TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082119
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195378
出願日
2023-11-16
発明の名称
温度測定装置及び温度測定方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
G01J
5/10 20060101AFI20250521BHJP(測定;試験)
要約
【課題】2色放射温度計による燃焼室の測温作業を自動化する。
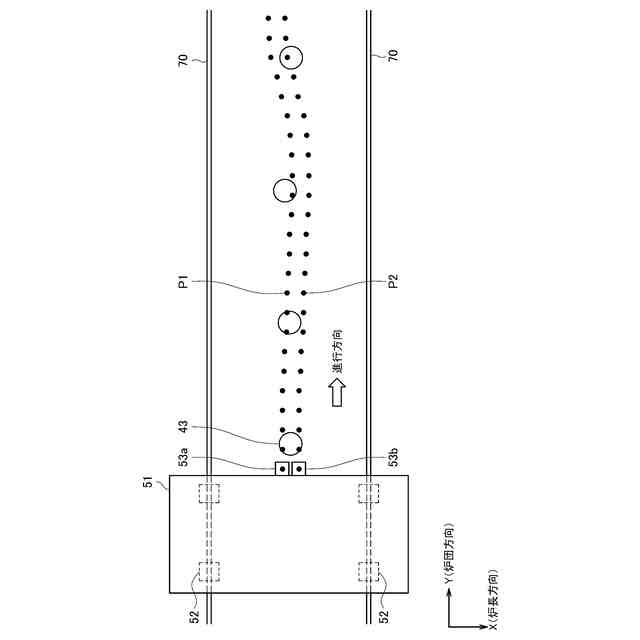
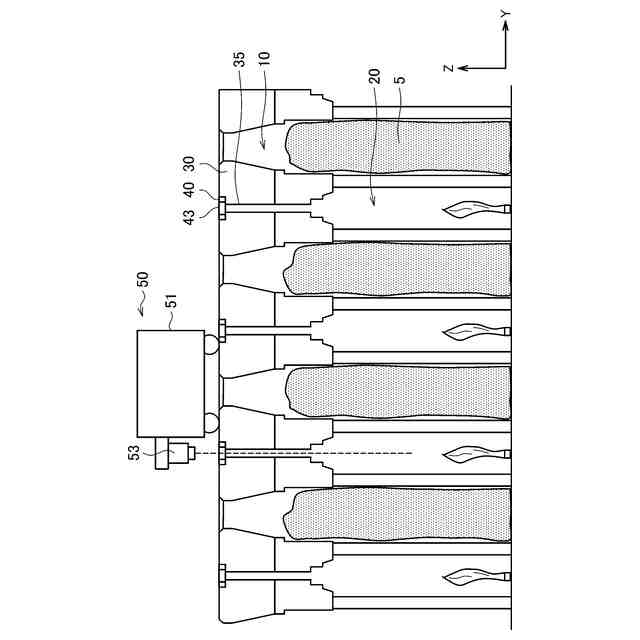
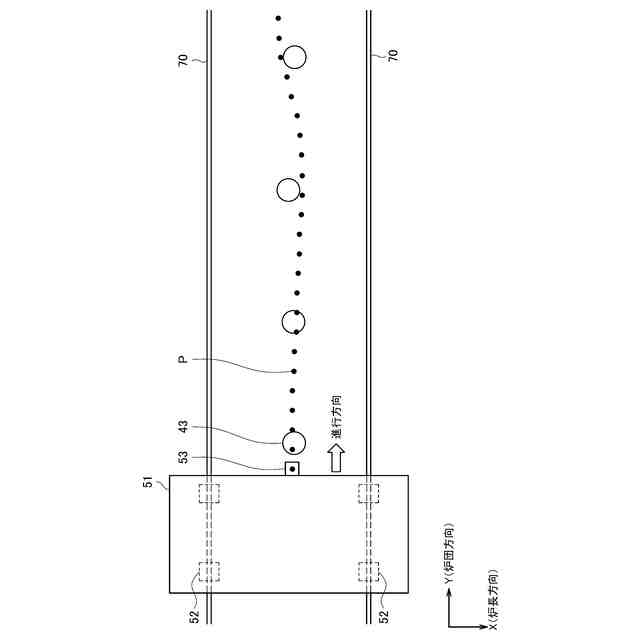
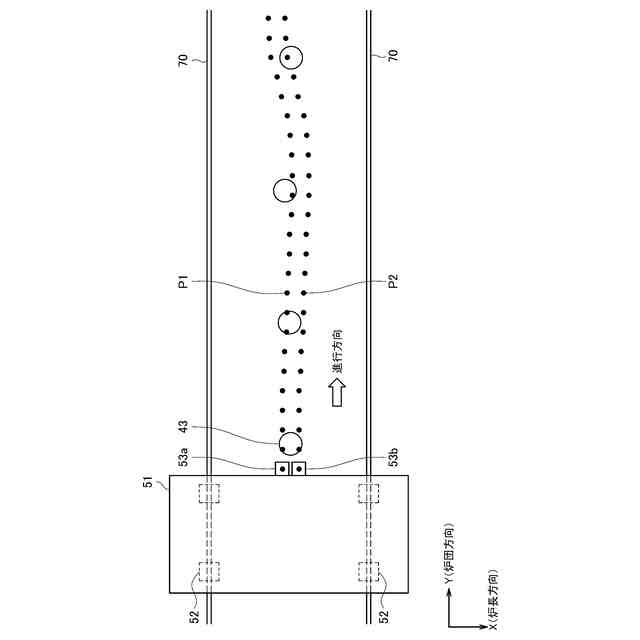
【解決手段】コークス炉の燃焼室の温度を測定する温度測定装置は、コークス炉の炭化室と燃焼室とが並ぶ方向である炉団方向に直交する炉長方向に沿って所定の設置間隔で設けられ、燃焼室の上部の観察孔に設けられた光学窓を介して燃焼室からの放射光を検出することにより、燃焼室の温度を測定する、複数の2色放射温度計と、コークス炉の上面を炉団方向に沿って移動するための移動機構と、を備え、燃焼室の温度を測定する際に、移動機構による炉団方向への移動に伴い所定の時間間隔または所定の距離間隔で定められる位置を、複数の2色放射温度計のそれぞれが温度を測定するための測定点として、複数の2色放射温度計は、1つの光学窓について、複数の2色放射温度計の測定点の合計数が、許容される測温精度を満たすために必要な最小測定点数以上となる設置間隔で設けられる。
【選択図】図7
特許請求の範囲
【請求項1】
コークス炉の燃焼室の温度を測定する温度測定装置であって、
前記コークス炉の炭化室と前記燃焼室とが並ぶ方向である炉団方向に直交する炉長方向に沿って所定の設置間隔で設けられ、前記燃焼室の上部の観察孔に設けられた光学窓を介して前記燃焼室からの放射光を検出することにより、前記燃焼室の温度を測定する、複数の2色放射温度計と、
前記コークス炉の上面を前記炉団方向に沿って移動するための移動機構と、
を備え、
前記燃焼室の温度を測定する際に、前記移動機構による前記炉団方向への移動に伴い所定の時間間隔または所定の距離間隔で定められる位置を、前記複数の2色放射温度計のそれぞれが温度を測定するための測定点として、
前記複数の2色放射温度計は、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、許容される測温精度を満たすために必要な最小測定点数以上となる設置間隔で設けられる、温度測定装置。
続きを表示(約 630 文字)
【請求項2】
前記複数の2色放射温度計の設置間隔は、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、前記許容される測温精度を満たすために必要な最小測定点数以上となる範囲内で広くする、請求項1に記載の温度測定装置。
【請求項3】
前記移動機構は、前記炭化室に石炭を供給する装炭車である、請求項1または2に記載の温度測定装置。
【請求項4】
コークス炉の燃焼室の温度を測定する温度測定方法であって、
前記コークス炉の炭化室と前記燃焼室とが並ぶ方向である炉団方向に直交する炉長方向に沿って所定の設置間隔で設けられ、前記燃焼室の上部の観察孔に設けられた光学窓を介して前記燃焼室からの放射光を検出することにより、前記燃焼室の温度を測定する、複数の2色放射温度計と、
前記コークス炉の上面を前記炉団方向に沿って移動するための移動機構と、
を備えた温度測定装置を用いて、
前記燃焼室の温度を測定する際に、前記移動機構による前記炉団方向への移動に伴い所定の時間間隔または所定の距離間隔で定められる位置を、前記複数の2色放射温度計のそれぞれが温度を測定するための測定点として、
前記複数の2色放射温度計が、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、許容される測温精度を満たすために必要な最小測定点数以上となる設置間隔で設けられる、温度測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コークス炉の燃焼室の温度を測定する温度測定装置及び温度測定方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
コークス炉では、燃焼室の温度に基づいて燃料ガスの供給量を調整しながら操業が行われている。燃焼室の温度は、一般に、コークス炉の燃焼室の上方に設けられたフリューポートと呼ばれる観察孔から放射温度計を用いて測定される。放射温度計を用いた燃焼室の温度の測定作業は、作業者が、観察孔を封鎖するフリューポートの蓋(以下、「フリュー蓋」とも称する。)を取り外し、ハンディタイプの放射温度計により燃焼室内部を覗いて測温し、測定値が得られるとフリュー蓋を元に戻す、という手順で実施される。かかる測定作業では、放射温度計で大気開放された燃焼室を直視することになるため、作業者が燃焼室からの炎や高温の熱風に晒される危険がある。また、1つのコークス炉には約100室の燃焼室があり、さらに各燃焼室には30程度のフリューポートがあるため、燃焼室ごとに特定された数か所のフリューポートにおいて測温するだけでも多大な作業量となる。
【0003】
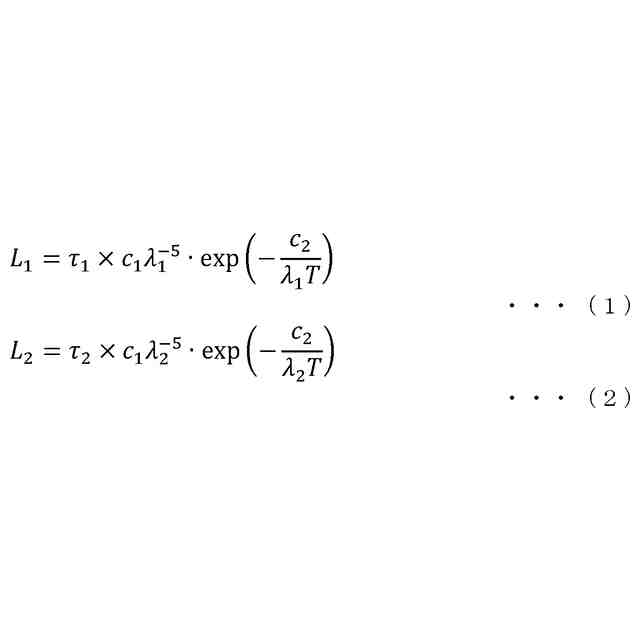
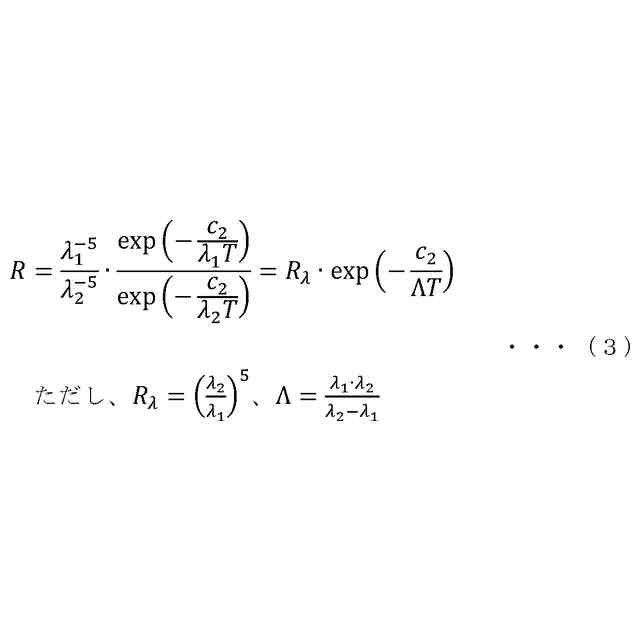
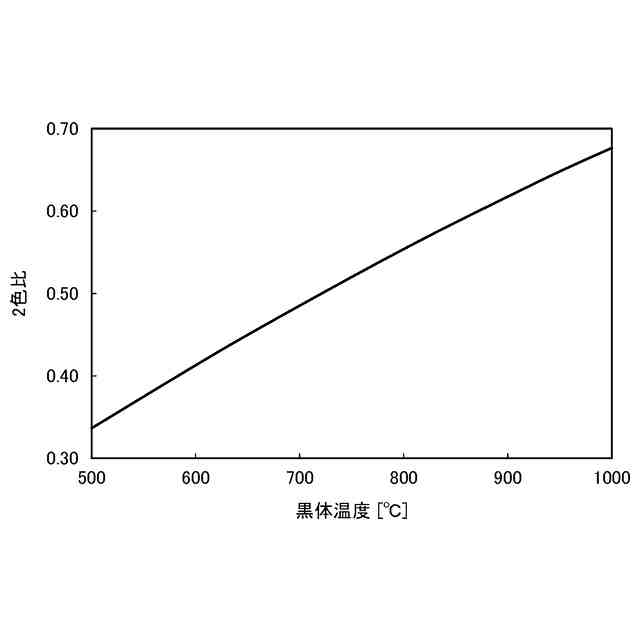
また、燃焼室の温度を測定するための手法として、例えば特許文献1には、フリュー蓋に光学窓を設け、光学窓を介して2色放射温度計で燃焼室の温度を測定する方法が提案されている。特許文献1に記載の方法では、フリュー蓋を取り外すことなく測温ができる。また、2色放射温度計は、異なる2つの波長の分光放射輝度を検出し、それらの分光放射輝度の比(2色比)が温度に応じて変化することを測定原理とする。このため、光学窓に粉塵が付着して観測する放射輝度が低下した場合や、2色放射温度計の視野の一部が光学窓から外れる「視野欠け」が生じた場合の影響を受けにくく、正確に温度を測定することができる。
【先行技術文献】
【特許文献】
【0004】
特開2022-144765号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載の方法では、フリュー蓋に光学窓を設けることで、光学窓を介して2色放射温度計で燃焼室の温度を測定することができる。しかし、2色放射温度計での測温作業は作業者が観察孔毎に行わなければならず、さらなる作業負荷の軽減が求められる。
【0006】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、2色放射温度計による燃焼室の測温作業を自動化することが可能な、温度測定装置及び温度測定方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある観点によれば、コークス炉の燃焼室の温度を測定する温度測定装置であって、前記コークス炉の炭化室と前記燃焼室とが並ぶ方向である炉団方向に直交する炉長方向に沿って所定の設置間隔で設けられ、前記燃焼室の上部の観察孔に設けられた光学窓を介して前記燃焼室からの放射光を検出することにより、前記燃焼室の温度を測定する、複数の2色放射温度計と、前記コークス炉の上面を前記炉団方向に沿って移動するための移動機構と、を備え、前記燃焼室の温度を測定する際に、前記移動機構による前記炉団方向への移動に伴い所定の時間間隔または所定の距離間隔で定められる位置を、前記複数の2色放射温度計のそれぞれが温度を測定するための測定点として、前記複数の2色放射温度計は、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、許容される測温精度を満たすために必要な最小測定点数以上となる設置間隔で設けられる、温度測定装置が提供される。
【0008】
前記複数の2色放射温度計の設置間隔は、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、前記許容される測温精度を満たすために必要な最小測定点数以上となる範囲内で広くしてもよい。
【0009】
前記移動機構は、前記炭化室に石炭を供給する装炭車であってもよい。
【0010】
また、上記課題を解決するために、本発明の別の観点によれば、コークス炉の燃焼室の温度を測定する温度測定方法であって、前記コークス炉の炭化室と前記燃焼室とが並ぶ方向である炉団方向に直交する炉長方向に沿って所定の設置間隔で設けられ、前記燃焼室の上部の観察孔に設けられた光学窓を介して前記燃焼室からの放射光を検出することにより、前記燃焼室の温度を測定する、複数の2色放射温度計と、前記コークス炉の上面を前記炉団方向に沿って移動するための移動機構と、を備えた温度測定装置を用いて、前記燃焼室の温度を測定する際に、前記移動機構による前記炉団方向への移動に伴い所定の時間間隔または所定の距離間隔で定められる位置を、前記複数の2色放射温度計のそれぞれが温度を測定するための測定点として、前記複数の2色放射温度計が、1つの前記光学窓について、前記複数の2色放射温度計の前記測定点の合計数が、許容される測温精度を満たすために必要な最小測定点数以上となる設置間隔で設けられる、温度測定方法が提供される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ