TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062893
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2023172254
出願日
2023-10-03
発明の名称
高力ボルト摩擦接合構造
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
F16B
5/02 20060101AFI20250408BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
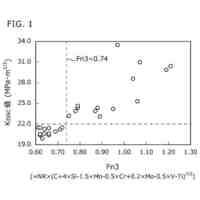
【課題】表面処理が施された高力ボルト摩擦接合構造における腐食後のすべり係数の低下を抑制できる。
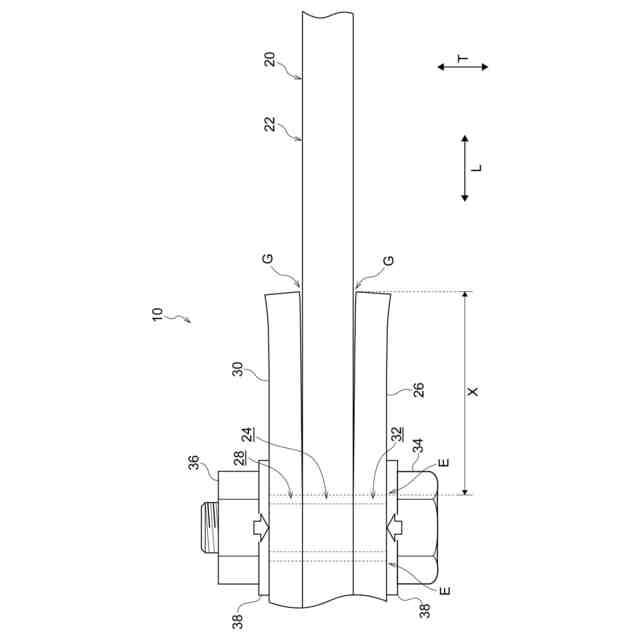
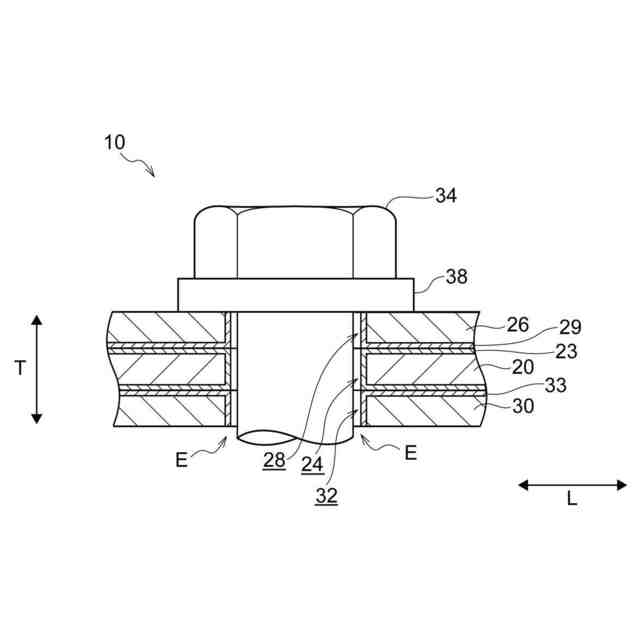
【解決手段】高力ボルト摩擦接合構造10は、表面にめっき部を有し第一ボルト孔24、第二ボルト孔28及び第三ボルト孔32が形成された第一めっき鋼材20、第二めっき鋼材26及び第三めっき鋼材30を、高力ボルト34、ナット36、及び座金38によって摩擦接合させる高力ボルト摩擦接合構造であって、接合部における少なくとも1つのめっき鋼材の接合面(第一重ね合わせ面22A,第一重ね合わせ面22B,第二重ね合わせ面26A,第三重ね合わせ面30A)には、すべり係数を高めるための表面処理によって化成被膜が形成され、接合部において、ボルト孔の径方向に沿ったボルト孔縁Eからの離隔距離Xが5cmの位置でめっき鋼材の互いに対向する表面の間の隙間Gは、310μm以下である。
【選択図】図3
特許請求の範囲
【請求項1】
表面にめっき部を有しボルト孔が形成された複数のめっき鋼材を、高力ボルト、ナット、及び座金によって摩擦接合させる高力ボルト摩擦接合構造であって、
接合部における少なくとも1つの前記めっき鋼材の接合面には、すべり係数を高めるための表面処理によって化成被膜が形成され、
前記接合部において、前記ボルト孔の径方向に沿ったボルト孔縁からの離隔距離が5cmの位置で前記めっき鋼材の互いに対向する表面の間の隙間は、310μm以下である、
高力ボルト摩擦接合構造。
続きを表示(約 310 文字)
【請求項2】
少なくとも1つの前記ボルト孔の内部の表面に前記化成被膜が配置されている、
請求項1に記載の高力ボルト摩擦接合構造。
【請求項3】
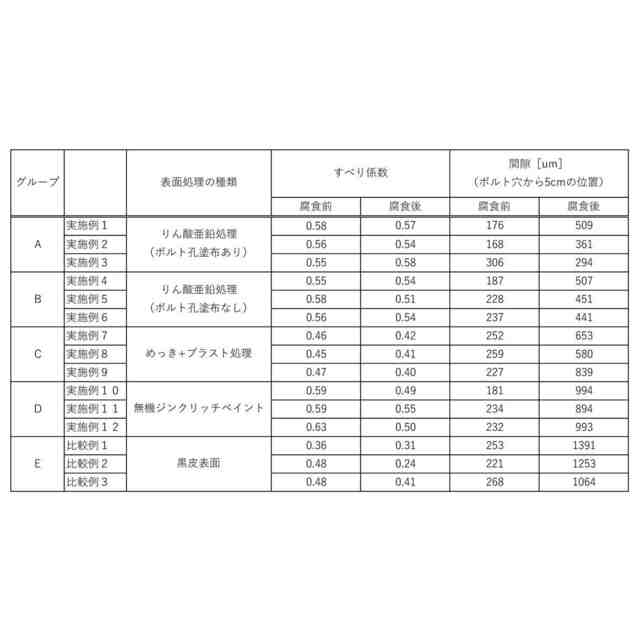
前記表面処理は、りん酸亜鉛処理、前記めっき部に対するブラスト処理及び、無機ジンクリッチペイントの塗膜処理、のうちのいずれかを含む、
請求項1又は2に記載の高力ボルト摩擦接合構造。
【請求項4】
前記表面処理は、りん酸亜鉛処理であり、
前記化成被膜としてのりん酸亜鉛の付着量は、1.0g/m
2
以上、5.0g/m
2
以下である、
請求項3に記載の高力ボルト摩擦接合構造。
発明の詳細な説明
【技術分野】
【0001】
本開示は、高力ボルト摩擦接合構造に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、特許文献1のように、めっき処理が施された複数のめっき鋼材を、高力ボルト、ナット、及び座金によって摩擦接合させる高力ボルト摩擦接合構造が知られている。特許文献1の高力ボルト摩擦接合構造では、すべり係数を向上させるため、鋼板同士の接合面に、表面処理としてのりん酸亜鉛処理によって形成されたりん酸亜鉛被膜が、防錆塗膜として設けられる。
【0003】
また、特許文献2は、高力ボルト摩擦接合構造そのものではないが、高力ボルト、ナット、及び座金(ワッシャー)からなる「ネジ部材」の表面にのみ施された表面処理としてのりん酸塩化成処理が開示されている。特許文献2では、りん酸塩化成処理によって、ネジ部材の耐荷重性、耐食性及び耐熱性の特性を向上できるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2020-165187号公報
特開昭58-153783号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
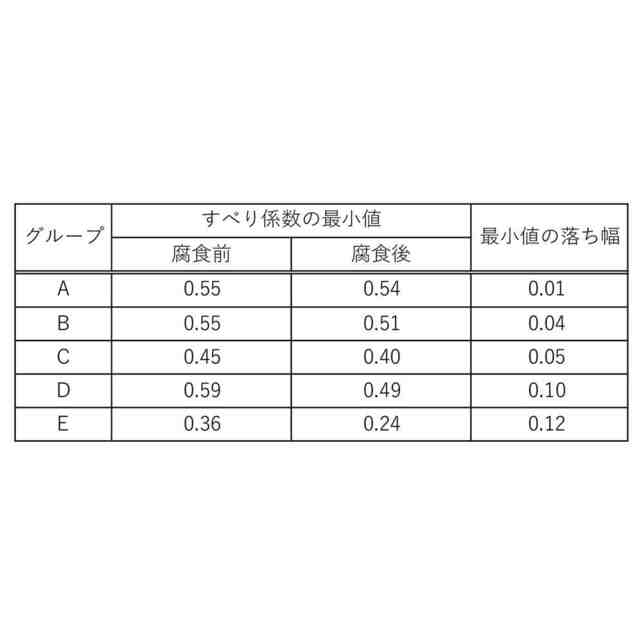
高力ボルト摩擦接合構造の接合部では、ボルト締めに起因して重なり合う鋼材間における高力ボルトの周囲に隙間が形成されると共に、隙間は、高力ボルトから離れるにつれて大きくなる。ここで、本件開示者らは、施工時における接合部の隙間を管理することで、表面処理が施された高力ボルト摩擦接合構造における腐食後(換言すると、施工後)のすべり係数の低下を抑制できるという、新たな知見を得た。
【0006】
この点、特許文献1及び特許文献2では、施工時における接合部の隙間を管理することで、表面処理が施された高力ボルト摩擦接合構造における腐食後のすべり係数の低下を抑制する技術は検討されていない。
【課題を解決するための手段】
【0007】
本開示は上記に鑑みなされたものであって、表面処理が施された高力ボルト摩擦接合構造における腐食後のすべり係数の低下を抑制できる高力ボルト摩擦接合構造を提供する。
【0008】
本開示に係る高力ボルト摩擦接合構造は、表面にめっき部を有しボルト孔が形成された複数のめっき鋼材を、高力ボルト、ナット、及び座金によって摩擦接合させる高力ボルト摩擦接合構造であって、接合部における少なくとも1つの前記めっき鋼材の接合面には、すべり係数を高めるための表面処理によって化成被膜が形成され、前記接合部において、前記ボルト孔の径方向に沿ったボルト孔縁からの離隔距離が5cmの位置で前記めっき鋼材の互いに対向する表面の間の隙間は、310μm以下である。
【発明の効果】
【0009】
本開示によれば、表面処理が施された高力ボルト摩擦接合構造における腐食後のすべり係数の低下を抑制できる高力ボルト摩擦接合構造を提供できる。
【図面の簡単な説明】
【0010】
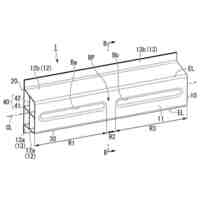
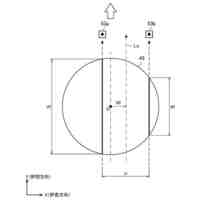
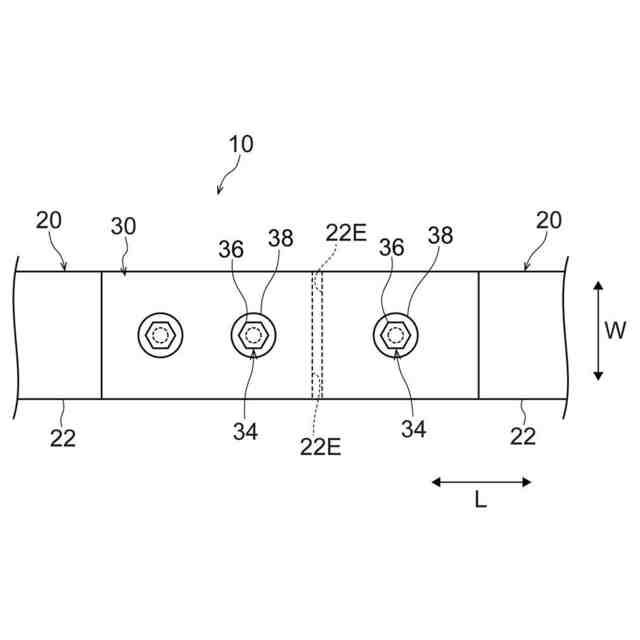
本開示の実施形態に係る高力ボルト摩擦接合構造を高力ボルトの頭部側から見た平面図である。
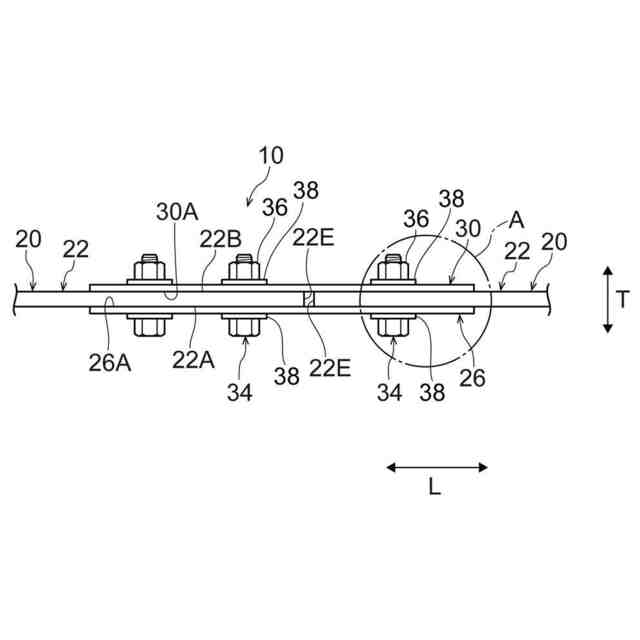
本開示の実施形態に係る高力ボルト摩擦接合構造の側面図である。
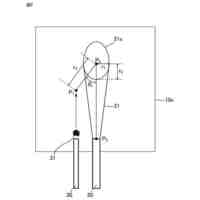
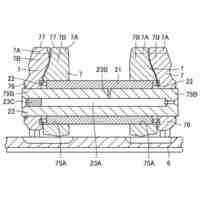
本実施形態に係る高力ボルト摩擦接合構造の重ね合わせ部に形成される隙間を説明する部分拡大図である。
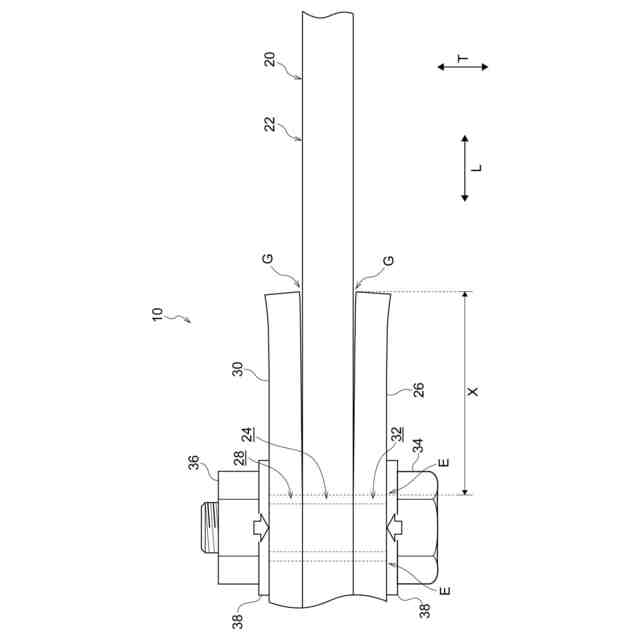
本実施形態に係る高力ボルト摩擦接合構造に生じる隙間を、図2中のA部分を拡大して説明する図である。
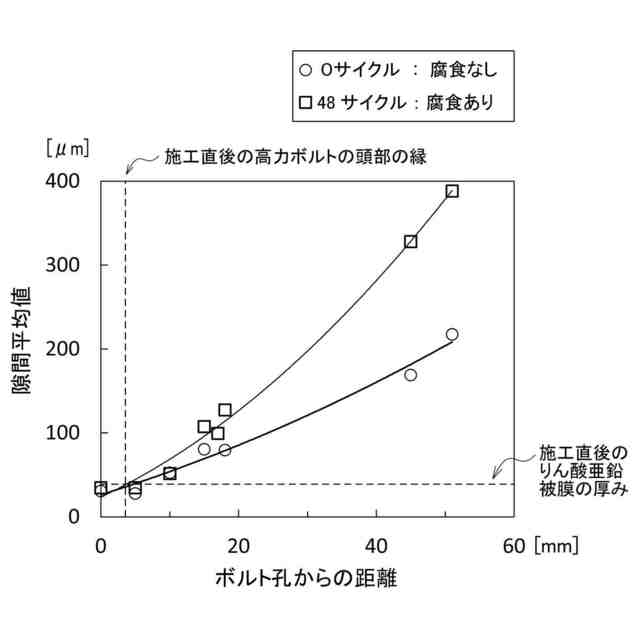
実施例に係る高力ボルト摩擦接合構造「腐食なし」の場合と「腐食あり」の場合とにおけるボルト孔からの離隔距離と隙間との関係を説明するグラフである。
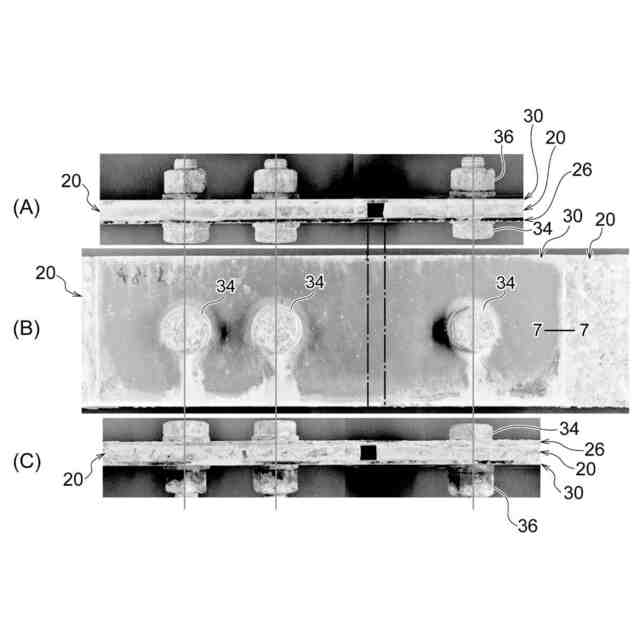
図6(A)は、48サイクルの腐食促進試験が施された実施例の試験例1に係る高力ボルト摩擦接合構造を上側の側面から見た写真であり、図6(B)は、試験例1に係る高力ボルト摩擦接合構造を高力ボルトの頭部側から見た写真であり、図6(C)は、試験例1に係る高力ボルト摩擦接合構造を下側の側面から見た写真である。
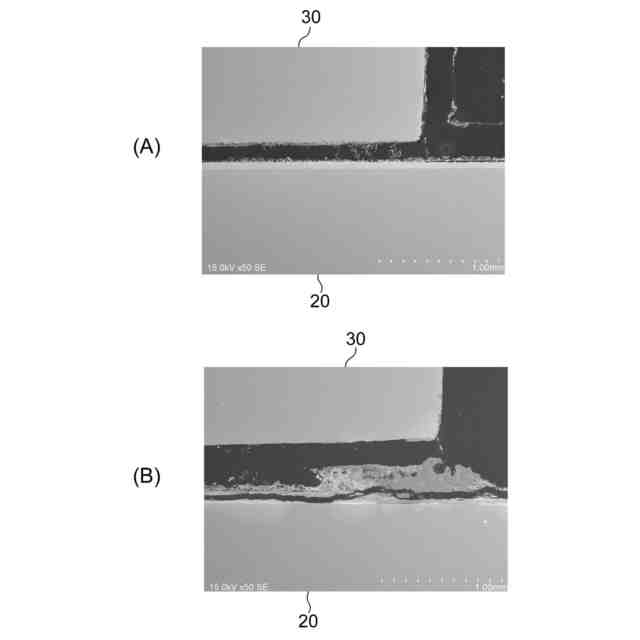
図7(A)は、0サイクルの「腐食なし」の実施例の試験例1に係る高力ボルト摩擦接合構造を図6(B)中の7-7線の位置と同じ位置で切断して撮影した断面SEM画像であり、図7(B)は、48サイクルの腐食促進試験が施された実施例の試験例1に係る高力ボルト摩擦接合構造を図6(B)中の7-7線の位置で切断して撮影した断面SEM画像である。
実施例に係る高力ボルト摩擦接合構造の腐食前後のすべり係数と確率密度との関係を表すそれぞれの正規分布を説明するグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
クランク軸
今日
日本製鉄株式会社
脱りん方法
7日前
日本製鉄株式会社
冷却構造体
8日前
日本製鉄株式会社
冷却構造体
8日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
鋼の製造方法
16日前
日本製鉄株式会社
金属溶解方法
14日前
日本製鉄株式会社
溶鉄の精錬方法
13日前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
高炉の操業方法
28日前
日本製鉄株式会社
ボルトの製造方法
20日前
日本製鉄株式会社
粒度分布測定方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
28日前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
28日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
28日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
13日前
日本製鉄株式会社
温度測定装置及び温度測定方法
1日前
日本製鉄株式会社
温度測定装置及び温度測定方法
1日前
日本製鉄株式会社
T継手の製造方法及び評価方法
14日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
6日前
株式会社小松製作所
耐摩耗部品
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ