TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062785
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2023172042
出願日
2023-10-03
発明の名称
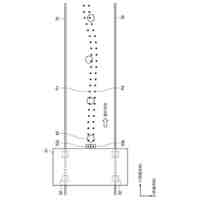
多角形筒形構造
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E04H
12/08 20060101AFI20250408BHJP(建築物)
要約
【課題】同等の耐力を保持しつつ軽量化を図ることで、施工にかかるコストを低減できる多角形筒形構造を提供する。
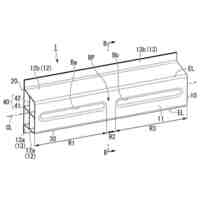
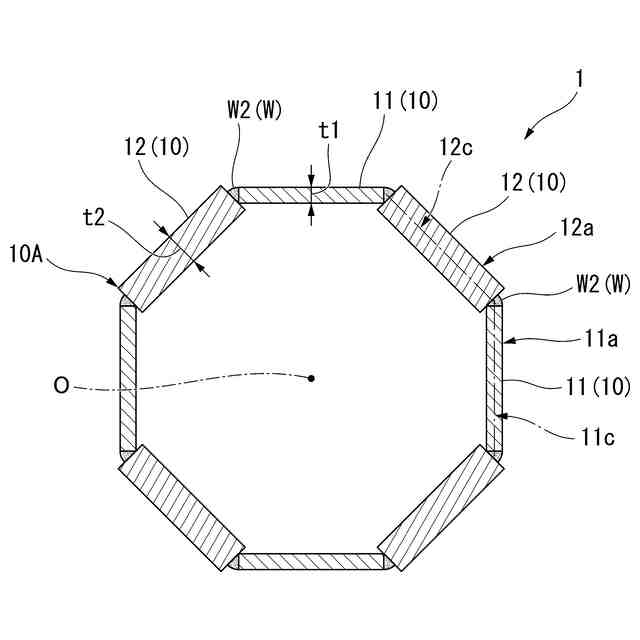
【解決手段】水平方向の断面形状が同じ角数の多角形状により形成される。多角形状は、6角形以上24角形以下で形成され、鋼材製の複数の平板部材10を備える。金属材料引張試験で求められる降伏応力値を鋼材の材料強度とし、平板部材10は、材料強度が10%以上異なる少なくとも2種類以上の部材から構成され、周方向に配置される平板部材10は、材料強度が異なる板材(高強度板材11、低強度板材12)が少なくとも片側に隣接して配置されるとともに、周方向両側端が相互に溶接により連結されている。
【選択図】図2
特許請求の範囲
【請求項1】
水平方向の断面形状が同じ角数の多角形状により形成される多角形筒形構造であって、
前記多角形状は、6角形以上24角形以下で形成され、
鋼材製の複数の平板部材を備え、
金属材料引張試験で求められる降伏応力値を鋼材の材料強度とし、
前記平板部材は、材料強度が10%以上異なる少なくとも2種類以上の部材から構成され、
周方向に配置される前記平板部材は、材料強度が異なる板材が少なくとも片側に隣接して配置されるとともに、周方向両側端が相互に溶接により連結されている多角形筒形構造。
続きを表示(約 640 文字)
【請求項2】
前記平板部材のうち多角形を構成する平板部材は、
高強度の第1板材と、前記第1板材より低強度となる第2板材と、の2種類で構成されている、請求項1に記載の多角形筒形構造。
【請求項3】
多角形の周方向の一部は、前記第1板材と前記第2板材とが交互に配置される箇所を有する、請求項2に記載の多角形筒形構造。
【請求項4】
水平方向の断面形状が偶数角形である、請求項1乃至3のいずれか1項に記載の多角形筒形構造。
【請求項5】
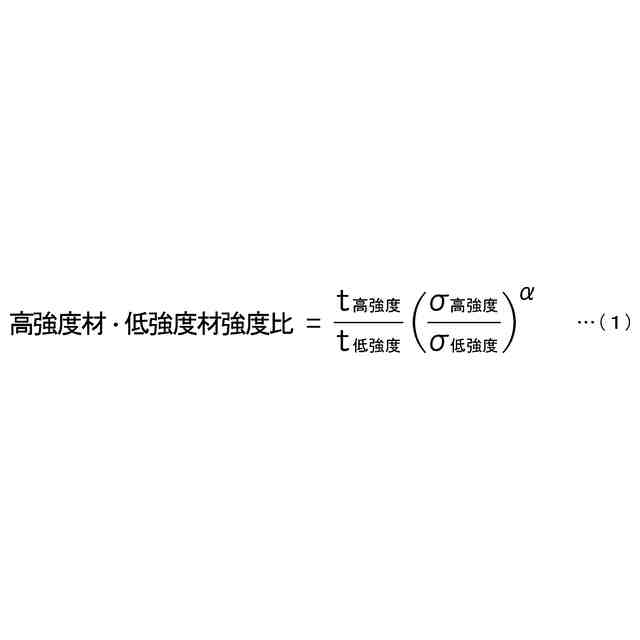
材料強度の異なる2種類以上の板材のうち、最も低強度の板材の板厚tと材料強度σを基準とし、前記低強度の板材より高強度の板材との強度比を(1)式としたとき、
αが0.5以上1以下の範囲内のときに、前記強度比が0.25以上4以下である、請求項1乃至3のいずれか1項に記載の多角形筒形構造。
TIFF
2025062785000016.tif
20
170
【請求項6】
材料強度の異なる2種類以上の板材のうち、最も低強度の板材を基準としたときの高強度の板材の換算板厚tを(2)式としたとき、
αが0.5以上1以下の範囲において、前記低強度の板材の板厚と前記換算板厚とが異なる、請求項1乃至3のいずれか1項に記載の多角形筒形構造。
TIFF
2025062785000017.tif
20
170
発明の詳細な説明
【技術分野】
【0001】
本発明は、多角形筒形構造に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、洋上風力による発電量の確保に向けて、風車及びそれを支えるタワーや基礎の大型化が進んでいる。一般的に、タワーや基礎には円柱管からなる円形構造が多用されており、基礎の円柱管として、今後例えば外径が10mを超えるような大口径のものが採用される見込みである。設備の大型化に伴って強度及び剛性を高くしなければならず、外径や壁厚も大きくする必要がある。通常は、例えば特許文献1に示されるように、鋼板を曲げ加工して湾曲した板を周方向に溶接することで短管を製作し、さらに短管同士を軸方向に溶接することでタワーや基礎が構築される。この場合、曲げ加工設備の能力に限界があり、厚肉化や大径化に対応できないうえ、コストも増大するという問題がある。
【0003】
これに対して、曲げ加工を行わない構造として、浮体式洋上風力発電施設を構成する柱状型浮体において、平鋼板を周方向に複数、溶接により連結することで多角形断面を構築する構造が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特許第4708365号公報
特開2022-1474号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来では、平板を連結させた多角形筒形構造が提案されているが、円筒と同等の性能を発揮するには、角数を増やして局部座屈耐力を向上させるか、もしくは補剛部材を入れて剛性を上げる必要がある。しかし、角数を増やしても製造工程の増加につながり、また補剛部材を設ける方法も曲げ加工もしくは溶接が必要となり経済性が低下するという問題があった。加えて、筒形構造の厚肉、大型化に伴い重量が増加することで、組立や運搬等の施工時のコストが増えるという問題もあり、その点で改善の余地があった。
【0006】
本発明は、上述する問題点に鑑みてなされたもので、同等の耐力を保持しつつ軽量化を図ることで、施工にかかるコストを低減できる多角形筒形構造を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明に係る多角形筒形構造の態様1は、水平方向の断面形状が同じ角数の多角形状により形成される多角形筒形構造であって、前記多角形状は、6角形以上24角形以下で形成され、鋼材製の複数の平板部材を備え、金属材料引張試験で求められる降伏応力値を鋼材の材料強度としたとき、前記平板部材は、材料強度が10%以上異なる少なくとも2種類以上の部材から構成され、周方向に配置される前記平板部材は、材料強度が異なる板材が少なくとも片側に隣接して配置されるとともに、周方向両側端が相互に溶接により連結されていることを特徴としている。
【0008】
本発明では、多角形断面の水平方向の断面形状が6角形以上24角形以下の多角形断面において、一部に高強度の板材を使用することで板厚を小さくすることができるため、同耐力の換算断面積比で軽量化を図ることができる。また、本発明では、強度の異なる2種類の平板部材を配置することで、加工を不要にしつつ補剛効果を発揮させることができる。そのため、同耐力となるように調整することで断面積を小さく抑えることができ、軽量化と低コスト化を図ることができる。また、補剛効果が得られる強度比の範囲を示すことで最大耐力の増加が期待できる。
これにより、本発明では、最大耐力の増加により、同じ鋼材量で円筒の最大耐力と同等以上になる性能、もしくは、同厚の板材を使用した多角形構造と比べ少ない角数での円筒構造と同等以上の性能を得ることができる。
また、本発明では、平板部材同士が溶接により連結される構成であり、曲げ加工工程を省略できることから、製造コストの低減を図ることができる。
さらに、本発明では、リブ等の補強部材が不要となることから、低コストな多角形筒形構造を提供できる。
【0009】
(2)本発明の態様2は、態様1の多角形筒形構造において、前記平板部材のうち多角形を構成する平板部材は、高強度の第1板材と、前記第1板材より低強度となる第2板材と、の2種類で構成されていることを特徴としてもよい。
【0010】
この場合には、高強度の第1板材と低強度の第2板材との2種類の材料強度が異なる平板部材のみを使用することで補剛効果を発揮できるので、コストの低減を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
今日
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
冷却構造体
8日前
日本製鉄株式会社
クランク軸
今日
日本製鉄株式会社
冷却構造体
8日前
日本製鉄株式会社
脱りん方法
7日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
衝撃吸収部材
28日前
日本製鉄株式会社
鋼の製造方法
16日前
日本製鉄株式会社
金属溶解方法
14日前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
高炉の操業方法
28日前
日本製鉄株式会社
溶鉄の精錬方法
13日前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
粒度分布測定方法
6日前
日本製鉄株式会社
ボルトの製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
28日前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
28日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
28日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
13日前
日本製鉄株式会社
温度測定装置及び温度測定方法
1日前
日本製鉄株式会社
温度測定装置及び温度測定方法
1日前
日本製鉄株式会社
T継手の製造方法及び評価方法
14日前
日本製鉄株式会社
コークス品質のばらつき推定方法
9日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
6日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
6日前
株式会社小松製作所
耐摩耗部品
10日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
27日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ