TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076842
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188753
出願日
2023-11-02
発明の名称
溶鋼の製造方法及びアーク炉
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
7/00 20060101AFI20250509BHJP(鉄冶金)
要約
【課題】アーク炉内の溶鉄に対して酸素噴流を噴射するとともに炭材を供給した場合に、脱窒反応を効率的に生じさせることが可能な、溶鋼の製造方法を開示する。
【解決手段】本開示の溶鋼の製造方法は、送酸手段からアーク炉内の溶鉄へと酸素噴流を噴射するとともに、炭材供給手段から位置P
1
に向けて炭材を供給すること、を含む。酸素噴流の中心軸は、静止溶鉄面を含む水平面に対して傾斜している。位置P
1
は、前記水平面にあり、かつ、酸素噴流と前記水平面との衝突面の外側にある。位置P
1
及び交点P
3
を結ぶ線分P
1
P
3
と、交点P
2
及び交点P
3
を結ぶ線分P
2
P
3
とのなす角度θ
1
は、0°以上90°以下である。ここで、交点P
2
は送酸手段の先端から前記水平面に下ろした垂線と前記水平面との交点であり、交点P
3
は前記酸素噴流の中心軸と前記水平面との交点である。
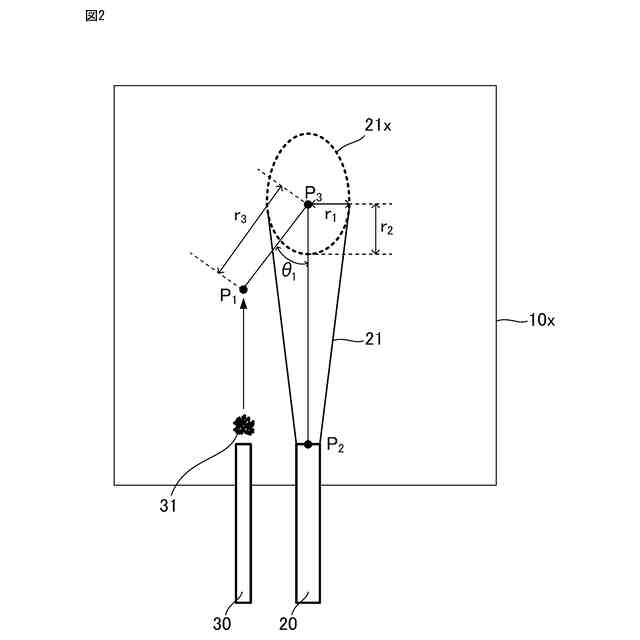
【選択図】図2
特許請求の範囲
【請求項1】
送酸手段と炭材供給手段とを備えるアーク炉を用いて溶鋼を製造する方法であって、
前記送酸手段から前記アーク炉内の溶鉄へと酸素噴流を噴射するとともに、前記炭材供給手段から位置P
1
に向けて炭材を供給すること、を含み、
前記酸素噴流の向きが、鉛直方向に対して傾斜しており、
前記位置P
1
が、静止溶鉄面を含む水平面にあり、
前記位置P
1
が、前記酸素噴流と前記水平面との衝突面の外側にあり、
前記送酸手段の先端から前記水平面に下ろした垂線が、交点P
2
にて前記水平面と交差し、
前記酸素噴流の中心軸が、交点P
3
にて前記水平面と交差し、
前記位置P
1
及び前記交点P
3
を結ぶ線分P
1
P
3
と、前記交点P
2
及び前記交点P
3
を結ぶ線分P
2
P
3
とのなす角度θ
1
が、0°以上90°以下である、
溶鋼の製造方法。
続きを表示(約 800 文字)
【請求項2】
請求項1に記載の溶鋼の製造方法であって、
前記水平面において、前記交点P
3
を中心とし、前記線分P
2
P
3
を対称軸とする、半径3r
1
(r
1
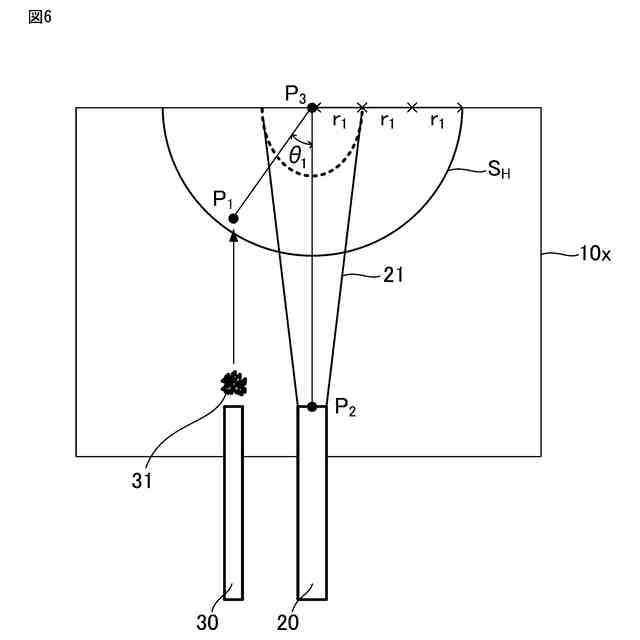
:幾何学的火点の短半径)の半円を仮定した場合に、前記位置P
1
が、前記半円の内側にある、
溶鋼の製造方法。
【請求項3】
溶鉄を処理するアーク炉であって、少なくとも1つの送酸手段と、少なくとも1つの炭材供給手段とを備え、
前記送酸手段は、前記アーク炉内の前記溶鉄に向かって酸素噴流を噴射するように構成され、
前記送酸手段は、前記酸素噴流の向きが鉛直方向に対して傾斜するように構成され、
前記炭材供給手段は、位置P
1
に向けて炭材を供給するように構成され、
前記送酸手段及び前記炭材供給手段は、
前記位置P
1
が、静止溶鉄面を含む水平面にあり、
前記位置P
1
が、前記酸素噴流と前記水平面との衝突面の外側にあり、
前記送酸手段の先端から前記水平面に下ろした垂線が、交点P
2
にて前記水平面と交差し、
前記酸素噴流の中心軸が、交点P
3
にて前記水平面と交差し、かつ、
前記位置P
1
及び前記交点P
3
を結ぶ線分P
1
P
3
と、前記交点P
2
及び前記交点P
3
を結ぶ線分P
2
P
3
とのなす角度θ
1
が、0°以上90°以下となる
ように構成される、
アーク炉。
発明の詳細な説明
【技術分野】
【0001】
本願は、溶鋼を製造する方法及びアーク炉を開示する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
特許文献1には、アーク炉内の溶鉄に浸漬ランスを浸漬させて、当該浸漬ランスから炭材を吹き込み、かつ、溶鉄の表面に生成するスラグ中に酸素を吹き込む技術が開示されている。特許文献1においては、アーク炉において溶鉄中の炭素濃度を高めたうえで、当該溶鉄をアーク炉から出湯し、その後、転炉で精錬を行うことで、溶鋼を製造している。転炉での精錬においては、例えば、酸素噴流を利用した脱炭反応によってCOガス等を発生させ、当該COガス等によって脱窒を進行させる。
【0003】
一方で、アーク炉において上記の脱窒を行うこともあり得る。例えば、アーク炉内の溶鉄に対して酸素と炭材とを同時に供給することで、上記の脱窒が可能と考えられる。しかしながら、アーク炉内での脱窒については、十分な検討がなされていないのが現状である。アーク炉は、その構造上、外気を取り込みやすく、炉内の窒素濃度が高くなり易い。すなわち、炉内の雰囲気が脱窒に不利なものとなり易い。この点、アーク炉における溶鉄の脱窒効率を高めるためには、工夫が必要となる。尚、アーク炉においては、主にスラグフォーミングの促進等を目的として、酸素と炭材との同時吹込みが実施される場合がある。この場合、酸素噴流に炭材を合流させ、炭素と酸素とを溶鉄の一か所に集中的に供給することにより、スラグ中で確実にCOガスを発生させ、スラグのフォーミング状態を安定化させることが一般的である。
【先行技術文献】
【特許文献】
【0004】
特開2016-145393号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来技術においては、アーク炉内で溶鉄の脱窒を行う場合の脱窒効率に関して、改善の余地がある。
【課題を解決するための手段】
【0006】
本願は、上記課題を解決するための手段の一つとして、以下の複数の態様を開示する。
<態様1>
送酸手段と炭材供給手段とを備えるアーク炉を用いて溶鋼を製造する方法であって、
前記送酸手段から前記アーク炉内の溶鉄へと酸素噴流を噴射するとともに、前記炭材供給手段から位置P
1
に向けて炭材を供給すること、を含み、
前記酸素噴流の向きが、鉛直方向に対して傾斜しており、
前記位置P
1
が、静止溶鉄面を含む水平面にあり、
前記位置P
1
が、前記酸素噴流と前記水平面との衝突面の外側にあり、
前記送酸手段の先端から前記水平面に下ろした垂線が、交点P
2
にて前記水平面と交差し、
前記酸素噴流の中心軸が、交点P
3
にて前記水平面と交差し、
前記位置P
1
及び前記交点P
3
を結ぶ線分P
1
P
3
と、前記交点P
2
及び前記交点P
3
を結ぶ線分P
2
P
3
とのなす角度θ
1
が、0°以上90°以下である、
溶鋼の製造方法。
<態様2>
態様1の溶鋼の製造方法であって、
前記水平面において、前記交点P
3
を中心とし、前記線分P
2
P
3
を対称軸とする、半径3r
1
(r
1
:幾何学的火点の短半径)の半円を仮定した場合に、前記位置P
1
が、前記半円の内側にある、
溶鋼の製造方法。
<態様3>
溶鉄を処理するアーク炉であって、少なくとも1つの送酸手段と、少なくとも1つの炭材供給手段とを備え、
前記送酸手段は、前記アーク炉内の前記溶鉄に向かって酸素噴流を噴射するように構成され、
前記送酸手段は、前記酸素噴流の向きが鉛直方向に対して傾斜するように構成され、
前記炭材供給手段は、位置P
1
に向けて炭材を供給するように構成され、
前記送酸手段及び前記炭材供給手段は、
前記位置P
1
が、静止溶鉄面を含む水平面にあり、
前記位置P
1
が、前記酸素噴流と前記水平面との衝突面の外側にあり、
前記送酸手段の先端から前記水平面に下ろした垂線が、交点P
2
にて前記水平面と交差し、
前記酸素噴流の中心軸が、交点P
3
にて前記水平面と交差し、かつ、
【発明の効果】
【0007】
本開示の溶鋼の製造方法及びアーク炉によれば、アーク炉内の溶鉄に対して酸素噴流を噴射するとともに炭材を供給した場合に、脱窒反応を効率的に生じさせることができる。
【図面の簡単な説明】
【0008】
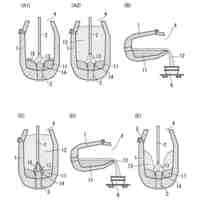
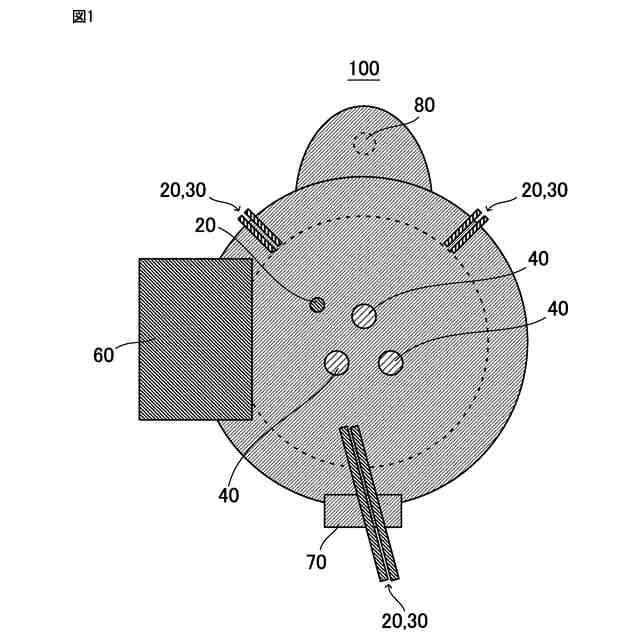
アーク炉を上から見た場合における各部材の位置関係の一例を概略的に示している。
静止溶鉄面を含む水平面における位置P
1
、交点P
2
及び交点P
3
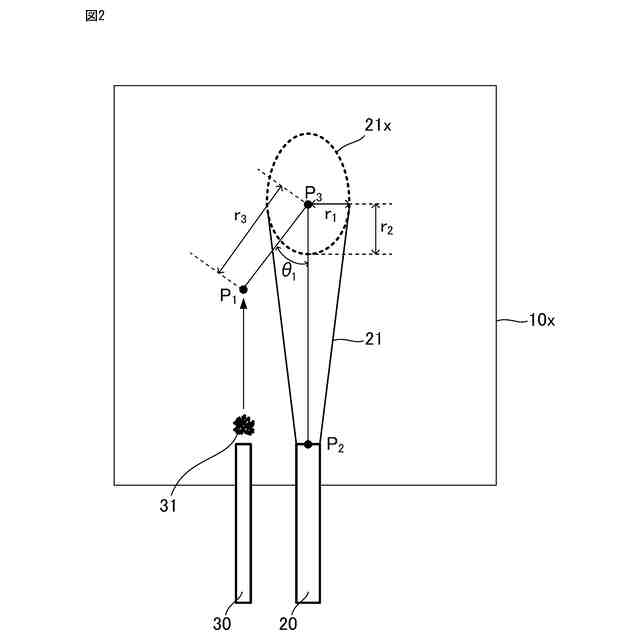
の位置関係であって、アーク炉を上から見た場合における位置関係の一例を概略的に示している。
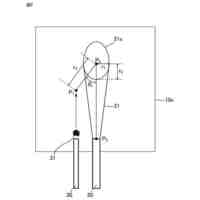
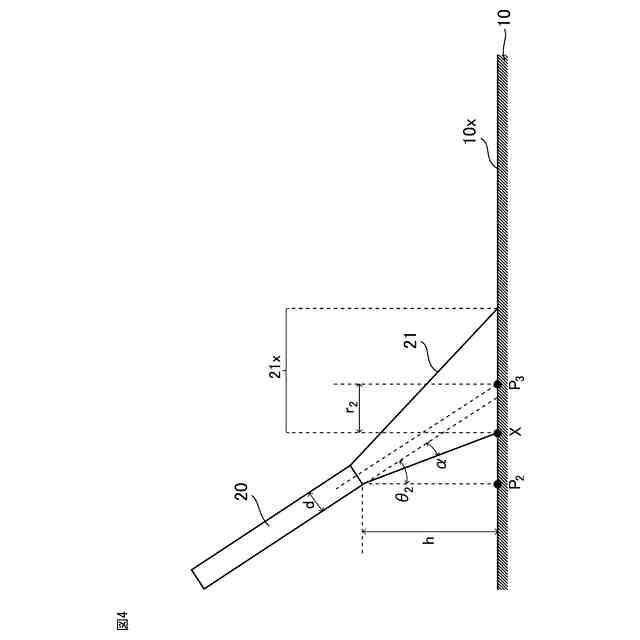
アーク炉を横から見た場合における送酸手段と炭材供給手段との位置関係の一例を概略的に示している。上部電極等は省略して示している。
酸素噴流の形状、及び、静止溶鉄面を含む水平面と酸素噴流との衝突面の形状の一例を概略的に示している。
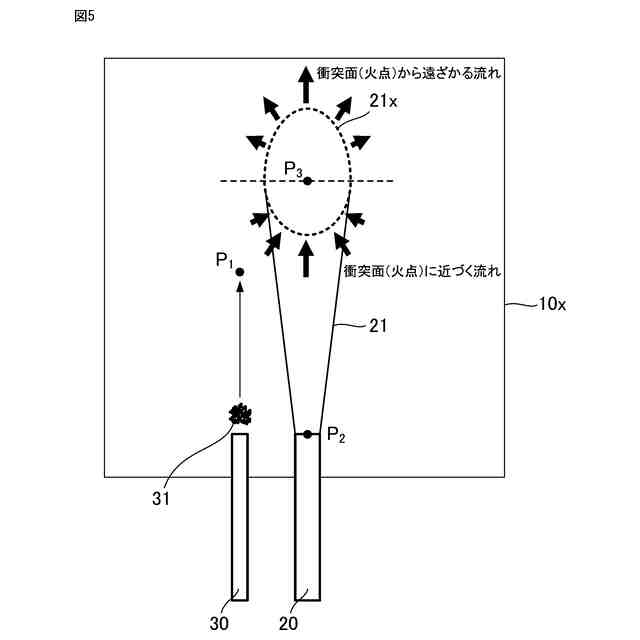
酸素噴流の衝突面の周囲に誘起される流れの向きの一例を概略的に示している。
静止溶鉄面を含む水平面における位置P
1
の好ましい位置の一例を概略的に示している。
【発明を実施するための形態】
【0009】
1.溶鋼の製造方法
図面を参照しつつ、本開示の溶鋼の製造方法について説明する。ただし、本開示の溶鋼の製造方法は、図示される形態に限定されるものではない。
【0010】
図1~4に示されるように、一実施形態に係る溶鋼の製造方法は、送酸手段20と炭材供給手段30とを備えるアーク炉100を用いて溶鋼を製造する方法であって、前記送酸手段20から前記アーク炉100内の溶鉄10へと酸素噴流21を噴射するとともに、前記炭材供給手段30から位置P
1
に向けて炭材31を供給すること、を含む。図3及び4に示されるように、前記酸素噴流21の向きは、鉛直方向に対して傾斜している。図2及び3に示されるように、前記位置P
1
は、静止溶鉄面を含む水平面10xにある。図2及び3に示されるように、前記位置P
1
は、前記酸素噴流21と前記水平面10xとの衝突面21xの外側にある。図2及び4に示されるように、前記送酸手段20の先端から前記水平面10xに下ろした垂線は、交点P
2
にて前記水平面10xと交差する。図2及び4に示されるように、前記酸素噴流21の中心軸は、交点P
3
にて前記水平面10xと交差する。図2に示されるように、前記位置P
1
及び前記交点P
3
を結ぶ線分P
1
P
3
と、前記交点P
2
及び前記交点P
3
を結ぶ線分P
2
P
3
とのなす角度θ
1
は、0°以上90°以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
線材
2日前
日本製鉄株式会社
鋼線
2日前
日本製鉄株式会社
床構造
9日前
日本製鉄株式会社
評価方法
10日前
日本製鉄株式会社
鉄道車輪
26日前
日本製鉄株式会社
鉄道車輪
26日前
日本製鉄株式会社
溶接継手
16日前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
脱りん方法
1か月前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
軸受用鋼管
17日前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
鋼の製造方法
4日前
日本製鉄株式会社
溶鉄の精錬方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
粒度分布測定方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
2日前
日本製鉄株式会社
棒製品の製造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
ボルトの製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
23日前
日本製鉄株式会社
耐火被覆梁及び床構造
22日前
日本製鉄株式会社
肥料及び肥料の製造方法
9日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
1か月前
日本製鉄株式会社
床構造及び床構造の施工方法
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ