TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076052
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187699
出願日
2023-11-01
発明の名称
鋳片の切断制御方法、鋳片の切断制御装置およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
B22D
11/16 20060101AFI20250508BHJP(鋳造;粉末冶金)
要約
【課題】秤量機を用いずに算定重量に基づいて鋳片を切断する際に、切断後の実際の鋳片の重量と算定重量との誤差をより小さくすることを可能にする。
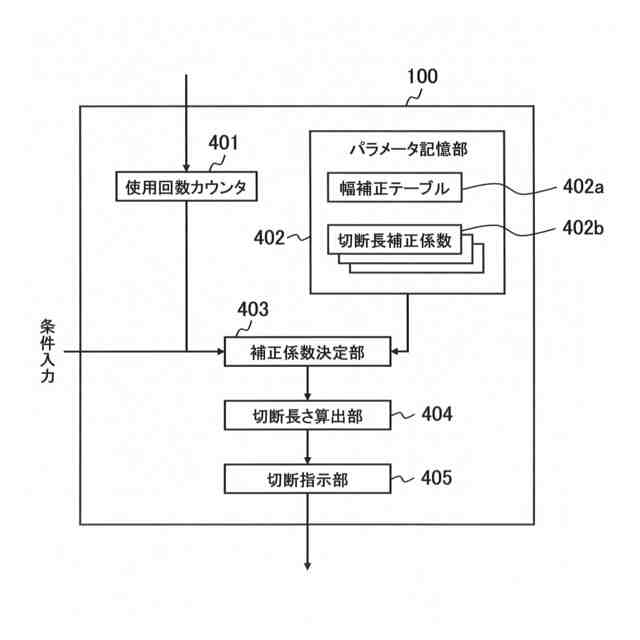
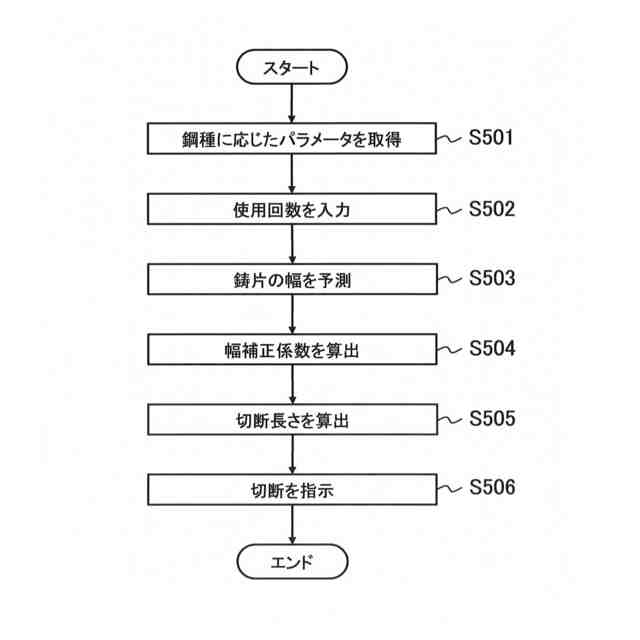
【解決手段】連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御方法であって、前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得工程と、前記取得工程において取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測工程と、切断後の鋳片の重量が前記算定重量となるように、前記予測工程において予測された鋳片の幅に基づいて切断長さを算出する算出工程と、前記算出工程において算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示工程と、を有する。
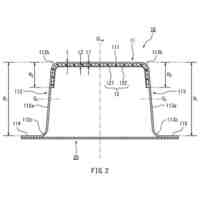
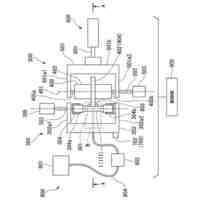
【選択図】図4
特許請求の範囲
【請求項1】
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御方法であって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得工程と、
前記取得工程において取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測工程と、
切断後の鋳片の重量が前記算定重量となるように、前記予測工程において予測された鋳片の幅に基づいて切断長さを算出する算出工程と、
前記算出工程において算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示工程と、
を有することを特徴とする鋳片の切断制御方法。
続きを表示(約 920 文字)
【請求項2】
前記算出工程はさらに、前記鋳片の鋼種に基づいて前記切断長さを算出することを特徴とする請求項1に記載の鋳片の切断制御方法。
【請求項3】
前記算出工程は、鋼種ごとの前記鋳片を鋳造する際の操業条件および前記鋳片の密度に応じた係数を用いて切断長さを算出することを特徴とする請求項2に記載の鋳片の切断制御方法。
【請求項4】
前記予測工程は、前記サポートロールの使用回数を所定の回数ごとに区分けし、前記区分けされた回数に基づいて前記鋳片の幅を予測することを特徴とする請求項1に記載の鋳片の切断制御方法。
【請求項5】
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御装置であって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得手段と、
前記取得手段によって取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測手段と、
切断後の鋳片の重量が前記算定重量となるように、前記予測手段によって予測された鋳片の幅に基づいて切断長さを算出する算出手段と、
前記算出手段によって算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示手段と、
を有することを特徴とする鋳片の切断制御装置。
【請求項6】
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御装置を制御するためのプログラムであって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得工程と、
前記取得工程において取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測工程と、
切断後の鋳片の重量が前記算定重量となるように、前記予測工程において予測された鋳片の幅に基づいて切断長さを算出する算出工程と、
前記算出工程において算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示工程と、
をコンピュータに実行させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に、算定重量に対して誤差が小さくなるように鋳片の切断長さを調整するために用いて好適な鋳片の切断制御方法、鋳片の切断制御装置およびプログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
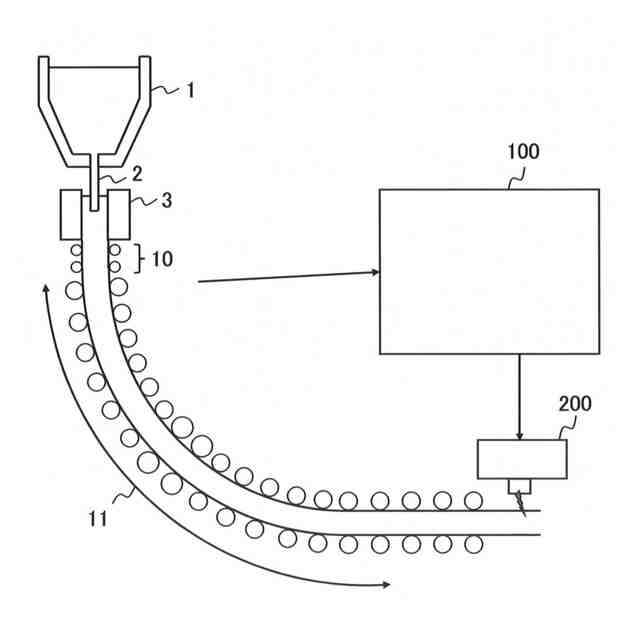
従来、秤量機を用いずに連続鋳造設備において鋳片を切断する際には、算定重量に基づいて鋳片の切断が行われる。算定重量は鋳片の密度と断面積と請求長さ(切断長さ)との積により算出され、これらの密度および断面積は主に代表値が用いられる。しかしながら、実際には鋼の成分や連続鋳造の操業条件によって密度や断面形状が異なり、算定重量と実際の重量とに差が生じ、重量差が大きいと切断後の鋳片が大きすぎたり小さすぎたりし、歩留の低下の要因となってしまう。
【0003】
そこで、切断長さを決定する様々な方法が提案されている。特許文献1には、ストランドの切断時に切断機手前の実績断面サイズを測定して切断長さを修正する技術が開示されている。特許文献2には、連続鋳造時の圧下開始位置と圧下終了位置を管理して鋳片の圧下範囲を把握し、切断長さを調整する技術が開示されている。また、特許文献3には、鋳片表面温度、鋳造速度および鋳型使用回数を検出して単位長さ当たりの単位重量を補正し、切断長さを補正する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平2-155552号公報
特開平8-117942号公報
特開昭63-313641号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法では秤量が必要であり、秤量機がない環境では適用できず、かつフィードバックを行う手間が多くかかってしまう。また、特許文献2及び3に記載の方法では、算定重量と実際の重量との誤差を小さくすることができるものの、効果は不十分である。
【0006】
本発明は前述の問題点を鑑み、秤量機を用いずに算定重量に基づいて鋳片を切断する際に、切断後の実際の鋳片の重量と算定重量との誤差をより小さくすることを可能にする鋳片の切断制御方法、鋳片の切断制御装置およびプログラムを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、以下のとおりである。
[1]
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御方法であって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得工程と、
前記取得工程において取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測工程と、
切断後の鋳片の重量が前記算定重量となるように、前記予測工程において予測された鋳片の幅に基づいて切断長さを算出する算出工程と、
前記算出工程において算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示工程と、
を有することを特徴とする鋳片の切断制御方法。
[2]
前記算出工程はさらに、前記鋳片の鋼種に基づいて前記切断長さを算出することを特徴とする上記[1]に記載の鋳片の切断制御方法。
[3]
前記算出工程は、鋼種ごとの前記鋳片を鋳造する際の操業条件および前記鋳片の密度に応じた係数を用いて切断長さを算出することを特徴とする上記[2]に記載の鋳片の切断制御方法。
[4]
前記予測工程は、前記サポートロールの使用回数を所定の回数ごとに区分けし、前記区分けされた回数に基づいて前記鋳片の幅を予測することを特徴とする上記[1]に記載の鋳片の切断制御方法。
【0008】
[5]
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御装置であって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得手段と、
前記取得手段によって取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測手段と、
切断後の鋳片の重量が前記算定重量となるように、前記予測手段によって予測された鋳片の幅に基づいて切断長さを算出する算出手段と、
前記算出手段によって算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示手段と、
を有することを特徴とする鋳片の切断制御装置。
【0009】
[6]
連続鋳造設備で作製された鋳片を、算定重量に基づいて切断させる切断制御装置を制御するためのプログラムであって、
前記鋳片の幅方向の長さを制御するサポートロールの使用回数の情報を取得する取得工程と、
前記取得工程において取得された前記サポートロールの使用回数に基づいて、前記連続鋳造設備で作製される鋳片の幅を予測する予測工程と、
切断後の鋳片の重量が前記算定重量となるように、前記予測工程において予測された鋳片の幅に基づいて切断長さを算出する算出工程と、
前記算出工程において算出された切断長さで前記鋳片を切断するよう切断装置に指示する指示工程と、
をコンピュータに実行させるためのプログラム。
【発明の効果】
【0010】
本発明によれば、秤量機を用いずに算定重量に基づいて鋳片を切断する際に、切断後の実際の鋳片の重量と算定重量との誤差をより小さくすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
部品
22日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
溶接継手
21日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
表面処理鋼材
22日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
捻回試験装置
22日前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
金属溶解方法
今日
日本製鉄株式会社
鋼の製造方法
2日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
高炉の操業方法
14日前
日本製鉄株式会社
メタンの製造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
ボルトの製造方法
6日前
日本製鉄株式会社
鋳片の連続鋳造方法
14日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
固定具および固定構造
17日前
日本製鉄株式会社
コイルばねの製造方法
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
素形材及びその製造方法
22日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
23日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ