TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075499
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186716
出願日
2023-10-31
発明の名称
T継手の製造方法及び評価方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B23K
9/02 20060101AFI20250508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接量を低減しつつ、溶接部の評価を簡便に行うことのできるT継手の製造方法を提供する。
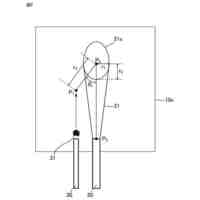
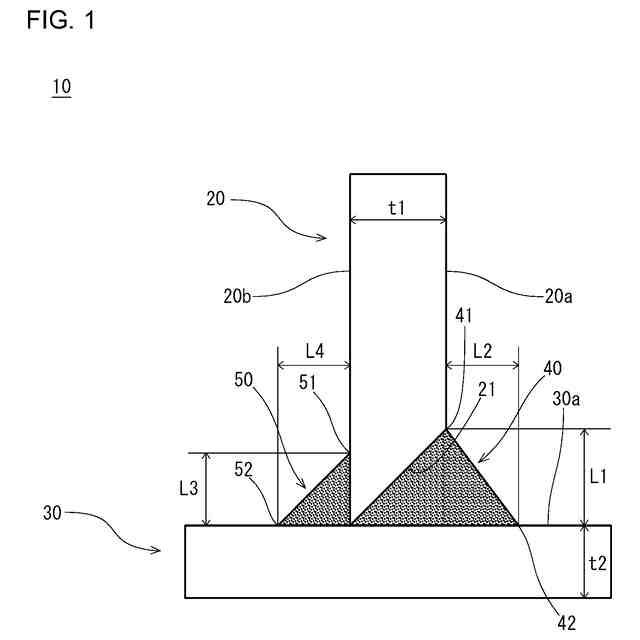
【解決手段】T継手(10)の製造方法は、縦板準備工程と、底板準備工程と、接合工程と、を備える。縦板準備工程では、縦板(20)を準備する。底板準備工程では、底板(30)を準備する。接合工程では、縦板(20)の開先(21)と底板(30)の外面(30a)とを第1溶接部(40)によって接合し、縦板(20)の裏面(20b)と底板(30)の外面(30a)とを第2溶接部(50)によって接合する。第1溶接部(40)において、縦板(20)側の脚長(L1)は縦板(20)の厚み(t1)と同じで、底板(30)側の脚長(L2)は底板(30)の厚み(t2)と同じである。第2溶接部(50)において、縦板(20)側の脚長(L3)及び底板(30)側の脚長(L4)はそれぞれ底板(30)の厚み(t2)と同じである。
【選択図】図1
特許請求の範囲
【請求項1】
鉄道車両用台車枠に用いられるT継手の製造方法であって、
表面と、裏面とを有する縦板を準備する縦板準備工程であって、前記縦板の端部は、前記縦板の厚みと同じ深さで前記縦板の前記表面側に形成された開先を含む、前記縦板準備工程と、
前記縦板の厚みよりも小さい厚みを有する底板を準備する底板準備工程と、
前記縦板の前記端部を前記底板の外面に溶接して前記T継手を形成する接合工程であって、前記縦板の前記開先と前記底板の前記外面とを第1溶接部によって接合し、前記縦板の前記裏面と前記底板の前記外面とを第2溶接部によって接合する、前記接合工程と、を備え、
前記第1溶接部において、前記縦板側の脚長は前記縦板の厚みと同じで、前記底板側の脚長は前記底板の厚みと同じであり、
前記第2溶接部において、前記縦板側の脚長及び前記底板側の脚長はそれぞれ前記底板の厚みと同じである、製造方法。
続きを表示(約 260 文字)
【請求項2】
請求項1に記載の製造方法で製造されたT継手の評価方法であって、
前記底板の厚みと前記T継手に発生する最大応力との間の相関関係を導出する、導出工程と、
ある荷重条件下において、前記縦板の厚みが前記底板の厚みと同じ基準T継手に発生する最大応力を測定する、測定工程と、
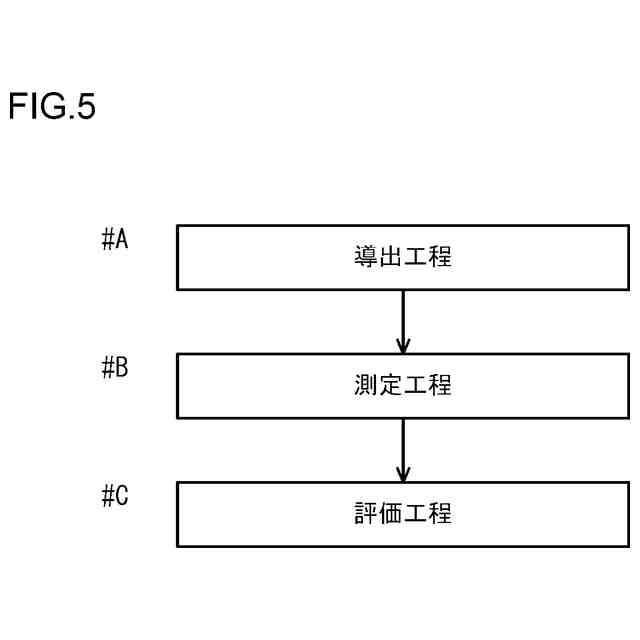
前記導出工程で導出した前記相関関係及び前記測定工程で測定した前記基準T継手に発生する最大応力から、前記測定工程での測定と同じ荷重条件下において前記T継手に発生する最大応力を評価する、評価工程と、を備える、評価方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鉄道車両用台車枠に用いられるT継手の製造方法、及び当該製造方法で製造されたT継手の評価方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
鉄道車両(以下、単に「車両」とも言う。)は、骨格として台車枠を含む台車と、車体とを備え、レール上を走行する。台車枠は、左右に一対の側ばりと、横ばりと、受座と、を含む。受座は、機能部品が取り付けられるために設けられる。機能部品は、例えばブレーキキャリパ、モータ、歯車装置である。受座は、例えば横ばりに溶接される。このように、台車枠は、様々な部材を溶接することによって形成される。
【0003】
一般に、2つの部材を溶接した溶接部は荷重伝達が変化する部位になりやすいため、溶接部に応力が集中しやすい。溶接部において荷重伝達を急変させないためには、溶接部の脚長を大きくすることが有効である。これにより、溶接部における応力集中を緩和することができる。
【0004】
溶接部における応力集中を緩和する技術として、例えば特許文献1が知られている。特許文献1には、平板(鋼床版)にレ形開先を有する縦板(リブ板)が完全溶け込み溶接で溶接された略T字型の継手及びその溶接方法が開示されている。特許文献1には、開先側(表ビード側)の溶接部において、平板側の脚長を縦板の厚みの1/2以上、4倍以下とすることにより、開先側の止端部への応力集中が低減されて疲労強度が向上する、と記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2008-290116号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述したように、2つの部材を溶接する場合において、溶接部の応力集中を緩和する手段のひとつとして、溶接部の脚長を大きくすることが考えられる。しかしながら、脚長を大きくすると、以下のデメリットが生じる。溶接にかかる時間及び溶接で用いる電気量が大きくなるため、コストが増加する。脚長の増加に伴い、用いる部材のサイズが大きくなる場合もある。また、溶接部において溶接欠陥が発生するリスクも増加する。部材への入熱量が増加して歪が発生すると、歪を除去する手間もかかる。さらに、溶接の際に溶接ヒュームが発生しやすくなり、溶接作業者の安全衛生(健康)上の負荷が増加する。溶接の際に使用する二酸化炭素を含むシールドガス量が増加することと、溶接時に二酸化炭素が発生することにより、環境に対する負荷も増加する。
【0007】
これらのデメリットを解消するためには、溶接部における脚長を極力小さくして、溶接量を低減すればよい。しかしながら、溶接量を低減した場合、応力集中が発生しやすくなるため、溶接部の強度を評価する必要がある。溶接部の強度評価では、その脚長に応じてFE(有限要素)解析を都度行うことになり、非常に手間がかかる。
【0008】
本開示の目的は、溶接量を低減しつつ、溶接部の評価を簡便に行うことのできるT継手の製造方法及び評価方法を提供することである。
【課題を解決するための手段】
【0009】
本開示に係る鉄道車両用台車枠に用いられるT継手の製造方法は、縦板準備工程と、底板準備工程と、接合工程と、を備える。縦板準備工程では、表面と、裏面とを有する縦板を準備する。縦板の端部は、縦板の厚みと同じ深さで縦板の表面側に形成された開先を含む。底板準備工程では、縦板の厚みよりも小さい厚みを有する底板を準備する。接合工程では、縦板の端部を底板の外面に溶接してT継手を形成する。接合工程では、縦板の開先と底板の外面とを第1溶接部によって接合し、縦板の裏面と底板の外面とを第2溶接部によって接合する。第1溶接部において、縦板側の脚長は縦板の厚みと同じで、底板側の脚長は底板の厚みと同じである。第2溶接部において、縦板側の脚長及び底板側の脚長はそれぞれ底板の厚みと同じである。
【0010】
本実施形態に係る評価方法は、上記製造方法で製造されたT継手の評価方法である。当該評価方法は、導出工程と、測定工程と、評価工程と、を備える。導出工程では、底板の厚みとT継手に発生する最大応力との間の相関関係を導出する。測定工程では、ある荷重条件下において、縦板の厚みが底板の厚みと同じ基準T継手に発生する最大応力を測定する。評価工程では、導出工程で導出した相関関係及び測定工程で測定した基準T継手に発生する最大応力から、測定工程での測定と同じ荷重条件下においてT継手に発生する最大応力を評価する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
3日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼線
3日前
日本製鉄株式会社
床構造
10日前
日本製鉄株式会社
鉄道車輪
27日前
日本製鉄株式会社
鉄道車輪
27日前
日本製鉄株式会社
溶接継手
17日前
日本製鉄株式会社
評価方法
11日前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
軸受用鋼管
18日前
日本製鉄株式会社
脱りん方法
1か月前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
鋼の製造方法
5日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
高炉の操業方法
20日前
日本製鉄株式会社
溶鉄の精錬方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
粒度分布測定方法
1か月前
日本製鉄株式会社
ボルトの製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
1か月前
日本製鉄株式会社
棒製品の製造方法
5日前
日本製鉄株式会社
溶銑の脱りん方法
3日前
日本製鉄株式会社
焼結鉱の製造方法
24日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
耐火被覆梁及び床構造
23日前
日本製鉄株式会社
肥料及び肥料の製造方法
10日前
日本製鉄株式会社
床構造及び床構造の施工方法
23日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
1か月前
日本製鉄株式会社
温度測定装置及び温度測定方法
1か月前
日本製鉄株式会社
T継手の製造方法及び評価方法
1か月前
日本製鉄株式会社
表面検査装置及び表面検査方法
11日前
日本製鉄株式会社
温度測定装置及び温度測定方法
1か月前
日本製鉄株式会社
コークス品質のばらつき推定方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ