TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068422
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178327
出願日
2023-10-16
発明の名称
焼結鉱の製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C22B
1/16 20060101AFI20250421BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】焼結鉱の製造において、バイオマス炭である木材炭化物を利用し、生産性の向上を図る。
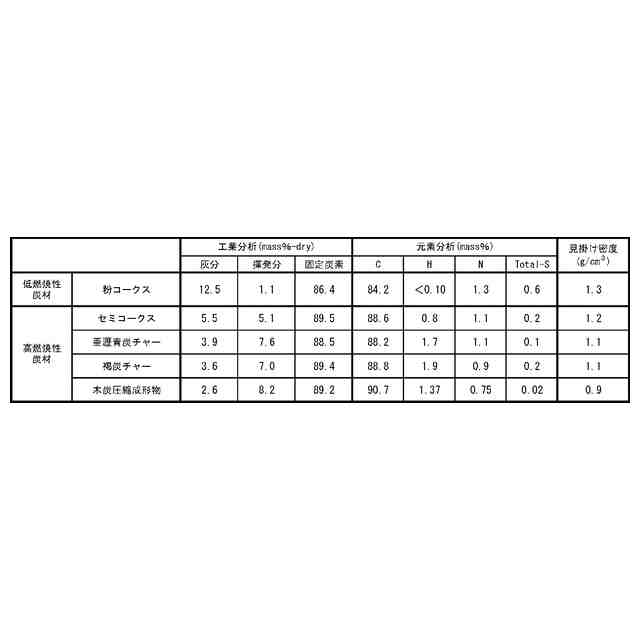
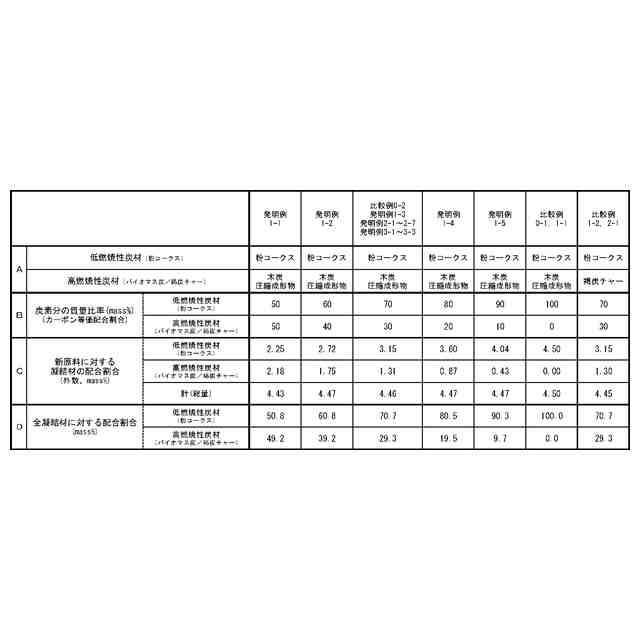
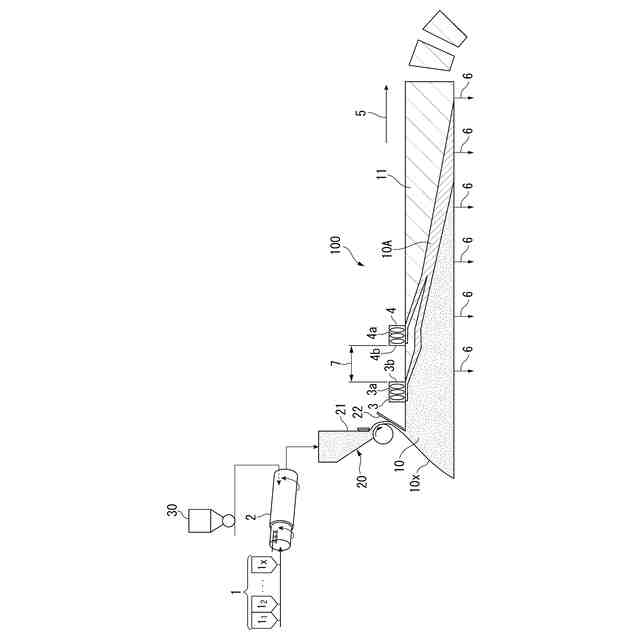
【解決手段】造粒した配合原料を下方吸引により焼結を進行させる焼結鉱の製造方法において、点火炉と、該点火炉の下流側に所定の間隔を空けて配置される再点火炉とを用いて、点火炉による点火と再点火炉による再点火とを行い、配合原料の凝結材として、低燃焼性炭材(粉コークス又は/及び無煙炭)と、木材炭化物の集合体を圧縮して成形した圧縮成形物を粉砕した粉砕物(木炭圧縮成形粉砕物)とを、所定の配合割合に基づいて使用する。
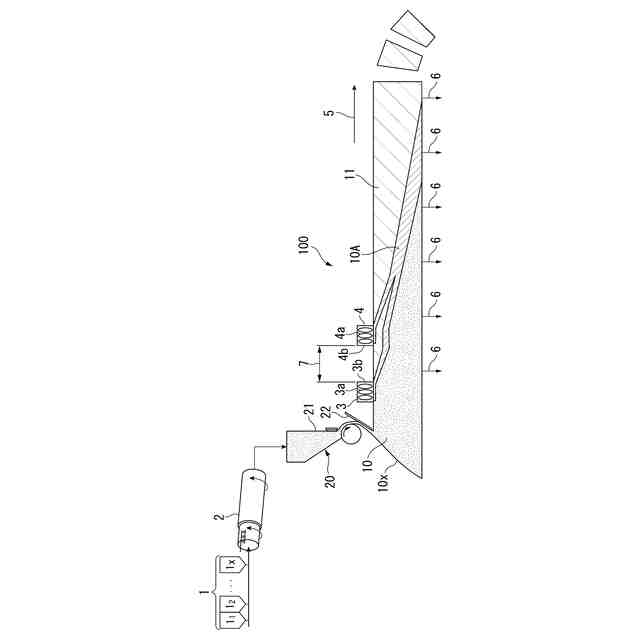
【選択図】図4
特許請求の範囲
【請求項1】
造粒した配合原料を下方吸引により焼結を進行させる焼結鉱の製造方法において、
点火炉と、該点火炉の下流側に所定の間隔を空けて配置される再点火炉とを用いて、前記点火炉による点火と前記再点火炉による再点火とを行い、
前記配合原料の凝結材として、粉コークス又は/及び無煙炭と、木材炭化物の集合体を圧縮して成形した圧縮成形物を粉砕した粉砕物とを、所定の配合割合に基づいて使用することを特徴とする焼結鉱の製造方法。
続きを表示(約 230 文字)
【請求項2】
前記所定の配合割合に基づいて混合された、前記凝結材のうちの一部又は全部を、造粒工程の途中に後添加することを特徴とする請求項1に記載の焼結鉱の製造方法。
【請求項3】
前記造粒工程の途中に後添加する場合において、後添加する凝結材の質量の割合を前記凝結材の全体の質量に対して30質量%以上とし、前記後添加する凝結材を添加するまでの造粒時間を全造粒時間に対して80%以上96%以下とすることを特徴とする請求項2に記載の焼結鉱の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高炉原料用の焼結鉱を製造する焼結鉱の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
高炉製銑の主原料は、焼結鉱である。近年、焼結鉱の製造方法として、焼結歩留の向上を目的とした二段階の点火を行う再点火焼結法(下記特許文献1)が提案されている。再点火焼結法は、第1の点火終了後、大気吸引領域において所定の時間大気を吸引させ、続いて、第2の点火(再点火)を実施する技術である。また、再点火焼結法の改良した技術として、原料充填層の層厚方向において炭材の偏析を強化する方法(下記特許文献2)や、ロガ指数が10以下である石炭を原炭として乾留したチャー(後述する高燃焼性炭材)を凝結材として活用する方法(下記特許文献3)が提案されている。
【0003】
通常の一段階(1回)の点火のみを行う一段点火焼結法については、高燃焼性炭材(コークスや無煙炭などの低燃焼性炭材よりも燃焼開始温度の低い炭材)を活用する技術がすでに種々示されている。例えば、高燃焼性炭材の配合割合に関する技術(下記特許文献4、7)、高燃焼性炭材の好ましい粒度に関する技術(下記特許文献5、8)、および造粒工程での添加方法(下記特許文献4、6)などが提案されている。
【0004】
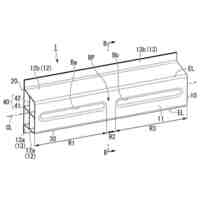
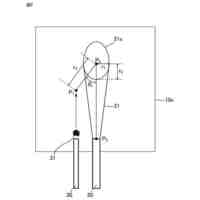
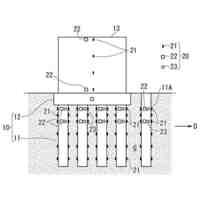
特許文献1には、上流から下流に至る進行方向に連続して設けられ、焼結原料が装入される複数のパレットと、複数のパレットのうち、進行方向上流のパレット内の原料充填層を上部から点火する点火器と、複数のパレットの下方から大気を吸引する風箱と、点火器の下流側に離間して配置され、原料充填層の上面の全幅をフレーム加熱するフレーム加熱装置と、点火器及びフレーム加熱装置の間に形成され、下方吸引により大気が吸引され、上面からは直接加熱が行われない大気吸引領域と、を備えるドワイトロイド(DL)式焼結機を用いた焼結鉱の製造方法(再点火焼結法)が開示されている。被還元性を維持しつつ、焼結鉱の歩留、冷間強度の両方を向上させることができることが記載されている。
【0005】
特許文献2には、ドワイトロイド式焼結機を用いて、上流から下流に至る進行方向に循環移動する複数のパレットに対して、それぞれ原料充填層を下層と表層とに分けて形成し、下層の固体可燃物の濃度を表層の固体可燃物の濃度より低くして焼結鉱を製造するにあたり、進行方向上流のパレット内の原料充填層に対して上方から点火し、原料充填層の点火部が進行方向下流側に移動した後、該点火部に対して再点火を行う焼結鉱の製造方法が開示されている。表層の固体可燃物の濃度を高くしながらも、未燃分を減らして熱として有効活用できるようにすることで、焼成速度を高めつつ、歩留まりを高めて、生産性を更に向上させることができることが記載されている。
【0006】
特許文献3には、点火器と、点火器下流側に離間して設けられ、原料充填層の上面をフレーム加熱するフレーム加熱装置とを備えたドワイトロイド(DL)式焼結機を用い、装入される配合原料は、炭材の一部または全量のみを取り除いた原料を、水分を添加して造粒する途中または造粒した後に、取り除いていた炭材を前記原料に添加したものであり、後から添加する炭材を、ロガ指数が10以下である石炭を原炭として乾留したチャー(石炭チャー)とする技術が開示されている。再点火焼結法の造粒工程において、石炭チャーを後から添加することで、歩留および生産性が向上することが記載されている。
【0007】
特許文献4には、焼結原料の凝結材として、粉コークス及び無煙炭の少なくともどちらか一方からなる低燃焼性炭材と、低燃焼性炭材よりも燃焼開始温度が低い炭材である高燃焼性炭材とを用い、高燃焼性炭材の炭素分は、凝結材の炭素分に対して質量比率が25質量%~75質量%であり、低燃焼性炭材及び高燃焼性炭材の少なくともいずれか一方を、焼結原料の造粒工程後半において添加する焼結鉱の製造方法が、焼結の歩留を向上させる技術として開示されている。
【0008】
特許文献5には、鉄鉱石、副原料、返鉱及び固体炭材からなる焼結原料を造粒処理して得られた擬似粒子を焼結機のパレットに偏析装入し、原料層の高さ方向に炭素濃度差を生じさせて焼成する焼結鉱の製造方法において、焼結原料中の固体炭材の一部又は全部として、アブラ椰子核殻を加熱処理して製造した固体炭化物であるアブラ椰子核殻炭を配合する際に、平均粒度を2.7mm~6.0mmに調整したアブラ椰子核殻炭を配合する技術が開示されている。アブラ椰子核殻炭を焼結用固体炭材として利用することにより、地球温暖化ガスである炭酸ガス排出量を抑制するとともに、適正な操業技術により、焼結生産性を向上させる。また、焼結原料中の固体炭材の一部として、アブラ椰子核殻炭を配合する際に、平均粒度を、固体炭材である粉コークス又は無煙炭の平均粒度よりも1.0mm~4.5mmの範囲内で粗粒に調整したアブラ椰子核殻炭を配合することが好ましいとしている。
【0009】
特許文献6には、石炭のロガ指数を算出し、このロガ指数が10以下である石炭を用いて焼結用炭材を製造する焼結用炭材の製造方法、および焼結用原料の造粒工程において、予め決められた配合量の少なくとも一部の焼結用炭材を、造粒工程の途中又は造粒工程の終了時に後添加することが開示されている。焼結鉱を製造するときに発生するNOxの排出量を低減することができることが記載されている。
【0010】
特許文献7には、窒素を2.3質量%-dry未満かつ硫黄を1質量%-dry未満含むバイオマス炭化物を0.1~9.0質量%含有し、残部が鉄鉱石、コークスその他副原料からなる焼結原料を用いて、下方吸引式焼結機で焼結鉱を製造することが開示されている。特許文献7では、バイオマス炭化物として、バイオマスを無酸素又は低酸素状態で熱分解したときに生成される固形分(残渣)を用いている。焼結原料の0.1~9.0質量%のバイオマスを焼結原料に混合することで、従来に比べ、排ガス中のNOx、SOxを低減できることが記載されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
溶接継手
24日前
日本製鉄株式会社
金属溶解方法
3日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
鋼の製造方法
5日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
高炉の操業方法
17日前
日本製鉄株式会社
溶鉄の精錬方法
2日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
ボルトの製造方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
メタンの製造方法
3日前
日本製鉄株式会社
鋳片の連続鋳造方法
17日前
日本製鉄株式会社
固定具および固定構造
20日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
17日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
17日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
2日前
日本製鉄株式会社
T継手の製造方法及び評価方法
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
16日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
3日前
日本製鉄株式会社
取付構造物及びこれを製造するための取付部材
10日前
日本製鉄株式会社
鋳片の切断制御方法、鋳片の切断制御装置およびプログラム
3日前
日本製鉄株式会社
モデル生成装置、電力量予測装置、モデル生成方法、及び、電力量予測方法
3日前
日本製鉄株式会社
地下構造物の評価方法、地下構造物の評価システム、演算プログラムおよび地下構造物
5日前
日本製鉄株式会社
ホットスタンプ用合金化溶融亜鉛めっき鋼板、ホットスタンプ成形体およびそれらの製造方法
4日前
株式会社プロテリアル
焼結体
3か月前
個人
高強度せん断補強筋用の鋼材
1か月前
宏幸株式会社
金属回収方法
1か月前
株式会社神戸製鋼所
鋼材
10日前
ハイモ株式会社
水中金属の回収除去方法
3か月前
大同特殊鋼株式会社
鋼材及び金型
5か月前
JX金属株式会社
銅製錬の操業方法
4か月前
株式会社クボタ
比重分離装置
1か月前
株式会社クボタ
比重分離装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ