TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071875
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182280
出願日
2023-10-24
発明の名称
浸炭方法
出願人
DOWAサーモテック株式会社
代理人
個人
,
個人
主分類
C23C
8/22 20060101AFI20250430BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
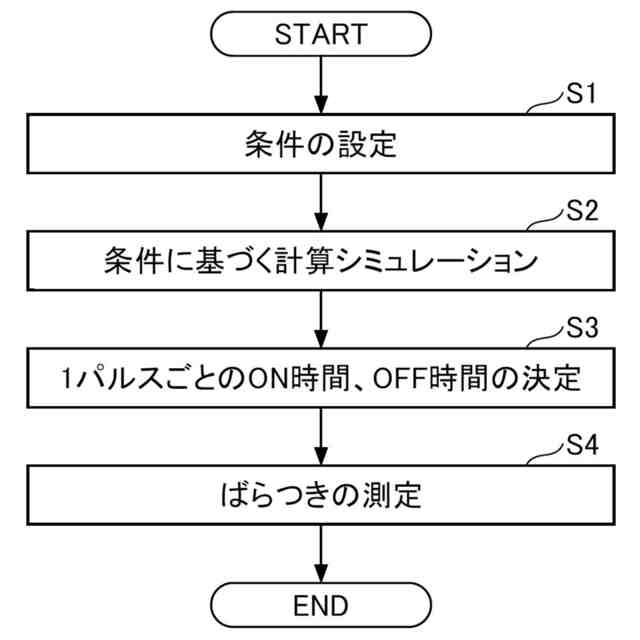
【課題】浸炭ガスのガス効率を低下させることなく浸炭品質のばらつきを低減する。
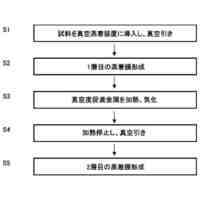
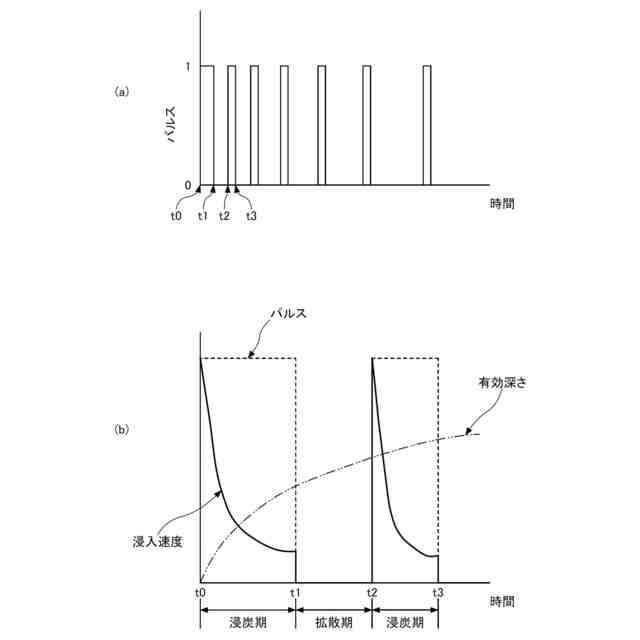
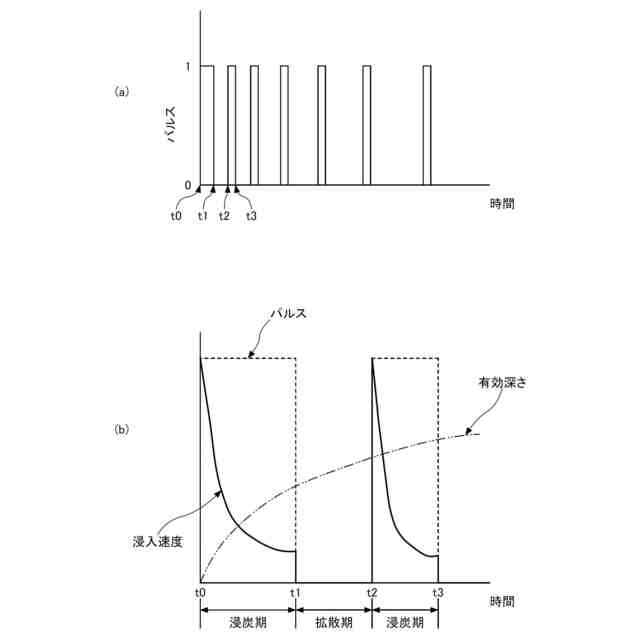
【解決手段】浸炭ガスを用いた浸炭方法であって、前記浸炭ガスの供給と供給停止とを繰り返し行い、前記供給の開始と前記供給停止とを、前記浸炭ガスによって被処理物に炭素が浸入する炭素浸入速度に基づくタイミングにて行う。
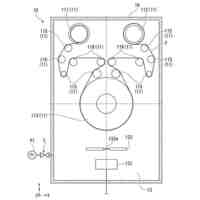
【選択図】図2
特許請求の範囲
【請求項1】
浸炭ガスを用いた浸炭方法であって、
前記浸炭ガスの供給と供給停止とを繰り返し行い、前記供給の開始と前記供給停止とを、前記浸炭ガスによって被処理物に炭素が浸入する炭素浸入速度に基づくタイミングにて行う、浸炭方法。
続きを表示(約 710 文字)
【請求項2】
前記供給の開始または前記供給停止を行う際の前記炭素浸入速度の範囲を設定し、前記炭素浸入速度が前記範囲内となるタイミングにて前記供給の開始または前記供給停止を行う、請求項1に記載の浸炭方法。
【請求項3】
前記範囲は、前記被処理物の浸炭処理温度によって異なる、請求項2に記載の浸炭方法。
【請求項4】
前記炭素浸入速度をF[mg/m
2
・sec]、浸炭処理温度をT[K]として、
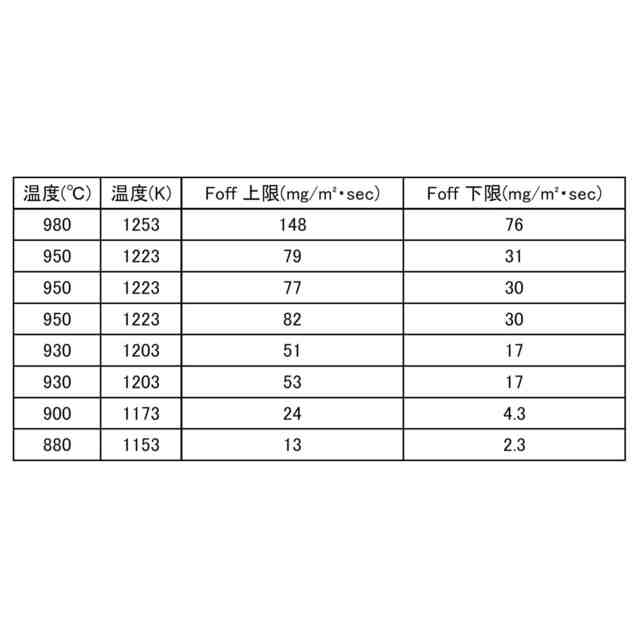
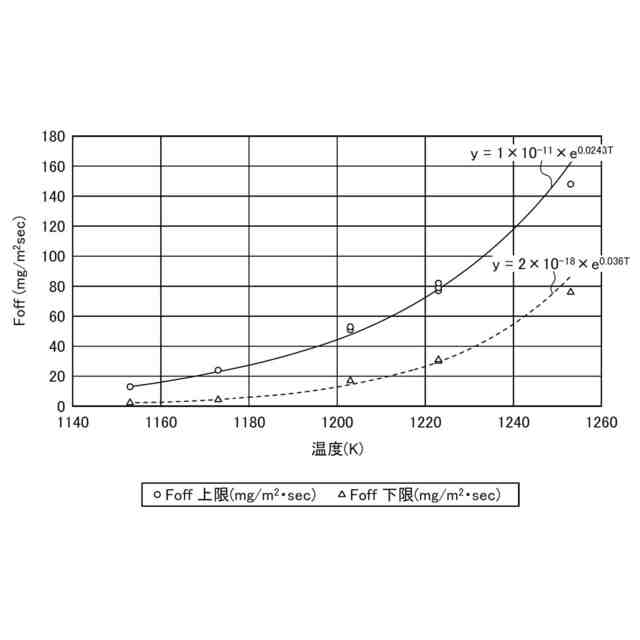
前記供給を行っている状態で前記炭素浸入速度Fが、下記式(1)の範囲内となるタイミングで前記供給停止を行う、請求項1に記載の浸炭方法。
9×10
-19
×e
0.036T
<F<1×10
-11
×e
0.0243T
・・・式(1)
【請求項5】
前記炭素浸入速度をF[mg/m
2
・sec]、浸炭処理温度をT[K]として、
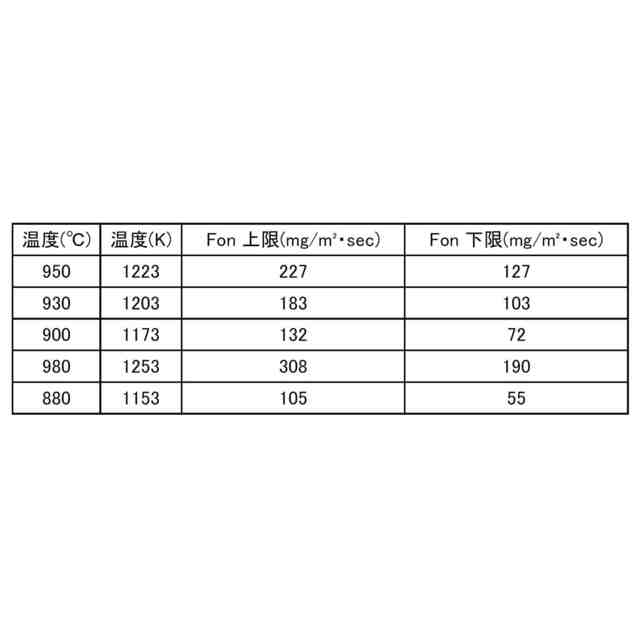
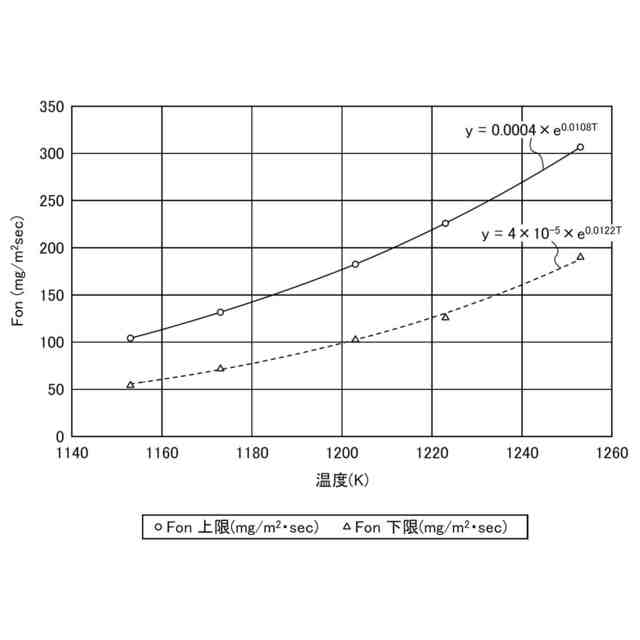
前記供給停止を行っている状態で前記供給を行った場合に前記炭素浸入速度Fが、下記式(2)の範囲内となるタイミングで前記供給の開始を行う、請求項1に記載の浸炭方法。
3×10
-5
×e
0.0122T
<F<0.0005×e
0.0108T
・・・式(2)
【請求項6】
前記被処理物がクロムを含有する機械構造用合金鋼である、請求項1に記載の浸炭方法。
【請求項7】
前記機械構造用合金鋼がクロム鋼である、請求項6に記載の浸炭方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、浸炭方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
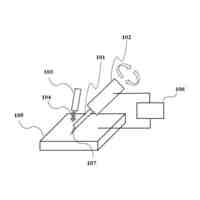
従来より、真空化された炉内に浸炭ガスを供給することで鋼材の表面に活性炭素を浸入、拡散させる真空浸炭処理法が知られている。このような真空浸炭において、浸炭前期から浸炭後期にかけて浸炭ガスの供給量を少なくしていくことで、浸炭ガスの無駄を減らし、処理コストを低減する方法が、例えば特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-350729号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された方法では、浸炭後期において浸炭ガスの供給量を少なくしすぎると、炉内全体に浸炭ガスが行き渡らず、浸炭品質のばらつきが大きくなってしまうという問題点がある。
【0005】
本発明は、上述したような従来の技術が有する問題点に鑑みてなされたものであって、浸炭ガスのガス効率を低下させることなく浸炭品質のばらつきを低減できる浸炭方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために本発明は、
浸炭ガスを用いた浸炭方法であって、
前記浸炭ガスの供給と供給停止とを繰り返し行い、前記供給の開始と前記供給停止とを、前記浸炭ガスによって被処理物に炭素が浸入する炭素浸入速度に基づくタイミングにて行う。
【0007】
上記のように構成された本発明においては、浸炭ガスによって被処理物に炭素が浸入する炭素浸入速度に基づくタイミングで浸炭ガスの供給の開始と供給停止とを行うことで、浸炭ガスの供給量が被処理物への炭素の浸入速度に応じたものとなる。これにより、浸炭ガスの供給量が低減し、また、浸炭ガスの供給量が少なくなりすぎることがなく、浸炭品質のばらつきが低減する。
【0008】
また、前記供給の開始または前記供給停止を行う際の前記炭素浸入速度の範囲を設定し、前記炭素浸入速度が前記範囲内となるタイミングで前記供給の開始または前記供給停止を行う構成としてもよい。
【0009】
また、前記範囲を、前記被処理物の浸炭処理温度によって異ならせてもよい。このような構成においては、高温ほど炭素の浸入速度が速くなることに対応させることができる。
【0010】
また、具体的には、前記炭素浸入速度をF[mg/m
2
・sec]、浸炭処理温度をT[K]として、
前記供給を行っている状態で前記炭素浸入速度Fが、下記式(1)の範囲内となるタイミングで前記供給停止を行ってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フッ素樹脂塗装鋼板の保管方法
3か月前
株式会社カネカ
製膜装置
1か月前
株式会社京都マテリアルズ
めっき部材
1か月前
株式会社カネカ
製膜装置
1か月前
トヨタ自動車株式会社
治具
28日前
株式会社三愛工業所
アルミニウム材
6か月前
株式会社KSマテリアル
防錆組成物
4か月前
日本化学産業株式会社
複合めっき皮膜
3か月前
エドワーズ株式会社
真空排気システム
1か月前
台灣晶技股ふん有限公司
無電解めっき法
2か月前
日東電工株式会社
積層体の製造方法
6か月前
東京エレクトロン株式会社
成膜方法
2か月前
株式会社カネカ
気化装置及び製膜装置
1か月前
JFEスチール株式会社
鋼部品
3か月前
東京エレクトロン株式会社
基板処理装置
5か月前
株式会社内村
防食具、防食具の設置方法
2か月前
住友重機械工業株式会社
成膜装置
5か月前
TOTO株式会社
構造部材
1か月前
株式会社アルバック
マスクユニット
1か月前
住友重機械工業株式会社
成膜装置
4か月前
信越半導体株式会社
真空蒸着方法
6か月前
黒崎播磨株式会社
溶射装置
2か月前
株式会社アルバック
基板ステージ装置
1か月前
国立大学法人千葉大学
成膜装置及び成膜方法
2か月前
日本コーティングセンター株式会社
炭化ホウ素被膜
1か月前
株式会社デンソー
接合体
2か月前
フジタ技研株式会社
被覆部材、及び、表面被覆金型
1か月前
信越化学工業株式会社
炭化金属被覆材料
7日前
川崎重工業株式会社
水素遮蔽膜
3か月前
株式会社アルバック
成膜装置、および搬送方法
3か月前
ケニックス株式会社
蒸発源装置
3か月前
黒崎播磨株式会社
溶射用ランス
5か月前
株式会社日本テクノ
ガス浸炭方法、ガス浸炭装置
1か月前
株式会社神戸製鋼所
成膜方法
3か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
2か月前
学校法人静岡理工科大学
放電被覆装置及び放電被覆方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ