TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025062178
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171065
出願日
2023-10-02
発明の名称
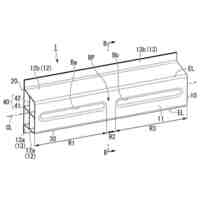
ラインパイプ用電縫鋼管
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250407BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】母材部および電縫溶接部において、高強度、低YRおよび優れた低温靭性を有するラインパイプ用電縫鋼管の提供。
【解決手段】母材部及び電縫溶接部を有し、前記母材部の化学組成が所定の化学組成を有し、前記母材部の1/2×tB部のミクロ組織において、フェライトの面積率が40~80%であり、平均結晶粒径が35μm以下であり、前記電縫溶接部の1/4×tS部のミクロ組織において、フェライトの面積率が40~70%であり、島状マルテンサイトの面積率が0.2~10.0%であり、平均結晶粒径が35μm以下であるラインパイプ用電縫鋼管を採用する。
【選択図】なし
特許請求の範囲
【請求項1】
母材部及び電縫溶接部を有し、
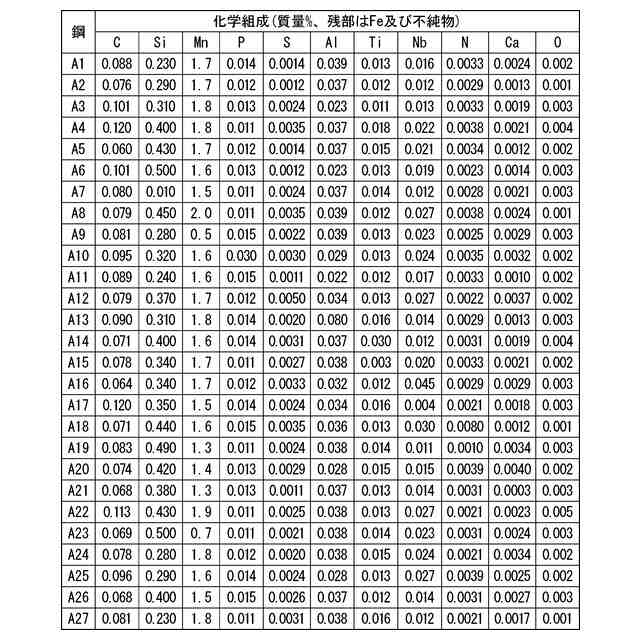
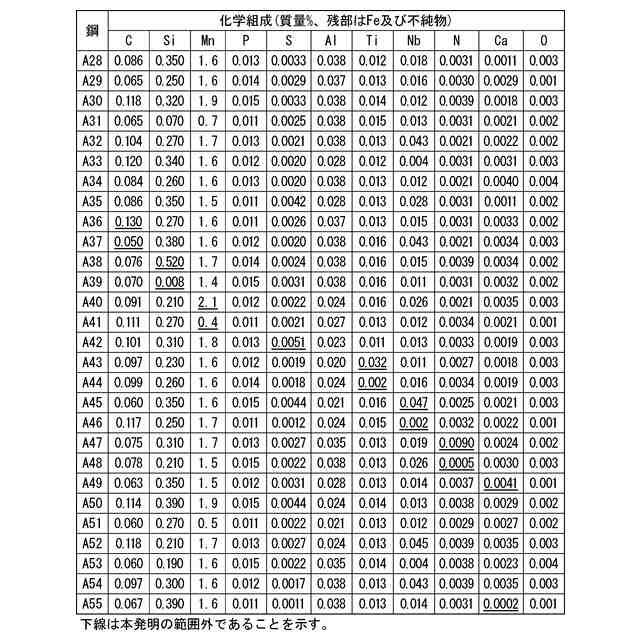
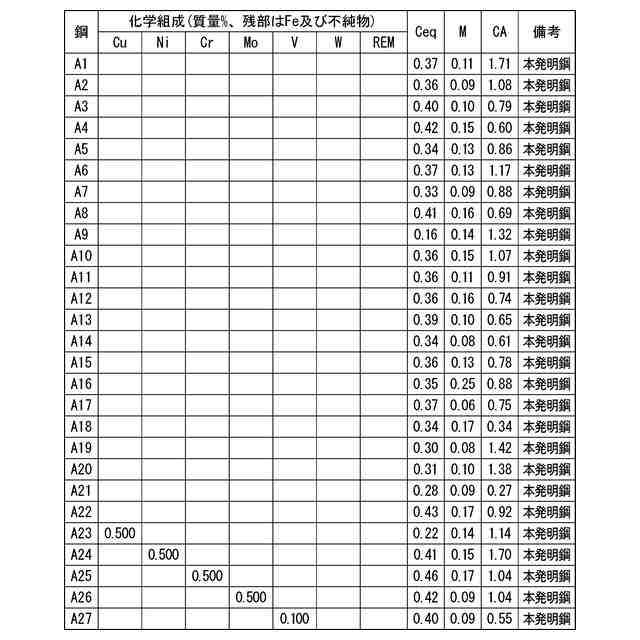
前記母材部の化学組成が、質量%で、
C :0.060~0.120%、
Si:0.010~0.500%、
Mn:0.5~2.0%、
P :0.030%以下、
S :0.0011~0.0050%、
Al:0.080%以下、
Ti:0.003~0.030%、
Nb:0.003~0.046%、
N :0.0010~0.0080%、
Ca:0.0003~0.0040%、
O :0.005%以下、
Cu:0~0.500%、
Ni:0~0.500%、
Cr:0~0.500%、
Mo:0~0.500%、
V :0~0.100%、
W :0~0.500%、
REM:0~0.0050%、並びに、
残部:Fe及び不純物からなり、
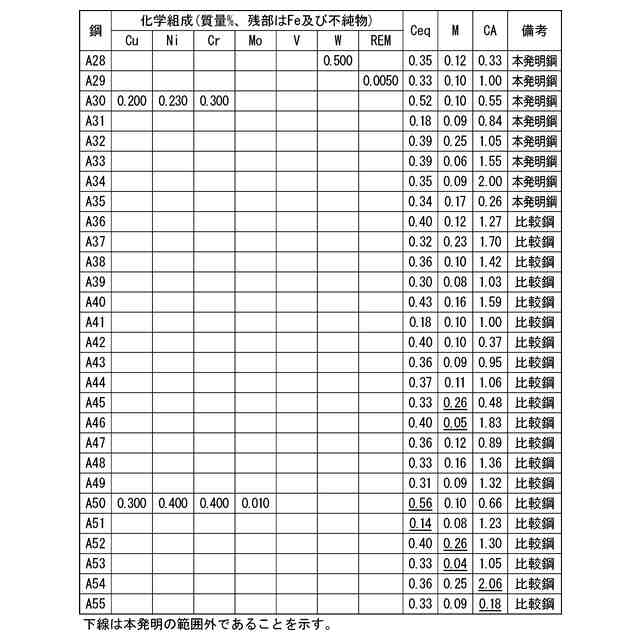
下記(i)式で表されるCeqが0.16~0.53質量%であり、
下記(ii)式で表されるMが0.06~0.25質量%であり、
下記(iii)式表されるCAが0.25~2.00であり、
前記母材部の肉厚をtBとし、前記電縫溶接部の肉厚をtSとした場合に、
前記母材部の1/2×tB部のミクロ組織において、
フェライトの面積率が40~80%であり、平均結晶粒径が35μm以下であり、
前記電縫溶接部の1/4×tS部のミクロ組織において、
フェライトの面積率が40~70%であり、島状マルテンサイトの面積率が0.2~10.0%であり、平均結晶粒径が35μm以下であるラインパイプ用電縫鋼管。
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 …(i)
M=C/3+5×Nb …(ii)
CA=Ca/S …(iii)
ここで、前記式(i)、(ii)、(iii)の各元素記号には、対応する元素の含有量(質量%)が代入され、含有されない場合は0が代入される。
続きを表示(約 210 文字)
【請求項2】
前記母材部の化学組成が、質量%で、
Cu:0%超0.500%以下、
Ni:0%超0.500%以下、
Cr:0%超0.500%以下、
Mo:0%超0.500%以下、
V :0%超0.100%以下、
W :0%超0.500%以下、及び
REM:0%超0.0050%以下からなる群から選択される1種以上を含有する請求項1に記載のラインパイプ用電縫鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼管に関し、さらに詳しくは、ラインパイプ用電縫鋼管に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
パイプラインは原油や天然ガスの輸送手段の一つであるが、近年の天然資源の掘削地域の過酷化に伴い、ラインパイプの敷設環境も過酷化しつつある。そのひとつの影響として、海底に敷設する海底パイプラインの敷設件数が増加している。海底パイプラインの敷設には種々の方法がある。そのうち、リール工法と呼ばれる敷設方法は、あらかじめ陸上で造管し、溶接で繋ぎ、できあがった長尺のパイプをバージ船のスプール上に巻取った後、海上で、パイプを巻き戻しながら海底に敷設する方法である。この方法では効率的に海底ラインパイプの敷設作業を行うことができる。
【0003】
しかし、鋼管の巻き付け・巻きほぐし時に、鋼管に塑性曲げが付与される。この時、曲げの内側には圧縮力が付与されるため、曲げの内側で座屈が発生し、鋼管が座屈する場合がある。鋼管の座屈が発生すると、敷設作業を停止せざるを得ず、その損害は莫大である。鋼管の座屈は鋼管の母材部及び電縫溶接部において鋼管長手方向の降伏比(降伏強度(YS)/引張強さ(TS)により求められ、YRと記載する)を低くすることで防止できることが分かっている。このような背景から、高い内圧に対して十分に耐えられるだけの鋼管強度に加え、鋼管の軸方向の低YRが要求されるようになっている。
【0004】
また、ラインパイプにおいて脆性破壊が生じた場合、石油や天然ガスが流出し、莫大な損害に繋がるため、優れた靭性が要求される。具体的には、母材部ではシャルピー試験において、電縫溶接部ではCTOD試験において、特性確保が不可欠である。
【0005】
したがって、リール工法に用いられる電縫鋼管では母材部及び電縫溶接部において高強度、低YR、優れた靭性が要求される。
【0006】
例えば、特許文献1には、母材部及び電縫溶接部の靭性に優れる電縫鋼管が記載されている。特許文献1に記載された電縫鋼管では、母材部の化学組成が、質量%で、C:0.04~0.12%、Si:0.01~0.50%、Mn:0.5~2.0%、Ti:0.005~0.030%、Nb:0.005~0.050%、及びN:0.001~0.008%を含有し、残部がFe及び不純物を含有し、母材部の肉厚をtBとし、電縫溶接部の肉厚をtSとした場合に、母材部の外表面から深さ1mmの位置である外表層部Bの硬さから1/2tB部の硬さを差し引いた値が30HV10以下であり、電縫溶接部の外表面から深さ1mmの位置である外表層部Sの硬さから1/2tS部の硬さを差し引いた値が0HV10以上30HV10以下である。これにより優れた低温靭性が得られることが特許文献1に記載されている。
【0007】
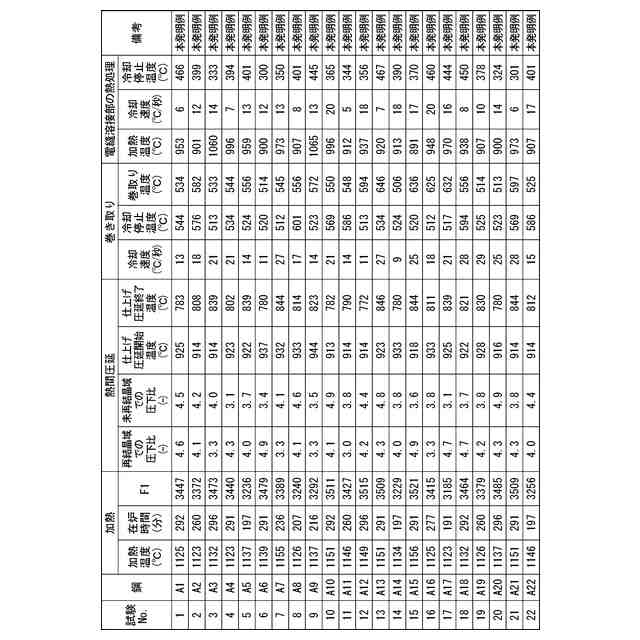
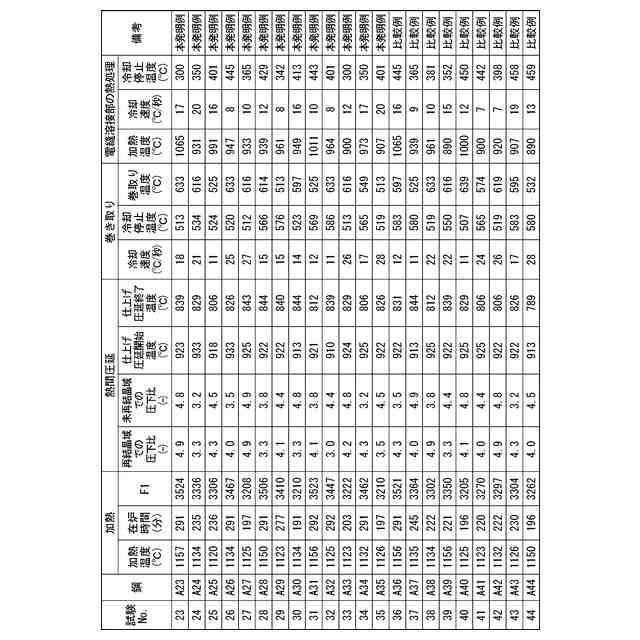
特許文献2には、母材部及び電縫溶接部の靭性に優れる電縫鋼管が記載されている。特許文献2に記載された電縫鋼管では、質量%で、C:0.02~0.10%、Si:0.05~0.30%、Mn:0.80~2.00%、Nb:0.010~0.100%を含み、炭素当量Ceqが0.25~0.50を満足する組成と、ベイニティックフェライト相および/またはベイナイト相からなる組織とを有し、降伏強さ:52ksi以上の高強度と、延性脆性遷移温度vTrsが-45℃以下となる高靭性を有する厚肉熱延鋼板を素材とし、電縫部に対して最低温度:830℃以上、最高温度:1150℃以下の誘導加熱、肉厚方向各位置で平均冷却速度10~70℃/s、冷却停止温度550℃以下の条件にて冷却する電縫部熱処理を施し、ベイニティックフェライト相および/またはベイナイト相からなり、かつ肉厚方向各位置で最粗粒位置での平均結晶粒径と最細粒位置での平均結晶粒径との比が2.0以下となる組織である。これにより、優れた低温靭性が得られることが特許文献2に記載されている。
【先行技術文献】
【特許文献】
【0008】
国際公開第2020/170333号
国際公開第2015/004901号
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明者等の検討により、化学組成や製造方法が適切でない場合、電縫溶接部において、硬質相である島状マルテンサイト(MA)の面積率が適正範囲から外れ、これにより電縫溶接部の靭性と低YRとが両立しない場合があることが判明した。
【0010】
特許文献1及び2では、電縫溶接部において、上述したMAを制御することについて、一切、考慮されていない。従って、特許文献1及び2に記載の電縫鋼管は電縫溶接部の低温靭性および低YRが必ずしも十分とは言えない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
部品
14日前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
鋼材
22日前
日本製鉄株式会社
溶接継手
13日前
日本製鉄株式会社
捻回試験装置
14日前
日本製鉄株式会社
鋼の製造方法
22日前
日本製鉄株式会社
表面処理鋼材
14日前
日本製鉄株式会社
衝撃吸収部材
6日前
日本製鉄株式会社
柱梁接合構造
23日前
日本製鉄株式会社
衝撃吸収部材
6日前
日本製鉄株式会社
衝撃吸収部材
6日前
日本製鉄株式会社
衝撃吸収部材
6日前
日本製鉄株式会社
多角形筒形構造
22日前
日本製鉄株式会社
高炉の操業方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
9日前
日本製鉄株式会社
鋳片の連続鋳造方法
6日前
日本製鉄株式会社
固定具および固定構造
9日前
日本製鉄株式会社
コイルばねの製造方法
23日前
日本製鉄株式会社
素形材及びその製造方法
14日前
日本製鉄株式会社
高力ボルト摩擦接合構造
22日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
6日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
6日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
15日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
23日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
20日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
5日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
14日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
21日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
23日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
14日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
20日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
14日前
日本製鉄株式会社
製造スケジュール決定装置、製造スケジュール決定方法及び製造スケジュール決定プログラム
15日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ