TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062509
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171640
出願日
2023-10-02
発明の名称
柱梁接合構造
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
E04B
1/24 20060101AFI20250407BHJP(建築物)
要約
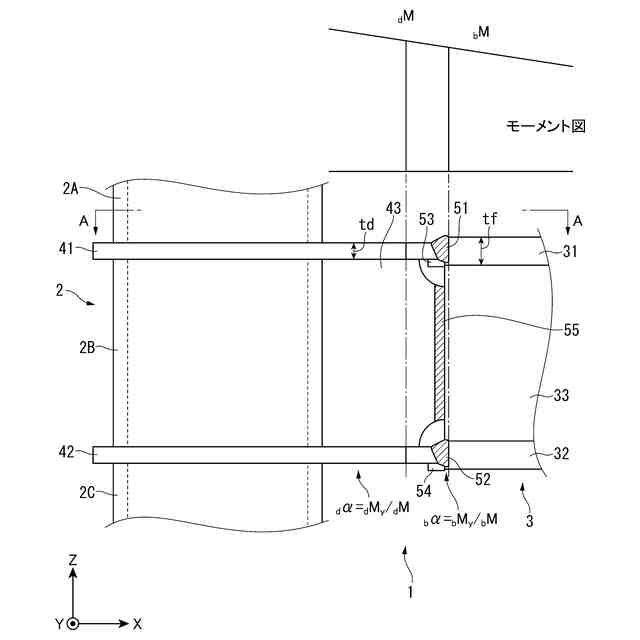
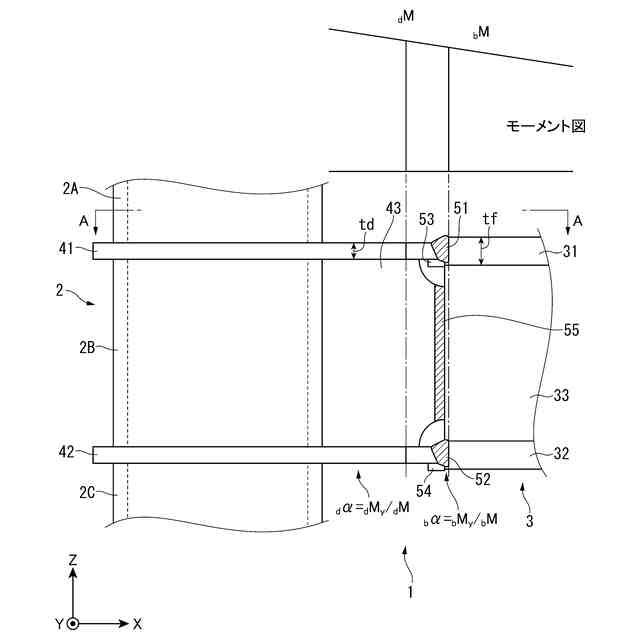
【課題】ダイアフラムのような板状の取付部材がH形断面梁の材軸方向の端部でフランジに溶接される場合に、取付部材の母材部が溶接部よりも先に破壊するような設計を容易にする。
【解決手段】柱と、上記柱に交差する方向を材軸方向とするH形断面梁との間に形成される柱梁接合構造であって、上記柱に接合されるとともに、上記H形断面梁の上記材軸方向の端部で上記H形断面梁のフランジに溶接部で接合される板状の取付部材を備え、上記取付部材の板厚は、上記フランジの板厚よりも小さい柱梁接合構造が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
柱と、前記柱に交差する方向を材軸方向とするH形断面梁との間に形成される柱梁接合構造であって、
前記柱に接合されるとともに、前記H形断面梁の前記材軸方向の端部で前記H形断面梁のフランジに溶接部で接合される板状の取付部材を備え、
前記取付部材の板厚は、前記フランジの板厚よりも小さい柱梁接合構造。
続きを表示(約 560 文字)
【請求項2】
前記材軸方向に直交する断面に作用する曲げモーメントを前記断面における降伏モーメントで割ることによって算出される検定比について、前記取付部材の少なくともいずれかの位置での前記検定比は、前記フランジの前記検定比よりも大きい、請求項1に記載の柱梁接合構造。
【請求項3】
前記取付部材は、前記フランジと同じ幅に形成された部分を含む、請求項2に記載の柱梁接合構造。
【請求項4】
前記取付部材は、前記フランジよりも小さい幅に形成された部分を含む、請求項2に記載の柱梁接合構造。
【請求項5】
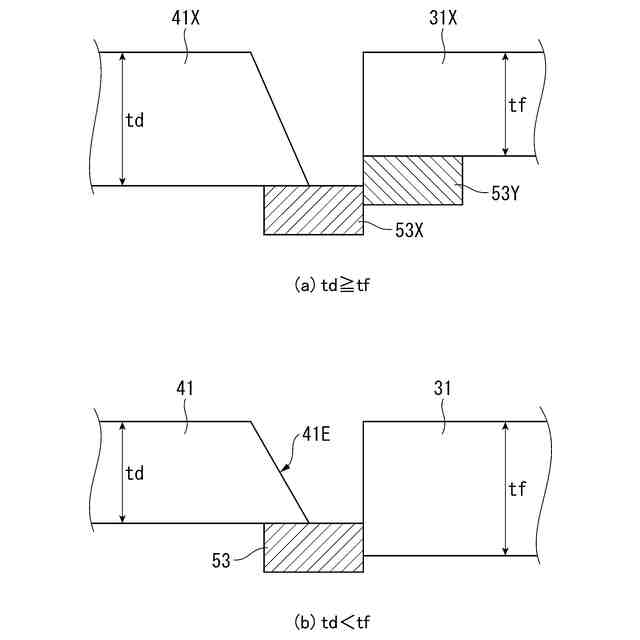
前記溶接部のための開先は、前記フランジの端面に対向する前記取付部材の端面の加工によって形成されている、請求項1に記載の柱梁接合構造。
【請求項6】
前記柱は、軸方向について第1の部分と第2の部分とに分離され、
前記取付部材は、前記第1の部分および前記第2の部分のそれぞれの端部の間に挟み込まれて前記第1の部分および前記第2の部分のそれぞれの端面に溶接される、請求項1から請求項5のいずれか1項に記載の柱梁接合構造。
【請求項7】
前記取付部材は、前記柱の側面に溶接される、請求項1から請求項5のいずれか1項に記載の柱梁接合構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、柱梁接合構造に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
角形鋼管などの柱に予め接合されたダイアフラムにH形断面梁を現場溶接した柱梁接合構造では、地震時などにおいて溶接部近傍で発生したき裂が進展して破断につながることが懸念される。現場溶接では安定した品質での施工が難しい場合があり、溶接部では溶接欠陥あるいは局所的に靭性が低い部分が発生することがありうる。き裂がこのような部分に到達すると脆性き裂に転化して早期破断につながる可能性がある。一方、ダイアフラムや梁フランジの母材部の品質は溶接部に比べて安定しているため、靭性の高い鋼材を用いた場合には、地震時に母材部部でき裂が発生したとしても早期に脆性き裂に転化して破断することは起こりにくい。
【0003】
このような観点から、柱梁接合構造の設計にあたっては、溶接部ではなく母材部が先に破壊するように設計できることが望ましい。例えば特許文献1では、ダイアフラムに形成した梁フランジと略同一幅の突出部を梁フランジと突き合わせて溶接することによって、突出部の両側の入り隅部でダイアフラムの母材部が溶接部よりも先に破壊するように設計する技術が記載されている。また、特許文献2では、梁フランジの端部近くに縮幅部分を形成し、端部に増幅部分を形成することによって、縮幅部分で梁フランジの母材部が溶接部よりも先に破壊するように設計する技術が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-076521号公報
特開平11-210158号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記のような柱梁接合構造において、ダイアフラムの板厚は梁フランジの板厚よりも大きいことが一般的である。その理由としては、梁フランジとの寸法公差や部材の製作誤差の累積、溶接変形などに起因した位置ずれを吸収して変形能力の低下を回避することが挙げられる。上記の特許文献1でもダイアフラムの板厚が梁フランジの板厚よりも大きいことが前提とされているが、この場合はダイアフラム側の保有耐力が梁フランジや溶接部に比べて大きくなりやすいため、ダイアフラムの母材部が溶接部よりも先に破壊するように設計することは容易ではない。
【0006】
一方、上記の特許文献2のように梁フランジの母材部が溶接部よりも先に破壊する設計は、ダイアフラムの板厚が梁フランジの板厚よりも大きいことには影響されない。しかしながら、比較的サイズが小さく取り回しのよいダイアフラムに比べると、長尺の梁部材に対して縮幅部分などの加工を行うことは容易ではない。
【0007】
そこで、本発明は、ダイアフラムのような板状の取付部材がH形断面梁の材軸方向の端部でフランジに溶接される場合に、取付部材の母材部が溶接部よりも先に破壊するような設計が容易になるような柱梁接合構造を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]柱と、上記柱に交差する方向を材軸方向とするH形断面梁との間に形成される柱梁接合構造であって、上記柱に接合されるとともに、上記H形断面梁の上記材軸方向の端部で上記H形断面梁のフランジに溶接部で接合される板状の取付部材を備え、上記取付部材の板厚は、上記フランジの板厚よりも小さい柱梁接合構造。
[2]上記材軸方向に直交する断面に作用する曲げモーメントを前記断面における降伏モーメントで割ることによって算出される検定比について、上記取付部材の少なくともいずれかの位置での上記検定比は、上記フランジの上記検定比よりも大きい、[1]に記載の柱梁接合構造。
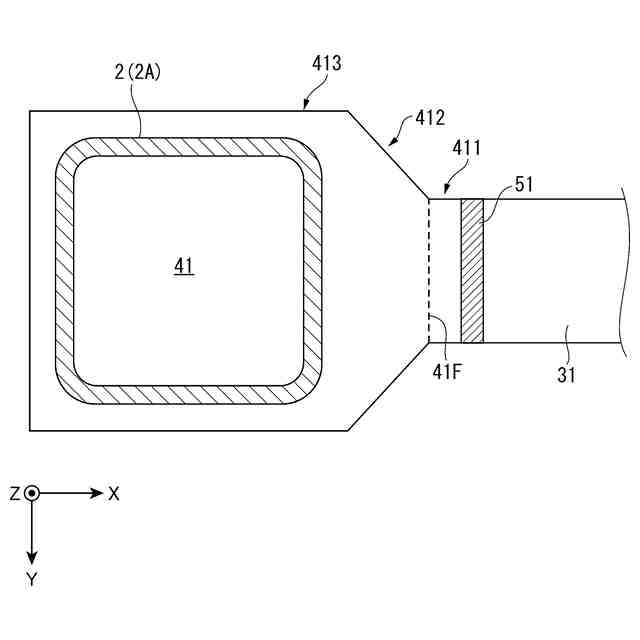
[3]上記取付部材は、上記フランジと同じ幅に形成された部分を含む、[2]に記載の柱梁接合構造。
[4]上記取付部材は、上記フランジよりも小さい幅に形成された部分を含む、[2]に記載の柱梁接合構造。
[5]上記溶接部のための開先は、上記フランジの端面に対向する上記取付部材の端面の加工によって形成されている、[1]から[4]のいずれか1項に記載の柱梁接合構造。
[6]上記柱は、軸方向について第1の部分と第2の部分とに分離され、上記取付部材は、上記第1の部分および上記第2の部分のそれぞれの端部の間に挟み込まれて上記第1の部分および上記第2の部分のそれぞれの端面に溶接される、[1]から[5]のいずれか1項に記載の柱梁接合構造。
[7]上記取付部材は、上記柱の側面に溶接される、[1]から[5]のいずれか1項に記載の柱梁接合構造。
【発明の効果】
【0009】
上記の構成によれば、板状の取付部材の板厚がH形断面梁のフランジの板厚よりも小さいため、例えばダイアフラムの平面形状を適切に設定することによって、取付部材の母材部が溶接部よりも先に破壊するような設計を容易にすることができる。
【図面の簡単な説明】
【0010】
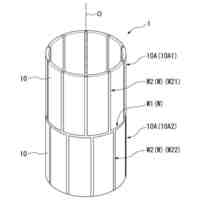
本発明の一実施形態に係る柱梁接合構造の例を示す図である。
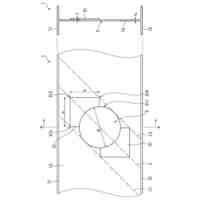
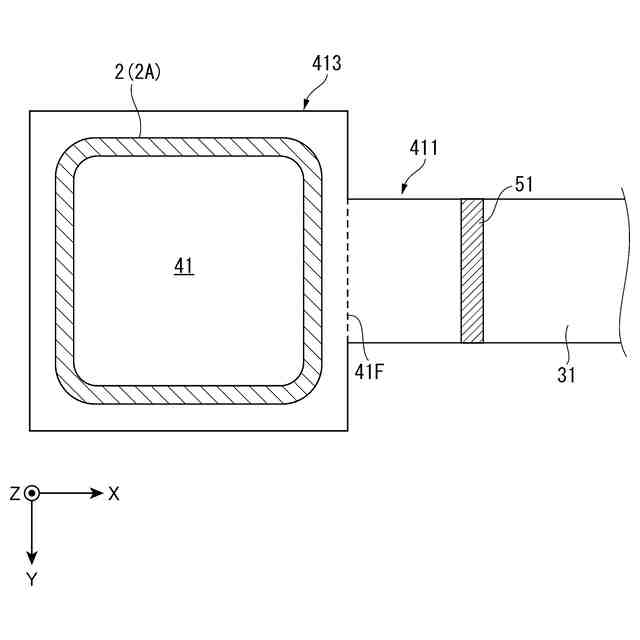
図1のA-A線に沿った矢視図である。
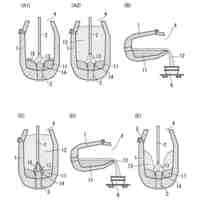
図1の例において開先を形成するための端面加工をフランジでした場合とダイアフラムでした場合との違いについて説明するための図である。
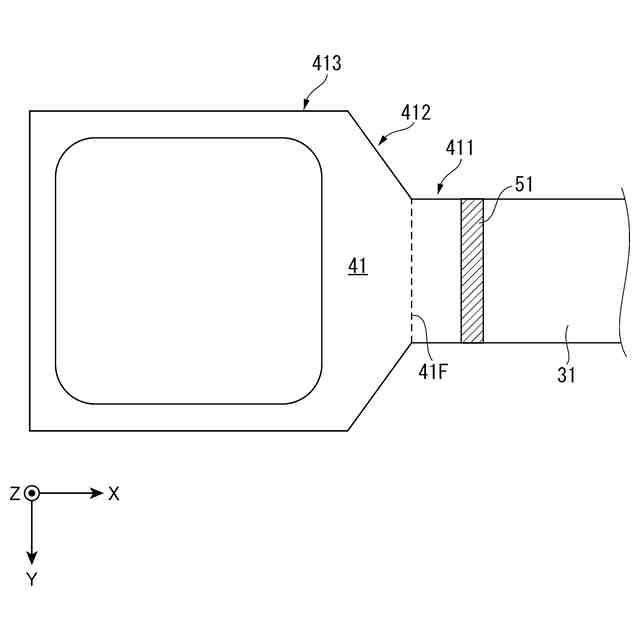
図2に示した柱梁接合構造のダイアフラムの平面形状の別の例を示す第1の図である。
図2に示した柱梁接合構造のダイアフラムの平面形状の別の例を示す第2の図である。
図2に示した柱梁接合構造のダイアフラムの平面形状の別の例を示す第3の図である。
本発明の実施形態の変形例におけるダイアフラムの平面形状の例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
筒型構造
2日前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
5日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
ステンレス鋼材
12日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ