TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062450
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171540
出願日
2023-10-02
発明の名称
転炉の吹錬終了温度設定方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
5/30 20060101AFI20250407BHJP(鉄冶金)
要約
【課題】 本発明は、鋼の精錬工程における溶鋼の温度降下の予測精度を向上させ、結果として予測誤差のバラツキを小さくすることを課題とし、予測精度が向上した転炉の吹錬終了温度(吹止温度)の決定方法を提供することを目的とする。
【解決手段】 吹錬終了時からその後の工程基準時までの溶鋼温度降下を、温度影響因子ごとに予め求めた影響関数により、温度影響因子ごとに予測して温度降下予測値を求め、後工程基準時温度に、温度降下予測値を加算して、吹錬の終了温度を決定するに際し、
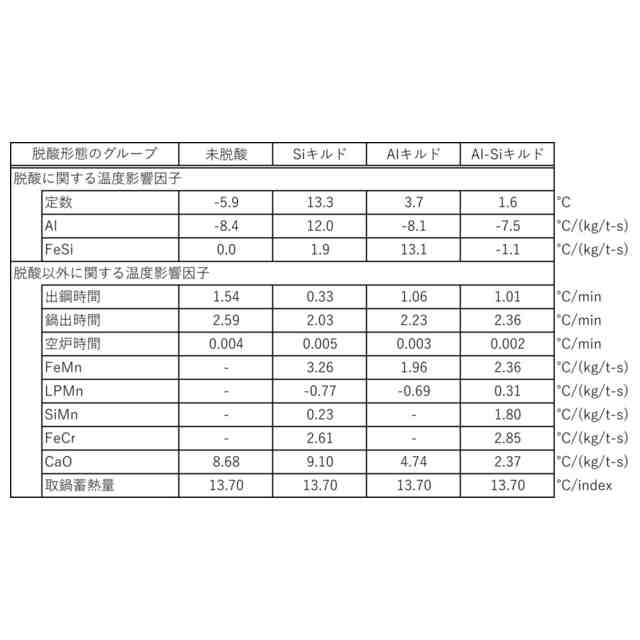
温度影響因子の一つである脱酸材の投入については、脱酸材の投入量と脱酸材ごとに予め定めた脱酸閾値と比較して脱酸形態のグループを判定し、判定した脱酸形態のグループごとに溶鋼の温度降下に対する温度影響関数を予め求め、脱酸に関する温度影響因子に、脱酸材の投入量と溶鋼の吹錬終了時のフリー酸素量を含み、脱酸形態のグループに応じた温度影響因子と温度影響関数とから溶鋼の温度降下予測値を求めて、転炉の吹錬終了温度を決定する。
【選択図】 なし
特許請求の範囲
【請求項1】
転炉での溶鋼を吹錬する吹錬工程、吹錬工程の後に前記溶鋼を前記転炉から溶鋼鍋などの搬送容器に出湯しながら脱酸のための脱酸材などを投入して主要成分を調整する出鋼工程、および前記出鋼工程の後工程として前記溶鋼の成分調整を行う二次精錬工程、および前記溶鋼を連続鋳造する鋳造工程、を含む製鋼工程において、
前記後工程での任意の基準時である後工程基準時において要求する前記溶鋼の温度である後工程基準時温度を確保するため、前記吹錬終了時から前記後工程基準時までの前記溶鋼の温度降下を、温度影響因子ごとに予め求めた温度影響関数により予測して、前記溶鋼の温度降下予測値を求め、前記後工程基準時温度に、前記温度降下予測値を加算して、前記吹錬の終了温度を設定し、
前記脱酸については、
前記脱酸材の投入量と、前記脱酸材ごとに予め定めた脱酸閾値とを比較して、脱酸形態のグループを判定し、
前記脱酸形態のグループごとに前記溶鋼の温度降下に対する前記温度影響関数を予め求め、
前記温度影響因子に、前記脱酸材の投入量、および前記溶鋼の前記吹錬終了時のフリー酸素量を含み、
前記脱酸形態のグループに応じた前記温度影響因子と前記温度影響関数とから前記溶鋼の前記温度降下予測値を求めることを含む転炉の吹錬終了温度の設定方法。
続きを表示(約 1,500 文字)
【請求項2】
前記脱酸材がAlおよびSiのうちいずれか一方または両方である請求項1に記載の転炉の吹錬終了温度の設定方法。
【請求項3】
前記脱酸材がAlの場合の前記脱酸閾値であるAl脱酸閾値が、溶鋼1t当たりの原単位で1.5kg/t以下であり、
前記脱酸材がSiの場合の前記脱酸閾値であるSi脱酸閾値が、溶鋼1t当たりの原単位で1.0kg/t以下、
である請求項2に記載の転炉の吹錬終了温度の設定方法。
【請求項4】
前記吹錬終了時での前記溶鋼の前記フリー酸素量は、
前記吹錬終了時での測定値、
前記吹錬終了時における冷却凝固温度によるC濃度推定値(CD値)および前記溶鋼の温度から求めた予測値、
前記吹錬中の冷却凝固温度によるC濃度推定値(CD値)と前記溶鋼の温度、および前記吹錬の条件から求めた予測値、および
前記吹錬中の測定値および前記吹錬の条件から求めた予測値、
のうちいずれか一つである
請求項1~3のいずれか1項に記載の転炉の吹錬終了温度の設定方法。
【請求項5】
前記脱酸以外の前記温度影響因子については、前記温度影響因子ごとの前記温度影響関数の一部または全てを、前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響関数として予め求めておくことを特徴とする請求項1~3のいずれか1項に記載の転炉の吹錬終了温度の設定方法。
【請求項6】
前記脱酸以外の前記温度影響因子については、前記温度影響因子ごとの前記温度影響関数の一部または全てを、前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響関数として予め求めておくことを特徴とする請求項4に記載の転炉の吹錬終了温度の設定方法。
【請求項7】
前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響関数による前記温度降下予測値を先に求めておき、前記脱酸形態のグループごとに設定される前記温度影響因子の前記温度影響関数による前記温度降下予測値を加算して、前記吹錬の終了温度を設定することを含む請求項5に記載の転炉の吹錬終了温度の設定方法。
【請求項8】
前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響関数による前記温度降下予測値を先に求めておき、前記脱酸形態のグループごとに設定される前記温度影響因子の前記温度影響関数による前記温度降下予測値を加算して、前記吹錬の終了温度を設定することを含む請求項6に記載の転炉の吹錬終了温度の設定方法。
【請求項9】
前記脱酸形態のグループでグループ分けした前記脱酸に係る前記温度影響関数を求める際、前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響因子による前記温度降下の予測値を、温度降下の実績値から除いた温度降下の残部と、前記脱酸形態のグループごとに与える前記温度影響因子との相関関係を求めることを含む請求項5に記載の転炉の吹錬終了温度の設定方法。
【請求項10】
前記脱酸形態のグループでグループ分けした前記脱酸に係る前記温度影響関数を求める際、前記脱酸形態のグループに共通の前記温度影響因子に係る前記温度影響因子による前記温度降下の予測値を、温度降下の実績値から除いた温度降下の残部と、前記脱酸形態のグループごとに与える前記温度影響因子との相関関係を求めることを含む請求項7に記載の転炉の吹錬終了温度の設定方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は鉄鋼の精錬工程における転炉の吹錬終了温度設定方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
鉄鋼の製鋼工程は精錬工程と鋳造工程から構成される。精錬工程は高炉で得られた銑鉄などを所定の成分と温度に調整した溶鋼を製造する工程であり、精錬工程では、通常、転炉にて吹錬し炭素などの主要な成分の粗調整を行い、二次精錬にて成分や温度の最終調整を行う。その後、所定の成分に調整された溶鋼を鋳造工程にて連続鋳造して鋼片を得る。
【0003】
精錬工程において、転炉での吹錬終了温度(吹止温度)は、後工程である二次精錬や連続鋳造で必要な温度が得られるよう、溶鋼の温度降下を予測して決定される。転炉での吹錬終了温度の予測方法については、特許文献1や特許文献2などの例がある。
【0004】
特許文献1には、Al脱酸の有無で分類した重回帰モデルによって出鋼中温度降下の予測精度向上を図る取り組みが記載されている。特許文献2には、取鍋の蓄熱による溶鋼の温度降下を伝熱計算にて予測し、同一の二次精錬装置を使用した際の温度降下の予測に対する誤差のバラツキを加味して、転炉吹錬終了温度を設定することが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2013-112871号公報
特開2016-180127号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
転炉の吹錬終了温度(吹止温度)は、二次精錬や連続鋳造などの後工程での処理で必要とされる温度、および転炉での吹錬終了以降の温度降下を想定して設定する必要がある。一方で転炉の吹錬終了温度は、吹錬中の反応効率、転炉の耐火物損耗、省エネルギー、カーボンニュートラルなどの観点から、極力低減することが求められている。特許文献1および2に記載の予測手法を用いて予測した温度降下と実際の温度降下を比較すると、まだ誤差バラツキが大きいのが実態である。従って、精錬工程における溶鋼の温度降下の予測精度を向上させ、誤差のバラツキを小さくする余地がある。
【0007】
本発明は、このような要望に応えるため、鋼の精錬工程における溶鋼の温度降下の予測精度を向上させ、予測誤差のバラツキを小さくすることを課題とし、予測精度が向上した転炉の吹錬終了温度(吹止温度)の設定方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成するため鋭意検討し、以下の知見を得た。
【0009】
(a)
転炉の吹錬終了後から溶鋼の温度降下に寄与する要素として、主に以下の3つが考えられる。
(ア)AlおよびSiなどの脱酸材による、溶鋼中の酸素を脱酸する際の化学反応熱
(イ)成分調整や冷却のため投入する合金鉄の溶解熱
(ウ)溶鋼が接する耐火物または大気中へ移動する放散熱
これらのうち(ア)の脱酸に伴う化学反応熱は比較的大きく、温度降下の予測精度への影響代が大きい。また、脱酸の状態により反応熱が変動することから、温度降下の予測精度に対する影響度が大きい。そこで、この脱酸による化学反応熱による温度降下を中心に検討を進めた。
【0010】
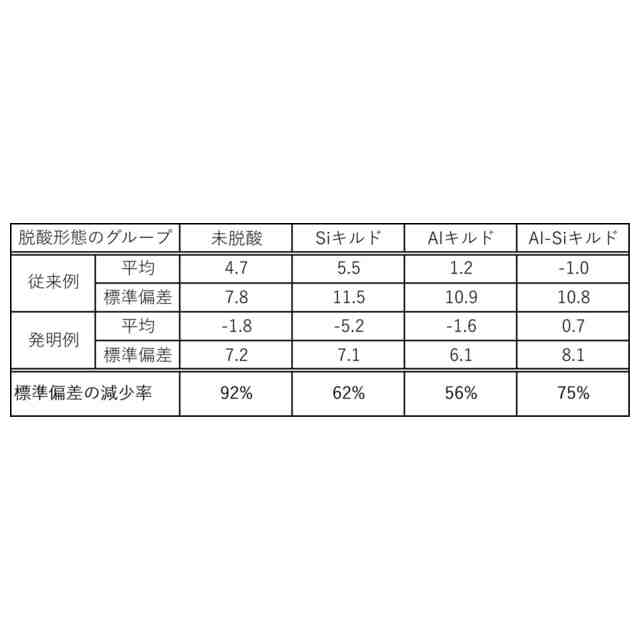
(b)
従来の脱酸反応による温度降下への影響の予測は、例えば特許文献1ではAl添加なし、Al脱酸済みでSi添加なし、Al脱酸済みでSi添加した場合の3つの形態に応じて、それぞれの場合が温度降下への影響係数を決定して温度降下を予測している。しかし、本発明者らが、温度降下の予測値のバラツキを分析したところ、Al添加の有無だけでは、Al、Si添加量当たりの発熱量を正確に推定できないことが分かった。脱酸反応は、転炉での吹錬終了時の溶鋼中のフリー酸素量に依存することから、転炉吹止時の溶鋼中のフリー酸素量を加味して温度降下を予測することで、温度降下予測精度を向上できることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
角形鋼管
3日前
日本製鉄株式会社
柱梁接合部
2日前
日本製鉄株式会社
直流電気炉
11日前
日本製鉄株式会社
圧延H形鋼
3日前
日本製鉄株式会社
直流電気炉
11日前
日本製鉄株式会社
転炉吹錬方法
4日前
日本製鉄株式会社
転炉吹錬方法
4日前
日本製鉄株式会社
金属溶解方法
11日前
日本製鉄株式会社
鋼管用ねじ継手
2日前
日本製鉄株式会社
鋼線及びロープ
3日前
日本製鉄株式会社
パネル用支持具
2日前
日本製鉄株式会社
直流電気溶解炉
11日前
日本製鉄株式会社
パネル用支持具
2日前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
鋼線及び撚り線
3日前
日本製鉄株式会社
溶銑の予備処理方法
4日前
日本製鉄株式会社
ガス漏洩部の補修方法
10日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
9日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
3日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
11日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4日前
日本製鉄株式会社
鉄鉱石原料の装入領域の決定方法及び高炉の操業方法
2日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
9日前
日本製鉄株式会社
試験片、試験片の作製方法、および疲労き裂進展試験方法
3日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
9日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
4日前
日本製鉄株式会社
マルテンサイト系ステンレス鋼板およびその製造方法並びにブレーキディスク
11日前
トーカロ株式会社
金属板搬送ロールの補修方法、及び補修済金属板搬送ロール
4日前
日本製鉄株式会社
金属材料探索方法、金属材料探索装置、金属材料探索システム及びコンピュータープログラム
2日前
日本製鉄株式会社
多角形筒型構造、および洋上風力発電設備向けの基礎構造物
8日前
日本製鉄株式会社
スクラップ等級判定装置、スクラップ等級判定システム、スクラップ等級判定方法、機械学習モデル及びプログラム
3日前
中外炉工業株式会社
連続式熱処理炉
2か月前
中外炉工業株式会社
前処理装置
18日前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ