TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095684
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211858
出願日
2023-12-15
発明の名称
模擬刀
出願人
名古屋メッキ工業株式会社
,
有限会社濃州堂
代理人
個人
,
個人
主分類
C23C
18/34 20060101AFI20250619BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】模擬刀の美観を長期に亘って保つことができ、且つ、六価クロムによる環境汚染と、人体への健康被害とを発生させない模擬刀を提供すること。
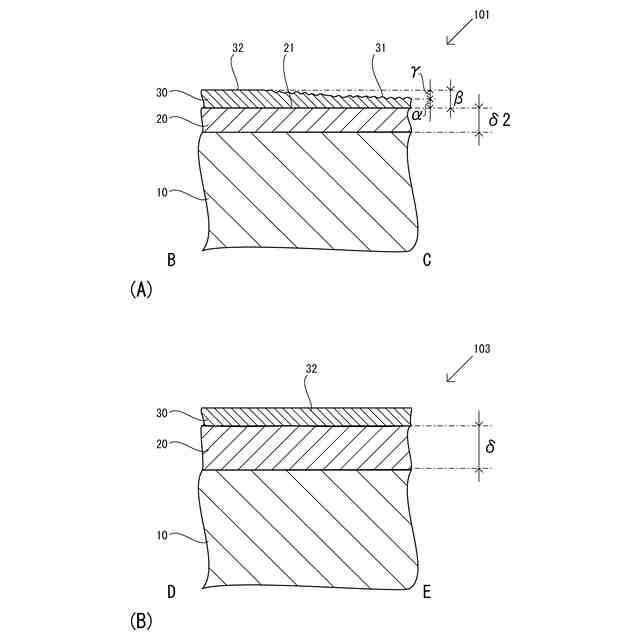
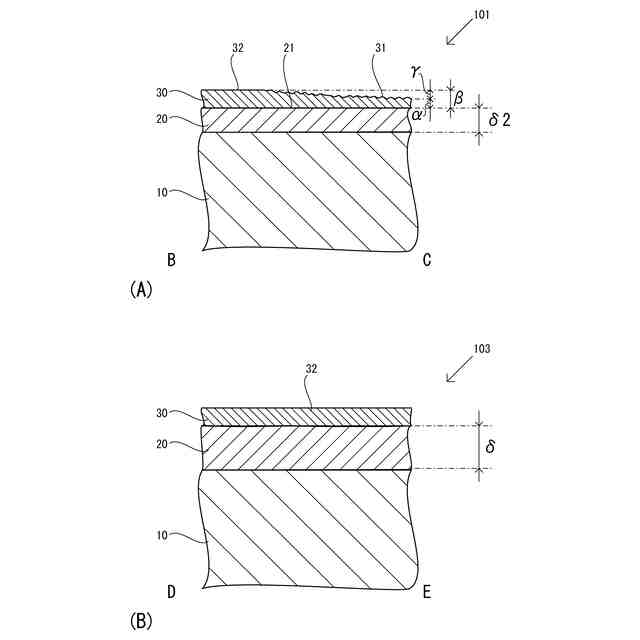
【解決手段】刀身を模した基材10と刃紋形成めっき層30とを含む模擬刀において、刃紋形成めっき層自体を腐食防止手段としても機能させ、従来、刃紋模様部分31を錆びさせないように保護していたクロムめっき層を省略できるようにした。腐食防止手段は、刃紋形成めっき層30をニッケルと耐食性を有する金属を含む無電解ニッケルめっき層としたことと、刃紋模様部分の研磨後膜厚αを、めっき材質に応じたピンホールが生じにくい基準膜厚以上の厚さとしたことからなる。
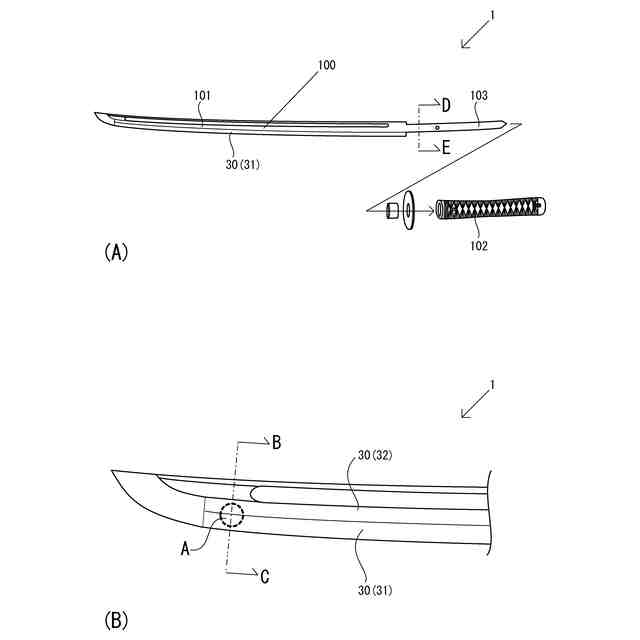
【選択図】図2
特許請求の範囲
【請求項1】
日本刀を模した模擬刀において、
基材と前記基材を覆う刃紋形成めっき層とを含む模擬刀であって、
前記基材が、日本刀の刀身の形状をなし、
前記刃紋形成めっき層が、めっき層を研磨させてなる刃紋模様部分と、めっき層を研磨させていない非研磨部分とを備えると共に、刀身の腐食防止手段としても機能し、
前記腐食防止手段が、前記刃紋形成めっき層をなすめっき材質と、前記刃紋形成めっき層を基準膜厚以上の厚さとしたことからなり、
前記めっき材質が、ニッケルと耐食性を有する金属とを含む無電解ニッケルめっき層からなり、
前記基準膜厚が、前記めっき材質に応じたピンホールが生じにくい所望の膜厚とされ、
前記刃紋模様部分における研磨後膜厚が、前記基準膜厚の厚さ以上になるように、
前記非研磨部分における非研磨膜厚が、刃紋模様に応じた想定研磨厚と前記基準膜厚とを合計した厚さ以上とされている、
ことを特徴とする模擬刀。
続きを表示(約 720 文字)
【請求項2】
前記研磨後膜厚が、3μm以上とされ、
前記非研磨膜厚が、7μm以上30μm以下とされている、
ことを特徴とする請求項1に記載の模擬刀。
【請求項3】
前記めっき材質が、ニッケルとリンを含む合金めっき、又は、ニッケルとホウ素を含む合金めっきのいずれかからなる、
ことを特徴とする請求項1又は請求項2に記載の模擬刀。
【請求項4】
前記めっき材質が、ニッケルとリンとを含む合金めっきからなり、
前記合金めっきにおいて前記リンの含有率が、2重量%以上10重量%以下とされている、
ことを特徴とする請求項1又は請求項2に記載の模擬刀。
【請求項5】
前記刃紋形成めっき層が、前記無電解ニッケルめっき層の加熱処理又は熱乾燥処理に伴って生じる変色・硬質化皮膜を有していない、
ことを特徴とする請求項4に記載の模擬刀。
【請求項6】
前記刃紋形成めっき層が、更に反射光緩和手段を備え、
前記反射光緩和手段が、前記無電解ニッケルめっき層の加熱処理又は熱乾燥処理により形成させた変色・硬質化皮膜からなる、
ことを特徴とする請求項4に記載の模擬刀。
【請求項7】
更に、前記基材と前記刃紋形成めっき層との間に下地めっき層を備え、
前記下地めっき層が、前記刃紋形成めっき層の艶出し手段を備え、
前記艶出し手段が、前記刀身の少なくとも上身部分において、前記下地めっき層をバフ研磨させてなる鏡面仕上げ面を備えさせたことからなる、
ことを特徴とする請求項1又は請求項2に記載の模擬刀。
発明の詳細な説明
【技術分野】
【0001】
本発明は、日本刀の刀身の形状をなす基材にめっき層を積層させてなる、日本刀の美観を模した模擬刀に関する。より詳細には、従来技術において、刀身の変色・錆び・傷を防ぐために必須であった最上層のクロムめっき層がなくても、模擬刀の美観を長期に亘って保つことができ、且つ、六価クロムによる環境汚染と、人体への健康被害とを発生させない模擬刀に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から居合道の稽古・表演、舞台演劇等に使用されてきた模擬刀は、亜鉛ダイキャストからなる基材に、銅めっき層、電解ニッケルめっき層、六価のクロムめっき層の順に積層させて日本刀の美観を模している。より詳細には、銅めっき層を下地に電解ニッケルめっき層を積層させることにより、電解ニッケルめっき層のシルバー色と独特の光沢が、日本刀をなす玉鋼の地色の美観を模すようにさせている。
【0003】
電解ニッケルめっき層は、光沢剤の添加量を増やすことにより、その光沢を日本刀に近似させることができるが、めっき層の表面硬度が低くなる。より詳細には、表面硬度がビッカーズ硬度で約150HVから400HVの柔らかいめっき層となるため、刀身に擦傷が付きやすく、変色・錆が発生しやすくなる。そのため従来の模擬刀では、表面硬度が約800HVで擦傷が付きにくいクロムめっき層を積層させ、電解ニッケルめっき層を擦傷等から保護させることが必須となっていた。
【0004】
ところが、従来技術では、模擬刀をなす刃紋模様は、特許文献1、2等にも記載があるように、硬いクロムめっき層を削り落とした上で、柔らかい電解ニッケルめっき層をバフ研磨させて白く粗面化させることにより形成させていた。そのため、クロムめっき層が研磨により削除されている刃紋模様部分については、柔らかい電解ニッケルめっき層が露出しているため、擦傷等から保護することができないという課題があった。
【0005】
更に、従来の研磨作業では、クロムめっき層を超えて電解ニッケルめっき層を研磨し始めるときに、表面硬度が突然に低くなるため、電解ニッケルめっき層を余剰に削りやすく、刃紋模様部分での電解ニッケルめっき層の膜厚が薄くなりやすい。そもそも電解ニッケルめっき層は、刀身のような平坦な被めっき対象物には均一なめっき層を形成させにくく、刃紋模様を一様に研磨できたとしても、部分的に膜厚が薄い箇所ができ、その箇所において下地にまで到達するピンホールが生じやすい。
【0006】
そのため、電解ニッケルめっき層が削られて膜厚が薄くなっている刃紋模様部分においては、擦傷が付いていなくても、ピンホールから刀身に付着した汗・皮脂等が滲み込んで下地の銅めっき層を錆びさせやすい。この銅めっき層に生じた錆が、ピンホールから模擬刀の表面にまで徐々に浮き出し、刃紋模様部分をまだら状に変色させ、模擬刀の美観を損なわせることもあった。
【0007】
特許文献3には、本出願人が出願した稽古用模擬刀の技術が開示されている。この文献に記載の技術によれば、電解ニッケルめっき層に刃紋模様を研磨により形成させてから、クロムめっき層による仕上げめっき層を積層させている。研磨後の刀身を硬いクロムめっき層で一様に覆うことにより稽古による擦傷がつくことを防止させると共に、刃紋模様の研磨に伴って電解ニッケルめっき層に生じているピンホールを塞いで、刃紋模様部分に変色・錆びが生じることを防止させている。
【0008】
クロムめっき層をなす六価クロムは、発がん性等の人体への健康被害と、環境汚染に繋がることから、将来的に全てのめっき製品においても規制対象となる可能性がある。現に、欧州・米国では自動車部品等において、既に六価クロムの使用を禁止・廃止しており、日本でも、日本自動車工業会が新たに生産する自動車については六価クロムの使用を自主規制している。
【0009】
しかし、特許文献3に記載の技術においては、クロムめっき層の積層が必須の技術であったため、クロムによる健康被害・環境汚染を防止させることができない、という新たな課題が発生している。仮に六価クロムを、健康被害・環境負荷の比較的少ない三価クロムで代替させても、酸性環境下では三価クロムが酸化して六価クロムに変化することから、人体・環境への悪影響を完全に防ぐことはできなかった。
【0010】
以上のとおり、特許文献1から特許文献3のいずれに記載の技術であっても、クロムめっきの積層が必須であったため、六価クロムによる環境汚染・健康被害が発生するという新たな課題を解決することのできる模擬刀の技術はなかった。そこで本出願人は、世界に誇る日本刀文化の普及を図るために、使用が規制されつつあるクロムめっき層がなくても、美観を維持することのできる模擬刀について鋭意研究を重ね、本願の模擬刀を発明するに至った。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ