TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069999
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023179998
出願日
2023-10-19
発明の名称
鋼部材の接合方法及び鋼製品の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
C23C
8/22 20060101AFI20250424BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】より効率的及びより簡単に鋼部材を接合するための鋼部材の接合方法、及び当該接合方法を用いた鋼製品の製造方法の提供。
【解決手段】鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、接合部材と接合する、鋼部材の接合方法。鋼部材と接合部材とを接合させて鋼製品を製造する方法であって、前記鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、前記接合部材と接合する、鋼製品の製造方法。
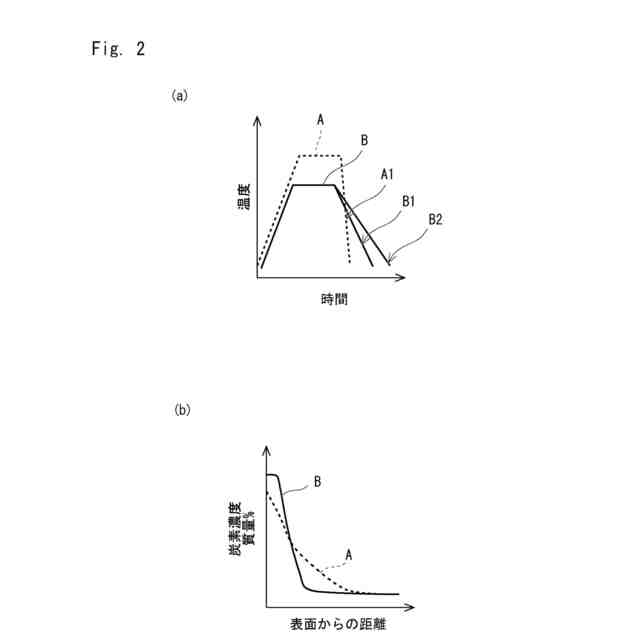
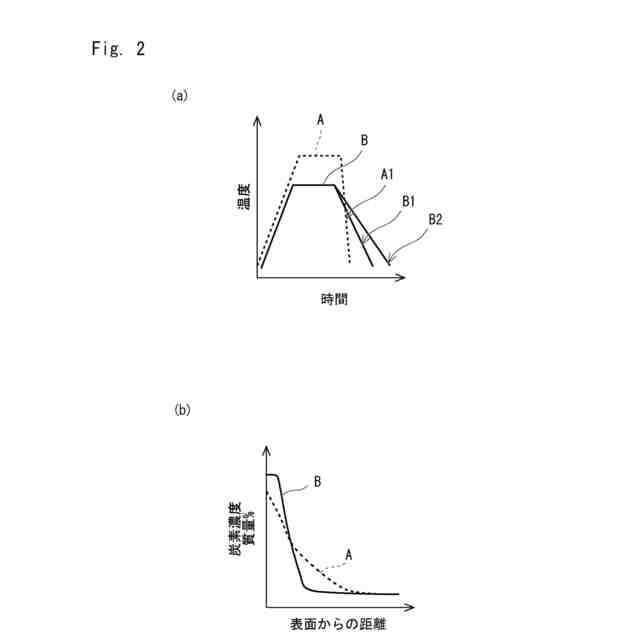
【選択図】図2
特許請求の範囲
【請求項1】
鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、接合部材と接合する、鋼部材の接合方法。
続きを表示(約 350 文字)
【請求項2】
前記冷却の方法が、徐冷または空冷である、請求項1に記載の鋼部材の接合方法。
【請求項3】
前記鋼部材の被接合面において、前記浸炭処理により炭素濃度が前記浸炭処理の前よりも上昇する、前記被接合面の表面からの厚みが、0.02mm以上0.20mm以下である、請求項1に記載の鋼部材の接合方法。
【請求項4】
前記被接合面の表面からの厚みにおける炭素濃度が、1.00質量%以上である、請求項3に記載の鋼部材の接合方法。
【請求項5】
鋼部材と接合部材とを接合させて鋼製品を製造する方法であって、
前記鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、前記接合部材と接合する、鋼製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼部材の接合方法及び鋼製品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
鋼部材を接合部材に接合する方法として、両部材よりも低融点の材料を接合部分に塗布して接合する方法が用いられていた。しかしながら、この方法は、各部材の形状によっては作業に時間がかかり、さらに接着不良を起こしやすく、界面が剥離してしまうことがあった。
【0003】
特許文献1では、片方の鋼部材の被接合面又は両方の鋼部材の被接合面に浸炭処理を施し、その後、両鋼部材の被接合面を、直接、液相拡散接合で接合する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2008-279479号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の方法では、鋼部材の被接合面の浸炭処理を850~990℃と高い温度で行っているため、鋼部材表面の炭素濃度の上昇が不十分な場合があり、接合時の加熱温度を高く設定することが求められる場合があった。また、浸炭処理温度及び接合時の加熱温度がいずれも高温となるため、作業時間が長時間かかり、作業効率が低下する可能性があった。
【0006】
本開示は、このような課題を鑑みてなされたものであり、より効率的及びより簡単に鋼部材を接合するための鋼部材の接合方法、及び当該接合方法を用いた鋼製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するための一態様は、鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、接合部材と接合する、鋼部材の接合方法である。
また、前記冷却の方法は、徐冷または空冷であることが好ましい。
さらに、前記鋼部材の被接合面において、前記浸炭処理により炭素濃度が前記浸炭処理の前よりも上昇する、前記被接合面の表面からの厚みは、0.02mm以上0.20mm以下であってもよい。
また、前記被接合面の表面からの厚みにおける炭素濃度は、1.00質量%以上であってもよい。
【0008】
上記目的を達成するための一態様は、鋼部材と接合部材とを接合させて鋼製品を製造する方法であって、前記鋼部材の被接合面に500℃以上850℃未満の温度で浸炭処理を施した後、冷却し、前記接合部材と接合する、鋼製品の製造方法である。
【0009】
本開示に係る接合方法及び製造方法では、鋼部材の被接合面の浸炭処理温度を500℃以上850℃未満と、通常の浸炭処理温度よりも低い温度にて浸炭処理を行っている。このため、接合時に鋼部材の被接合面となる表面部分のみの炭素濃度を、これまでよりも効率的により高くでき、表面の溶解温度をより下げることができるため、接合時の加熱温度もより低くでき、作業時間を短縮できる。
【発明の効果】
【0010】
本開示によれば、より効率的及びより簡単に鋼部材を接合するための鋼部材の接合方法、及び当該接合方法を用いた鋼製品の製造方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
タンク
4日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
エンジン
11日前
トヨタ自動車株式会社
処理装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
車両装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
制御装置
11日前
トヨタ自動車株式会社
塗工装置
11日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
予測モデル
4日前
トヨタ自動車株式会社
電池用電極
6日前
トヨタ自動車株式会社
電極活物質
4日前
トヨタ自動車株式会社
正極活物質
13日前
トヨタ自動車株式会社
予測モデル
今日
トヨタ自動車株式会社
電気自動車
今日
トヨタ自動車株式会社
電気自動車
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ