TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064091
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023173554
出願日
2023-10-05
発明の名称
溶接継手の応力拡大係数推定方法
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01N
3/00 20060101AFI20250410BHJP(測定;試験)
要約
【課題】溶接継手が有するスポット溶接部の外縁に沿って存在するき裂の応力拡大係数を簡便に且つ精度良く推定可能な、溶接継手の応力拡大係数推定方法を提供する。
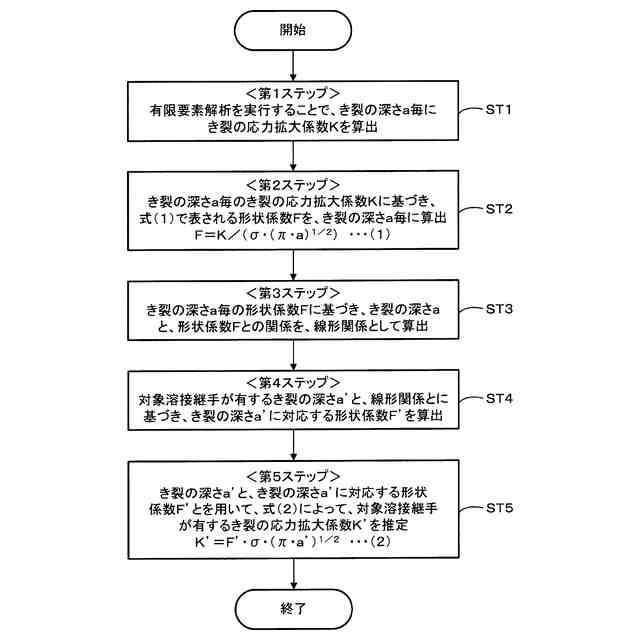
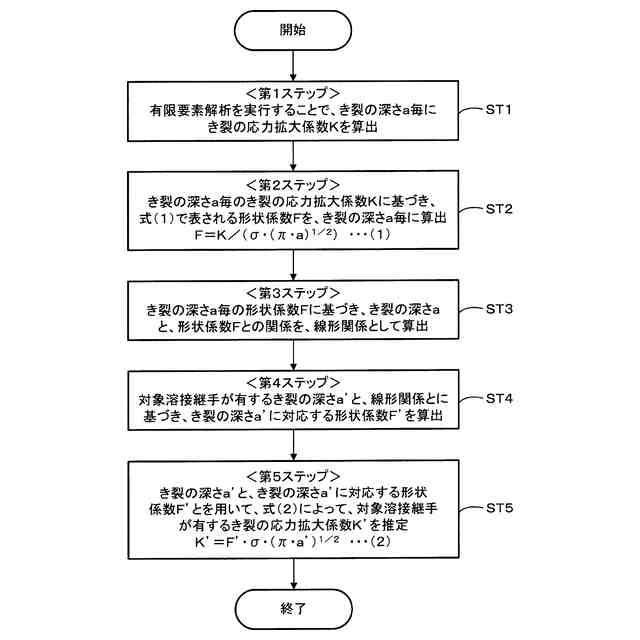
【解決手段】本発明は、き裂の長さを一定の値とし、き裂の深さaを変更した溶接継手の複数の解析モデルを用いて、それぞれ有限要素解析を実行することで、き裂の深さa毎にき裂の応力拡大係数Kを算出する第1ステップST1と、形状係数Fをき裂の深さa毎に算出する第2ステップST2と、き裂の深さaと形状係数Fとの関係を線形関係として算出する第3ステップST3と、対象溶接継手が有するき裂の深さa’と線形関係とに基づき、き裂の深さa’に対応する形状係数F’を算出する第4ステップST4と、対象溶接継手が有するき裂の応力拡大係数K’を推定する第5ステップST5と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
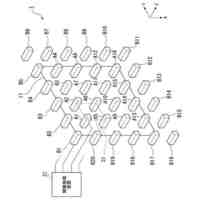
有限要素解析を用いて、重ね合わせた複数の鋼板と、前記複数の鋼板を接合する略円形のスポット溶接部と、を備えた溶接継手が有する、前記スポット溶接部の外縁に沿って存在するき裂の応力拡大係数を推定する、溶接継手の応力拡大係数推定方法であって、
前記き裂の長さを一定の値とし、前記き裂の深さaを変更した前記溶接継手の複数の解析モデルを用いて、それぞれ有限要素解析を実行することで、前記き裂の深さa毎に前記き裂の応力拡大係数Kを算出する第1ステップと、
前記第1ステップで算出した前記き裂の深さa毎の前記き裂の応力拡大係数Kに基づき、以下の式(1)で表される形状係数Fを、前記き裂の深さa毎に算出する第2ステップと、
前記第2ステップで算出した前記き裂の深さa毎の前記形状係数Fに基づき、前記き裂の深さaと、前記形状係数Fとの関係を、線形関係として算出する第3ステップと、
応力拡大係数の推定対象とする前記溶接継手であって、前記き裂の深さが任意の値である対象溶接継手について、前記対象溶接継手が有する前記き裂の深さa’と、前記第3ステップで算出した前記線形関係とに基づき、前記き裂の深さa’に対応する前記形状係数F’を算出する第4ステップと、
前記き裂の深さa’と、前記第4ステップで算出した前記き裂の深さa’に対応する形状係数F’とを用いて、以下の式(2)によって、前記対象溶接継手が有する前記き裂の応力拡大係数K’を推定する第5ステップと、を有する、
ことを特徴とする溶接継手の応力拡大係数推定方法。
F=K/(σ・(π・a)
1/2
) ・・・(1)
K’=F’・σ・(π・a’)
1/2
・・・(2)
上記の式(1)及び式(2)において、σは前記溶接継手が有するき裂に作用する公称応力を意味し、πは円周率を意味する。
続きを表示(約 530 文字)
【請求項2】
前記第1ステップにおいて、互いに異なる2つのき裂の深さa
1
、a
2
をそれぞれ有する前記溶接継手の2つの解析モデルを用いて、それぞれ有限要素解析を実行することで、前記き裂の深さa
1
、a
2
毎に前記き裂の応力拡大係数K
1
、K
2
を算出し、
前記第2ステップにおいて、前記き裂の深さa
1
、a
2
毎の前記き裂の応力拡大係数K
1
、K
2
に基づき、前記き裂の深さa
1
、a
2
毎に前記形状係数F
1
、F
2
を算出し、
前記第3ステップにおいて、横軸を前記き裂の深さaとし、縦軸を前記形状係数Fとした場合に、前記き裂の深さaと前記形状係数Fとの線形関係を、点(a
1
,F
1
)と点(a
2
,F
2
)とを通る直線として算出する、
ことを特徴とする請求項1に記載の溶接継手の応力拡大係数推定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、有限要素解析を用いて、溶接継手が有するスポット溶接部の外縁に沿って存在するき裂の応力拡大係数を簡便に且つ精度良く推定可能な、溶接継手の応力拡大係数推定方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、自動車分野では、低燃費化のための車体の軽量化と、衝突安全性向上のための車体の高強度化が求められている。これらの要求を両立させるには、車体の材料として、高強度鋼板を適用することが有効である。また、防錆性を高める観点から、高強度鋼板の中でも、耐食性に優れる亜鉛系めっき鋼板が使用されている。
【0003】
自動車の車体の組み立てには、主として、重ね合わせた複数の鋼板を接合して溶接継手を形成するスポット溶接が用いられているが、亜鉛系めっき鋼板にスポット溶接を行うと、スポット溶接部に割れが発生することがある。この割れは、いわゆる液体金属脆性(Liquid Metal Embrittlement、以下では「LME」と略記する)に起因するといわれており、溶接過程における温度上昇や引張応力の発生によって、溶融した亜鉛系めっき金属が鋼板の結晶粒界に侵入して、粒界強度を低下させることが原因であると考えられている。
このLMEに起因した割れ(LME割れ)が著しい場合には、スポット溶接部の静的な強度が低下する場合がある。このため、LME割れを抑制することを目的として、例えば、鋼板やめっきの成分組成や組織を制御する技術や、特許文献1に記載のように、溶接条件を制御する技術などが提案されている。
しかしながら、従来、LME割れが疲労強度に及ぼす影響は明らかではない。このため、疲労強度の観点では、LME割れを抑制する技術開発に限らず、疲労強度に対するLME割れの影響を適正に評価できる方法が望まれている。
【0004】
一般に、割れが疲労強度に及ぼす影響を評価するには、割れをき裂とみなして算出した応力拡大係数が用いられることが多い。応力拡大係数は、き裂の先端近傍における変形場に基づいて、き裂の進展の駆動力を表現する破壊力学パラメータである。通常、き裂の深さ(溶接継手が備える鋼板の板厚方向についてのき裂の寸法)が大きくなると、応力拡大係数も大きくなり、疲労強度を低下させる要因になると考えることが多い。
例えば、非特許文献1に記載のように、力学条件が単純な場合については、き裂の応力拡大係数を正確に評価できる理論解が得られている。しかしながら、スポット溶接部に発生するLME割れは、鋼板の板厚方向から見て略円形のスポット溶接部の外縁に沿った円弧面状の3次元形状を有することや、スポット溶接部が存在する自動車部品の部位によって力学条件が異なることから、その応力拡大係数を表現できる理論解が存在しない。非特許文献2には、き裂が3次元形状を有する場合の応力拡大係数の理論解が提案されているものの、特定の力学条件に対する理論解であって、複雑であり且つ汎用性に欠けるものである。
このような場合には、応力拡大係数を算出するために、有限要素解析を用いるのが通例であるが、3次元の解析モデルを作成して解析を実行するには、膨大な時間と労力とを要する。
このため、種々のき裂の長さや深さなど、種々の力学条件に対して、き裂の応力拡大係数を簡便に且つ精度良く推定可能な方法が望まれている。
【0005】
なお、非特許文献3には、き裂の開口変位の解析結果に基づき応力拡大係数を算出する方法が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2020-11253号公報
【非特許文献】
【0007】
Y.Murakami et al.,“STRESS INTENSITY FACTORS HANDBOOK”,Volume 1,Pergamon Press,1987,p.11
J. C. Newman, Jr. and I. S. Raju,“STRESS-INTENSITY FACTOR EQUATIONS FOR CRACKS IN THREE-DIMENSIONAL FINITE BODIES SUBJECTED TO TENSION AND BENDING LOADS”,NASA TM-85793,1984
中井善一・久保司郎,“機械工学基礎課程 破壊力学”,朝倉書店,2014,p.64-66
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記のような従来技術の課題を解決するべくなされたものであり、有限要素解析を用いて、溶接継手が有するスポット溶接部の外縁に沿って存在するき裂の応力拡大係数を簡便に且つ精度良く推定可能な、溶接継手の応力拡大係数推定方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
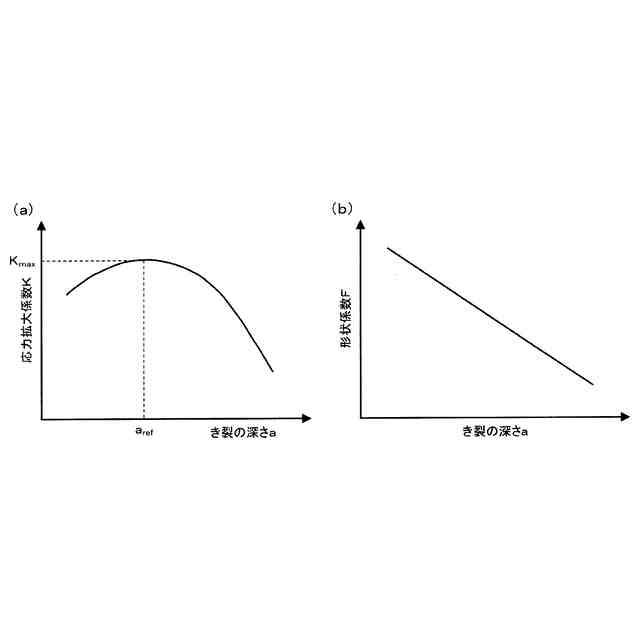
前記課題を解決するため、本発明者らは、鋭意検討した結果、溶接継手が有するスポット溶接部の外縁に沿って存在するき裂の長さ(鋼板の板厚方向から見た場合のき裂の周方向の寸法)を一定の値にして、き裂の深さを変化させた場合、溶接継手の形状に関わらず、有限要素解析によって算出されるき裂の応力拡大係数が極大値を示すことを見出した。具体的には、図1(a)に示すように、き裂の長さを一定の値にして、き裂の深さaを変化させた場合、有限要素解析によって算出されるき裂の応力拡大係数Kは、所定のき裂の深さa
ref
までは増加するものの、このき裂の深さa
ref
よりも大きくなると減少する(すなわち、き裂の応力拡大係数Kがき裂の深さa
ref
で極大値K
max
を示す)ことを見出した。
【0010】
ここで、形状係数をF、き裂に作用する公称応力をσ、円周率をπとすると、き裂の応力拡大係数K、形状係数F、き裂に作用する公称応力σ及びき裂の深さaの関係は、以下の式(1)で表されることが知られている。形状係数Fは、き裂の先端近傍の変形状態を表す項である。
F=K/(σ・(π・a)
1/2
) ・・・(1)
本発明者らは、前述のように、き裂の応力拡大係数Kがき裂の深さaに対して極大値を示すことに伴い、溶接継手の形状に関わらず、き裂の深さaと、形状係数Fとの関係が、図1(b)に示すように、線形関係で近似できることを見出した。すなわち、所定の定数をA、Bとして、F=A・a+Bが成り立つことを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
21日前
株式会社イシダ
計量装置
15日前
日本精機株式会社
表示装置
1日前
個人
アクセサリー型テスター
22日前
日本精機株式会社
アセンブリ
7日前
個人
準結晶の解析方法
7日前
株式会社豊田自動織機
自動走行体
6日前
株式会社テイエルブイ
振動検出装置
21日前
株式会社ミツトヨ
画像測定機
23日前
栄進化学株式会社
浸透探傷用濃縮液
28日前
トヨタ自動車株式会社
検査装置
15日前
ダイハツ工業株式会社
試料セル
21日前
日本特殊陶業株式会社
ガスセンサ
7日前
日本特殊陶業株式会社
ガスセンサ
1か月前
株式会社 キョーワ
食品搬送装置
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
GEE株式会社
光学特性測定装置
6日前
大和製衡株式会社
計量装置
28日前
トヨタ自動車株式会社
電気自動車
22日前
理研計器株式会社
ガス検出器
23日前
理研計器株式会社
ガス検出器
23日前
理研計器株式会社
ガス検出器
23日前
理研計器株式会社
ガス検出器
23日前
株式会社不二越
X線測定装置
1日前
株式会社TISM
センサ部材
6日前
東ソー株式会社
簡易型液体クロマトグラフ
17日前
株式会社不二越
X線測定装置
1日前
大成建設株式会社
画像表示システム
1か月前
理研計器株式会社
ガス検出器
23日前
株式会社熊谷組
計測システム
28日前
株式会社 システムスクエア
検査装置
29日前
大和製衡株式会社
表示システム
13日前
株式会社小糸製作所
物体検知システム
7日前
株式会社ニコン
検出装置
21日前
リバークル株式会社
荷重移動試験装置
15日前
TDK株式会社
計測装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ