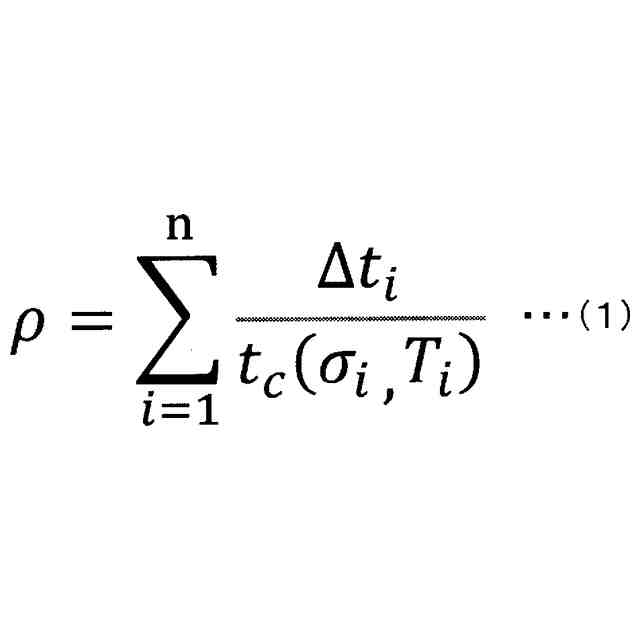
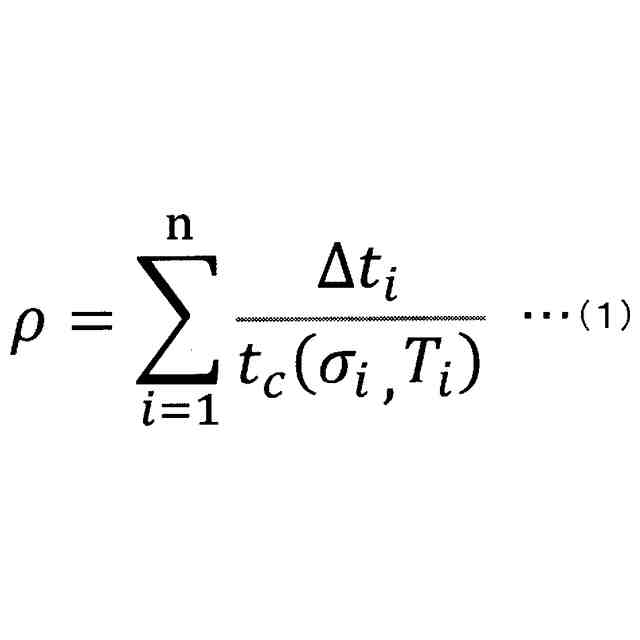
発明の詳細な説明【技術分野】 【0001】 本発明は、めっき鋼板の溶接工程における、めっき鋼板の表面での液体金属脆化割れの発生を精度良く予測する方法及びプログラムに関する。 続きを表示(約 2,800 文字)【背景技術】 【0002】 亜鉛めっき鋼板等のめっき鋼板の溶接工程(例えば、抵抗スポット溶接工程)において、溶接部に液体金属脆化(LME(Liquid Metal Embrittlement))に起因した割れ(以下、液体金属脆化割れ又はLME割れと称する)が発生することがある。このLME割れが著しい場合には、溶接部の継手強度が低下するおそれがある。 【0003】 このため、従来、LME割れを抑制することを目的として、例えば、LME割れが発生し難いめっきの成分設計が成された鋼板(耐LME割れ鋼板)や、溶接工程前にめっき表面を削除又は改質するLME割れ防止方法や、特許文献1に記載のように、加圧力や電流等の溶接条件を適正化したLME割れ防止溶接方法などが提案されている。 【0004】 しかしながら、従来、めっき鋼板の溶接工程を実際に施す前にLME割れの発生を予測する方法については何ら提案されていない。 【0005】 なお、非特許文献1~4には、液体金属脆化割れのメカニズムについての研究が報告されている。 【先行技術文献】 【特許文献】 【0006】 特開2019-171450号公報 【非特許文献】 【0007】 L. Klinger and E. Rabkin, “The effect of stress on grain boundary interdiffusion in a semi-infinite bicrystal”, Acta Mater., 55(14) (2007), pp.4689-4698 W. Sigle, G. Richter, M. Ruhle and S. Schmidt, “Insight into the atomic-scale mechanism of liquid metal embrittlement”, Appl. Phys. Lett., 89(12) (2006), Article 121911 P. Gordon and H. H. An, “The mechanisms of crack initiation and crack propagation in metal-induced embrittlement of metals”, Metall. Trans. A, 13(3) (1982), pp.457-472 M. G. Nicholas and C. F. Old, “Liquid metal embrittlement”, J. Mater. Sci., 14 (1979), pp.1-18. 【発明の概要】 【発明が解決しようとする課題】 【0008】 本発明は、上記のような従来技術の課題を解決するべくなされたものであり、めっき鋼板の溶接工程における、めっき鋼板の表面での液体金属脆化割れの発生を精度良く予測する方法及びプログラムを提供することを課題とする。 【課題を解決するための手段】 【0009】 前記課題を解決するため、本発明は、めっき鋼板の溶接工程における、前記めっき鋼板の表面での液体金属脆化割れの発生を予測する方法であって、前記溶接工程を模擬した数値シミュレーションによって、前記溶接工程における前記めっき鋼板の表面近傍の応力履歴及び温度履歴を推定する、数値シミュレーションステップと、推定した前記応力履歴及び前記温度履歴に基づき、以下の式(1)で表される潜伏時間消費率ρを算出する潜伏時間消費率算出ステップと、前記潜伏時間消費率ρが1以上である場合に、前記めっき鋼板の表面に液体金属脆化割れが発生すると判定する、判定ステップと、を有する、液体金属脆化割れ予測方法を提供する。 TIFF 2025087180000002.tif 23 165 前記式(1)において、Δt i は、前記溶接工程の溶接開始から溶接終了までの時間を整数nで分割した場合に、i番目の時刻t i からi+1番目の時刻t i+1 までの時間(t i+1 -t i )を意味する。iは、1≦i≦nを満足する整数である。σ i は、時間Δt i における前記めっき鋼板の表面近傍の応力(任意の位置Xにおける最大主応力)を意味する。T i は、時間Δt i における前記めっき鋼板の表面近傍の温度(前記位置Xにおける温度)を意味する。t c は、液体金属脆化割れ発生までの潜伏時間を意味し、前記応力σ i 及び前記温度T i の関数として表されるため、上記の式(1)では、t c (σ i ,T i )と表記している。 【0010】 本発明において、「めっき鋼板の表面近傍」とは、めっき鋼板の最表面及びその近傍(例えば、最表面からめっき鋼板の厚み方向に数μm程度の範囲)を意味する。 本発明において、「溶接工程を模擬した数値シミュレーション」とは、めっき鋼板の種類、寸法や、加圧力や電流等の溶接条件を、液体金属脆化割れ発生の予測対象とする実際の溶接工程と同一にした数値シミュレーションを意味する。数値シミュレーションとしては、例えば、公知の有限要素解析を用いることができる。 本発明において、「応力履歴及び温度履歴」とは、溶接工程の溶接開始から溶接終了までの応力の変動履歴及び温度の変動履歴を意味する。 本発明によれば、数値シミュレーションステップによって、めっき鋼板の表面近傍の応力履歴及び温度履歴が推定され、潜伏時間消費率算出ステップによって、式(1)で表される潜伏時間消費率ρが算出される。後述のように、この潜伏時間消費率ρが1以上である場合に、めっき鋼板の表面に液体金属脆化割れが発生するといえる。したがって、判定ステップにおいて、潜伏時間消費率ρが1以上である場合に、めっき鋼板の表面に液体金属脆化割れが発生すると判定することで、めっき鋼板の表面での液体金属脆化割れの発生を精度良く予測可能である。 なお、式(1)で表される潜伏時間消費率ρが1未満である場合には、予測対象とする溶接工程において、めっき鋼板の液体金属脆化割れが発生しないと判定することができる。 (【0011】以降は省略されています) この特許をJ-PlatPatで参照する





 特許ウォッチ
特許ウォッチ