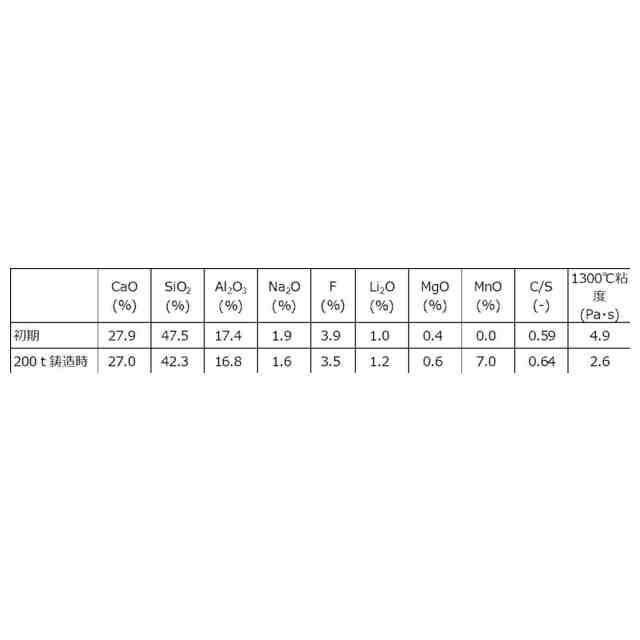
快削鋼を連続鋳造する場合、溶鋼に含まれるMnなどの元素がモールドパウダーに含まれるSiO
2
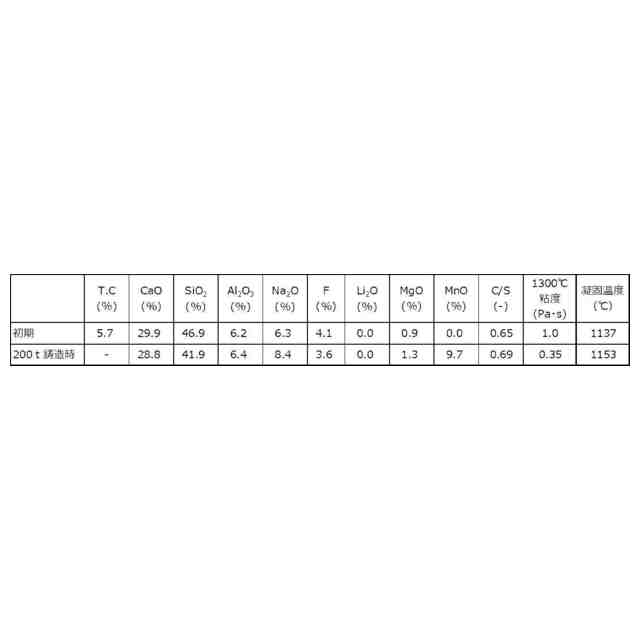
と反応してMnO等の酸化物が生成する。連続鋳造の際、これらの酸化物がパウダースラグに混入(ピックアップ)してパウダーの組成が変化し、粘度、凝固温度等の物性も変化する。このようなパウダーの変質により、連続鋳造の操業性の低下が問題となる。具体的には、溶鋼の凝固過程における割れ、および凝固シェルが破れて未凝固の溶鋼が流出する、いわゆるブレークアウト(BO)の発生リスクが高い。快削鋼の連続鋳造においては、歩留まりが低く、また、BO検知による生産性の低下といった問題がある。
【0007】
上記事情に鑑み、本開示は、快削鋼を連続鋳造により製造する際、鋳片の表面欠陥の発生を抑制することができる快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段には、以下の態様が含まれる。
<1> 快削鋼の連続鋳造に用いるモールドパウダーであって、
前記快削鋼が、C:0.06~0.18質量%、Si:0.01~0.05質量%、Mn:0.20~1.50質量%、P:0.040~0.110質量%、S:0.180~0.450質量%、及びO:70~300ppmを含む化学組成を有し、
前記モールドパウダー中の炭素を完全燃焼させた場合の成分として、
SiO
2
の含有量に対するCaOの含有量の質量比が0.50以上0.59以下であり、かつ、CaOとSiO
2
との合計含有量が70.0質量%以上であり、
Al
2
O
3
の含有量が13.0~20.0質量%であり、
アルカリ金属酸化物の合計含有量が2.0~5.0質量%であり、
残部は、F、CaOを除くアルカリ土類金属酸化物、及び不可避的に含有される成分からなり、
1300℃における粘度が、4.0Pa・s以上である、快削鋼連続鋳造用モールドパウダー。
<2> 前記快削鋼連続鋳造用モールドパウダーを用いて前記快削鋼の連続鋳造を行った場合に、前記快削鋼連続鋳造用モールドパウダーの組成とは異なる組成に変質したパウダースラグが固化したパウダーフィルムに対し、20℃/分で1300℃まで昇温し、20℃/分で冷却する示差熱分析を行った場合に、冷却時に結晶化のピークが存在しない<1>に記載の快削鋼連続鋳造用モールドパウダー。
<3> 前記快削鋼連続鋳造用モールドパウダーを用いて前記快削鋼の連続鋳造を行った場合に、前記快削鋼連続鋳造用モールドパウダーの組成とは異なる組成に変質したパウダースラグの1300℃における粘度が、2.0Pa・s以上である<1>に記載の快削鋼連続鋳造用モールドパウダー。
<4> C:0.06~0.18質量%、Si:0.01~0.05質量%、Mn:0.20~1.50質量%、P:0.040~0.110質量%、S:0.180~0.450質量%、及びO:70~300ppmを含む化学組成を有する快削鋼を鋳造するための溶鋼を連続鋳造用の鋳型に注入する工程と、
前記鋳型に注入された前記溶鋼に対し、<1>~<3>のいずれか1つに記載の快削鋼連続鋳造用モールドパウダーを投入する工程と、
前記溶鋼が固化した鋳片を前記鋳型から連続的に引き抜くとともに冷却する工程と、
を含む、快削鋼連続鋳造方法。
【発明の効果】
【0009】
本開示によれば、快削鋼を連続鋳造により製造する際、鋳片の表面欠陥の発生を抑制することができる快削鋼連続鋳造用モールドパウダー及び快削鋼連続鋳造方法が提供される。
【図面の簡単な説明】
【0010】
連続鋳造により製造した快削鋼の表面疵の外観の一例を示す図である。
図1に示す表面疵の周辺部分(領域S)についてメタルフロー腐食後の断面を観察した図である。
低炭快削鋼の鋳片サンプルの外観の一例を示す図である。
図3における領域Aと領域Bの境界(流入部/流入不足部の境界)の一部を拡大して示す図である。
図4に示す境界の割れ部分についてメタルフロー腐食後の断面を観察した図である。
図3における領域C(OSM部分)の一部を拡大して示す図である。
図6に示すOSM部分についてメタルフロー腐食後の断面を観察した図である。
比較例1のパウダーを用いて快削鋼の連続鋳造を行った後の変質パウダーについて示差熱分析結果を示す図である。
実施例1のパウダーを用いて快削鋼の連続鋳造を行った後の変質パウダーについて示差熱分析結果を示す図である。
比較例のパウダーを用いて連続鋳造した快削鋼鋳片の外観の一例を示す図である。
実施例のパウダーを用いて連続鋳造した快削鋼鋳片の外観の一例を示す図である。
実施例及び比較例で製造した鋳片の外観(四面)においてパウダーの潤滑流入部と流入不足部との境界数を示す図である。
実施例及び比較例で製造した鋳片のコーナー部におけるOSMの深さの割合を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
芝浦機械株式会社
成形機
5か月前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
中子の製造方法
10日前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
旭有機材株式会社
鋳型の製造方法
15日前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
株式会社豊田中央研究所
積層造形装置
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
日立Astemo株式会社
成形装置
4か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
セイコーエプソン株式会社
製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
5か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
トヨタ自動車株式会社
ダイカスト装置
2か月前
トヨタ自動車株式会社
金型
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ