TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025066290
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023175763
出願日
2023-10-11
発明の名称
表面処理鋼材
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
2/06 20060101AFI20250416BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
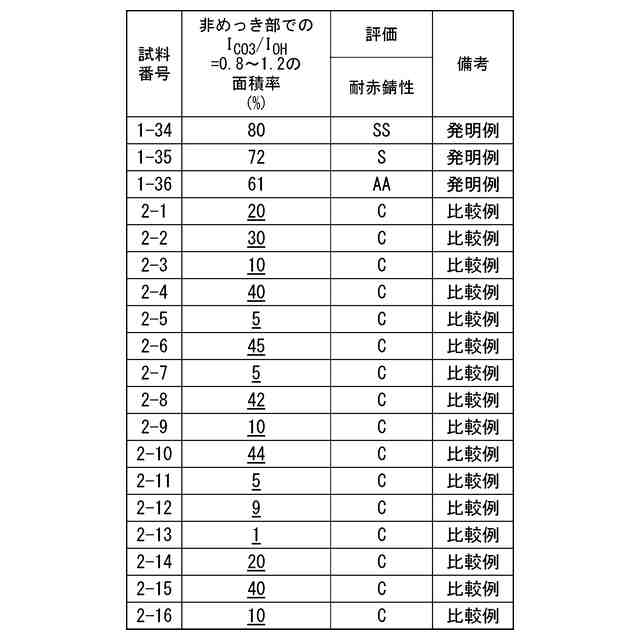
【課題】端面の非めっき部の赤錆の生成が抑制される表面処理鋼材を提供すること。
【解決手段】鋼材と、前記鋼材の表面の少なくとも一部に形成されたZn系めっき層と、を有し、前記鋼材の前記表面と交差する面を端面とし、前記端面の、前記Zn系めっき層の厚さ方向にZnについて連続的に元素分析を行った際、前記端面の前記Zn系めっき層の前記厚さ方向の端部から連続的にZnが1質量%以上である範囲をめっき部、それ以外を非めっき部とした際、前記非めっき部において、顕微FT-IRによって測定した1200~1700cm
-1
の吸光度ピークの面積I
CO3
と、3000~3650cm
-1
の吸光度ピークの面積I
OH
との比であるI
CO3
/I
OH
が0.8~1.2となる化合物が存在する面積率が60%以上である、表面処理鋼材。
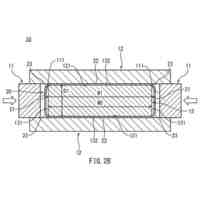
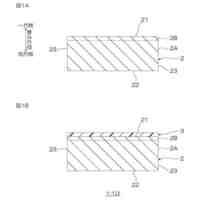
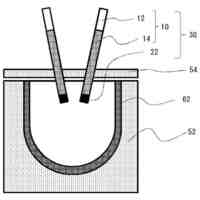
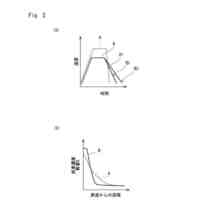
【選択図】図2
特許請求の範囲
【請求項1】
鋼材と、
前記鋼材の表面の少なくとも一部に形成されたZn系めっき層と、
を有し、
前記鋼材の前記表面と交差する面を端面とし、
前記端面の、前記Zn系めっき層の厚さ方向に、Znについて連続的に元素分析を行った際、前記端面の前記Zn系めっき層の前記厚さ方向の端部から連続的にZnが1質量%以上である範囲をめっき部、それ以外を非めっき部とした際、
前記非めっき部において、顕微FT-IRによって測定した1200~1700cm
-1
の吸光度ピークの面積I
CO3
と、3000~3650cm
-1
の吸光度ピークの面積I
OH
との比であるI
CO3
/I
OH
が0.8~1.2となる化合物が存在する面積率が60%以上である、
ことを特徴とする、表面処理鋼材。
発明の詳細な説明
【技術分野】
【0001】
本発明は表面処理鋼材に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
耐食性の良好な表面処理鋼材として最も使用されるものに亜鉛(Zn)系めっき鋼板がある。この亜鉛系めっき鋼板は自動車、家電、建材分野など種々の製造業において使用されている。例えば建材分野では、建材の長寿命化ニーズから、亜鉛系めっき鋼板の耐食性を向上させるための研究が古くから行われている。
そのような中で、亜鉛系めっき層中に、AlやMgを含有させることで、耐食性を向上させることが検討されてきた。
例えば、特許文献1~3には、一定量のAlおよびMgを含有し高耐食化を実現しためっき鋼材が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-193791号公報
国際公開第2011/001662号
特開2021-172878号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1~3に開示されためっき鋼材は、長期的な平面部耐食性に優れる。しかしながら、めっき鋼材は使用に際し、所定のサイズに切断される場合がある。その際、切断面(切断端面)については、めっき層が形成されていないことになる。
本発明者らが検討した結果、特許文献1~3のめっき鋼材では、めっき部の耐食性には優れるものの、腐食初期において上述したような切断端面の非めっき部に赤錆を生じる場合があることが分かった。そのため、このような非めっき部の赤錆の生成を抑制しうる技術開発が求められている。
【0005】
上記のような背景を考慮し、本発明は、Zn系めっき層を有する表面処理鋼板に代表される表面処理鋼材を前提として、切断等によって生じる端面の非めっき部の赤錆の生成が抑制される表面処理鋼材を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題について検討した。その結果、端面の非めっき部において、CO
3
2-
基およびOH基を所定の割合で含む化合物が存在し、かつ、この化合物が非めっき部を所定の割合で被覆することで、赤錆の生成が抑制されることを見出した。
【0007】
本発明は上記の知見に鑑みてなされた。本発明の要旨は以下の通りである。
[1]鋼材と、前記鋼材の表面の少なくとも一部に形成されたZn系めっき層と、を有し、前記鋼材の前記表面と交差する面を端面とし、前記端面の、前記Zn系めっき層の厚さ方向に、Znについて連続的に元素分析を行った際、前記端面の前記Zn系めっき層の前記厚さ方向の端部から連続的にZnが1質量%以上である範囲をめっき部、それ以外を非めっき部とした際、前記非めっき部において、顕微FT-IRによって測定した1200~1700cm
-1
の吸光度ピークの面積I
CO3
と、3000~3650cm
-1
の吸光度ピークの面積I
OH
との比であるI
CO3
/I
OH
が0.8~1.2となる化合物が存在する面積率が60%以上である、表面処理鋼材。
【発明の効果】
【0008】
本発明によれば、端面の非めっき部の赤錆の生成が抑制される表面処理鋼材を提供することができる。
【図面の簡単な説明】
【0009】
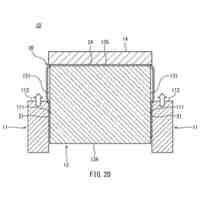
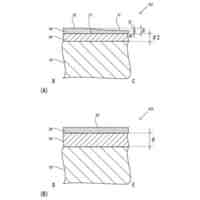
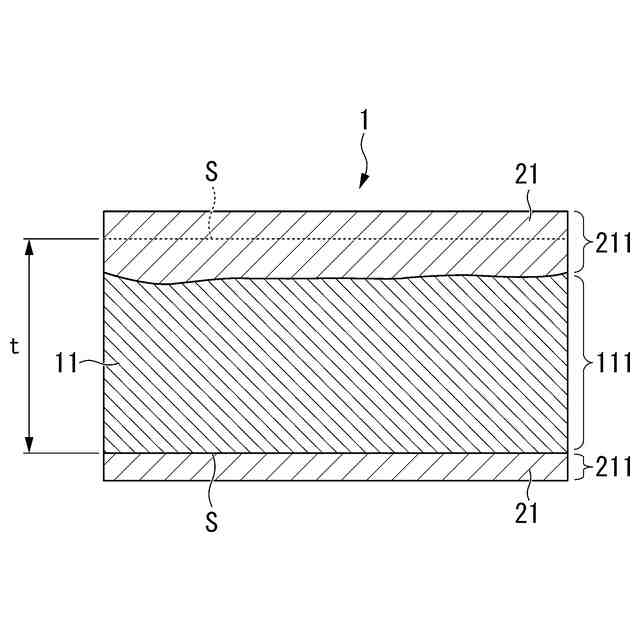
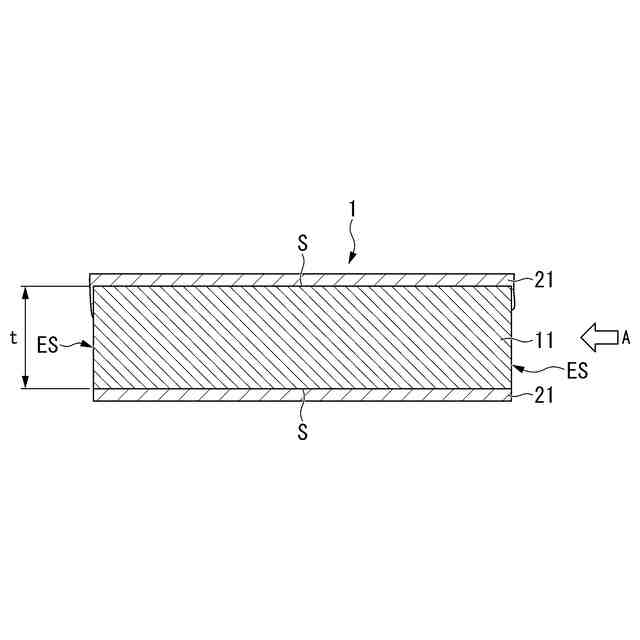
本実施形態に係る表面処理鋼材が表面処理鋼板である場合の、断面の模式図である。
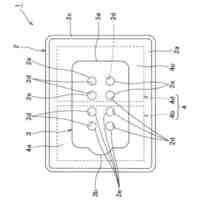
図1をA方向から見た、本実施形態に係る表面処理鋼材の端面の模式図である。
【発明を実施するための形態】
【0010】
本発明の一実施形態に係る表面処理鋼材(本実施形態に係る表面処理鋼材)について、表面処理鋼板を例として説明するが、鋼材が板形状でない場合も、以下に準ずる。
本実施形態に係る表面処理鋼材である表面処理鋼板(以下、本実施形態に係る表面処理鋼板)1は、図1に示すように、鋼板(母材鋼板)11と、鋼板11の表面Sに形成されたZn系めっき層21とを有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
金属缶の製造方法及び金型セット
今日
日本製鉄株式会社
金属缶の製造方法及び金型セット
今日
日本製鉄株式会社
接合構造
6日前
日本製鉄株式会社
フェライト系ステンレス鋼板、集電体及び非水電解質二次電池
1日前
株式会社三愛工業所
アルミニウム材
2か月前
株式会社KSマテリアル
防錆組成物
13日前
株式会社オプトラン
蒸着装置
3か月前
日東電工株式会社
積層体の製造方法
2か月前
東京エレクトロン株式会社
基板処理装置
2か月前
住友重機械工業株式会社
成膜装置
1か月前
東京エレクトロン株式会社
基板処理装置
1か月前
東京エレクトロン株式会社
基板処理装置
3か月前
住友重機械工業株式会社
成膜装置
14日前
DOWAサーモテック株式会社
浸炭方法
2か月前
信越半導体株式会社
真空蒸着方法
2か月前
黒崎播磨株式会社
溶射用ランス
1か月前
株式会社オプトラン
光学薄膜形成装置および方法
2か月前
キヤノントッキ株式会社
成膜装置
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
2か月前
株式会社神戸製鋼所
成膜方法
3か月前
株式会社スリーボンド
洗浄剤組成物
3か月前
株式会社カネカ
製膜装置
3か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
愛三工業株式会社
電気防食装置
13日前
名古屋メッキ工業株式会社
模擬刀
27日前
信越石英株式会社
電極装置及びその製造方法
1か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
東ソー株式会社
ホウ化クロム含有クロム焼結体及びその製造方法
3か月前
東京エレクトロン株式会社
熱遮蔽部材および基板処理装置
29日前
日新電機株式会社
密閉処理装置
3か月前
大陽日酸株式会社
薄膜製造方法
3か月前
株式会社スタジオオーシャンマーク
防錆パック
3か月前
トヨタ自動車株式会社
鋼部材の接合方法及び鋼製品の製造方法
2か月前
株式会社不二越
鉄酸化物膜、合金鋼および鉄酸化物膜形成方法
1か月前
東京エレクトロン株式会社
成膜装置
1か月前
大日本印刷株式会社
マスク及びマスクの製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ