TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025066491
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023176145
出願日
2023-10-11
発明の名称
異常検知装置、異常検知方法、および、プログラム
出願人
日本製鉄株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B22D
11/16 20060101AFI20250416BHJP(鋳造;粉末冶金)
要約
【課題】ブレークアウトの発生の危険性を、鋳片が鋳型から引き抜かれる前に、正確に予測することができるようにする。
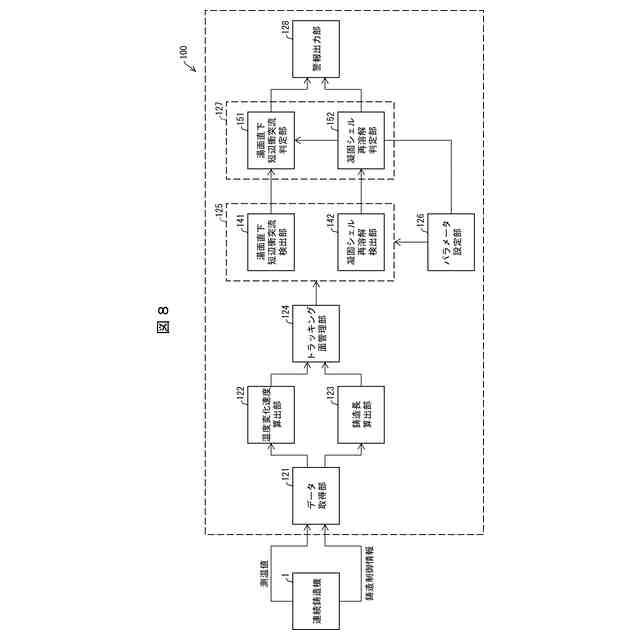
【解決手段】温度計の測温値から各温度計の位置における温度変化速度を算出する温度変化速度算出部と、連続鋳造機の鋳造速度から、鋳造開始からの鋳造長を算出する鋳造長算出部と、鋳型内において、湯面と平行な面であるトラッキング面を所定の時間間隔で仮想的に発生させ、トラッキング面の各短辺に対応する説明変数レコードにデータを格納するトラッキング面管理部と、説明変数レコードに格納されたデータに基づいて、トラッキング面の各短辺について異常が発生している可能性を表す確率値を算出する確率値算出部と、確率値算出部により算出された確率値に基づいて、鋳型から出た鋳片の一部が破孔するブレークアウトが発生するか否かを判定する異常判定部とを備える。
【選択図】図8
特許請求の範囲
【請求項1】
矩形鋳片を鋳造する連続鋳造機による鋳造の異常を検知する異常検知装置であって、
前記連続鋳造機は、
長辺と短辺とからなる矩形の鋳型と、
前記鋳型の短辺に向けて開口した吐出口から、前記鋳型内に溶鋼を供給する浸漬ノズルと、
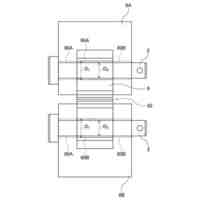
前記鋳型の2つの短辺のそれぞれにおいて、前記溶鋼のなす湯面の目標レベルより高い位置と低い位置とを含む複数の位置に設けられ、前記鋳型の短辺の内部の温度を計測する温度計とを有し、
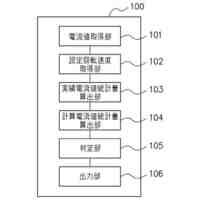
前記温度計の測温値から各温度計の位置における温度変化速度を算出する温度変化速度算出部と、
前記連続鋳造機の鋳造速度から、鋳造開始からの鋳造長を算出する鋳造長算出部と、
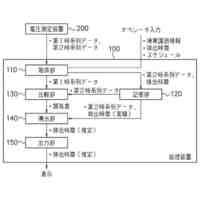
前記鋳型内において、前記湯面と平行な面であるトラッキング面を所定の時間間隔で仮想的に発生させ、前記トラッキング面を前記鋳造速度で鋳造方向に移動させることにより、前記トラッキング面が前記温度計の位置を通過するときの前記短辺の内部の温度および温度変化速度のデータを取得し、取得した温度および温度変化速度のデータを、前記連続鋳造機の制御に係る鋳造制御データとともに、前記トラッキング面の各短辺に対応する説明変数レコードに格納するトラッキング面管理部と、
前記説明変数レコードに格納されたデータに基づいて、前記トラッキング面の各短辺について異常が発生している可能性を表す確率値を算出する確率値算出部と、
前記確率値算出部により算出された確率値に基づいて、前記鋳型から出た鋳片の一部が破孔するブレークアウトが発生するか否かを判定する異常判定部と、
を備える、異常検知装置。
続きを表示(約 2,100 文字)
【請求項2】
前記確率値算出部は、
前記温度計のうち、予め設定された第1の位置より高い位置の温度計を通過した前記トラッキング面の各短辺について、前記浸漬ノズルから供給される溶鋼による溶鋼流が前記湯面の直下で前記短辺に衝突する湯面直下短辺衝突流が発生している可能性を表す確率値を算出する湯面直下短辺衝突流検出部と、
前記温度計のうち、最も低い位置の温度計を通過した前記トラッキング面の各短辺について、凝固シェルの再溶解が発生している可能性を表す確率値を算出する凝固シェル再溶解検出部とを備え、
前記異常判定部は、前記トラッキング面が前記鋳型の外に移動する前に、前記ブレークアウトが発生するか否かを判定する、請求項1に記載の異常検知装置。
【請求項3】
前記湯面直下短辺衝突流検出部は、
前記第1の位置より高い位置の温度計のそれぞれにより測温された温度のデータおよび前記鋳造制御データに基づいて、前記湯面直下短辺衝突流が発生している可能性を表す確率値を算出し、
前記凝固シェル再溶解検出部は、
前記第1の位置より高い位置の温度計のそれぞれにより測温された温度のデータ、および、予め設定された第2の位置より低い位置の温度計のそれぞれの測温値に基づいて算出された温度変化速度のデータ、並びに、前記鋳造制御データに基づいて、前記凝固シェルの再溶解が発生している可能性を表す確率値を算出する、請求項2に記載の異常検知装置。
【請求項4】
ブレークアウトの発生に係る警報の出力を制御する警報出力部をさらに備え、
前記異常判定部は、
前記湯面直下短辺衝突流検出部が算出する異常確率が閾値以上であり、かつ凝固シェル再溶解検出部が算出する異常確率が閾値以上であるときに、前記鋳型から出た鋳片の一部が破孔するブレークアウトが発生すると判定し、
前記警報出力部は、前記異常判定部による判定結果に基づいて前記警報を出力する、請求項2に記載の異常検知装置。
【請求項5】
過去の鋳造において取得された説明変数レコードのデータを検証用データとして用い、前記異常判定部が、前記検証用データにおいて異常が発生している状態をすべて異常と判定し、かつ、正常な状態を誤って異常と判定する確率を最小にする意味において最適な閾値を設定する閾値設定部をさらに備える、請求項4に記載の異常検知装置。
【請求項6】
ブレークアウトの発生に係る警報の出力を制御する警報出力部をさらに備え、
前記異常判定部は、
前記湯面直下短辺衝突流検出部および前記凝固シェル再溶解検出部がそれぞれ算出する異常確率を用いて、前記トラッキング面の異常の程度を補助的に表す異常危険度をさらに算出し、
前記警報出力部は、前記異常判定部による判定結果、および/または、前記異常危険度に基づいて前記警報を出力する、請求項2に記載の異常検知装置。
【請求項7】
前記確率値算出部は、過去の鋳造において取得された説明変数レコードのデータを訓練データとして用いてモデルパラメータを学習する機械学習モデルを用いる、請求項2に記載の異常検知装置。
【請求項8】
矩形鋳片を鋳造する連続鋳造機による鋳造の異常を検知する異常検知装置の異常検知方法であって、
前記連続鋳造機は、
長辺と短辺とからなる矩形の鋳型と、
前記鋳型の短辺に向けて開口した吐出口から、前記鋳型内に溶鋼を供給する浸漬ノズルと、
前記鋳型の2つの短辺のそれぞれにおいて、前記溶鋼のなす湯面の目標レベルより高い位置と低い位置とを含む複数の位置に設けられ、前記鋳型の短辺の内部の温度を計測する温度計とを有し、
前記温度計の測温値から各温度計の位置における温度変化速度を算出する温度変化速度算出ステップと、
前記連続鋳造機の鋳造速度から、鋳造開始からの鋳造長を算出する鋳造長算出ステップと、
前記鋳型内において、前記湯面と平行な面であるトラッキング面を所定の時間間隔で仮想的に発生させ、前記トラッキング面を前記鋳造速度で鋳造方向に移動させることにより、前記トラッキング面が前記温度計の位置を通過するときの前記短辺の内部の温度および温度変化速度のデータを取得し、取得した温度および温度変化速度のデータを、前記連続鋳造機の制御に係る鋳造制御データとともに、前記トラッキング面の各短辺に対応する説明変数レコードに格納するトラッキング面管理ステップと、
前記説明変数レコードに格納されたデータに基づいて、前記トラッキング面の各短辺について異常が発生している可能性を表す確率値を算出する確率値算出ステップと、
前記確率値算出ステップにより算出された確率値に基づいて、前記鋳型から出た鋳片の一部が破孔するブレークアウトが発生するか否かを判定する異常判定ステップと、
を含む、異常検知方法。
【請求項9】
コンピュータに、請求項8に記載の異常検知方法の各ステップを実行させる、プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異常検知装置、異常検知方法、および、プログラムに関し、ブレークアウトの発生の危険性を、鋳片が鋳型から引き抜かれる前に、正確に予測することができるようにする技術を提供する異常検知装置、異常検知方法、および、プログラムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
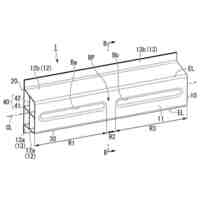
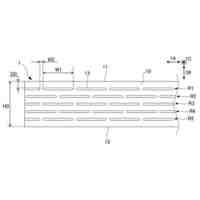
連続鋳造機は溶鋼から鋳片を製造するものであり、長辺と短辺とからなる鋳型と、タンディッシュから鋳型に溶鋼を供給する浸漬ノズルとを備えている。鋳片が鋳型から出た後は、ロールによって支持される。ロールの軸線に対して垂直な鋳型の面は、短辺面(または短辺)と呼ばれ、浸漬ノズルの吐出孔はこの短辺面に向けて開口している。
【0003】
鋳型で溶鋼から生成した凝固シェルは、鋳型の全周にわたって均一に成長することが望ましい。
【0004】
しかし、パウダーフラックスの膜切れ等による凝固シェルの銅板への焼き付き(拘束)によって生じる凝固シェルの変形のために凝固シェルと銅板との間に生じる空隙(エアギャップ)など、凝固シェルの不均一な成長となることがある。
【0005】
この他、凝固収縮が大きい亜包晶鋼や合金鋼の鋳造でフラックスの結晶化不良や湯面からの不均一流入によって鋳型の周方向について熱伝達が不均一になることによって、凝固シェルが変形し、凝固シェルと銅板との間空隙(エアギャップ)が生じることもある。
【0006】
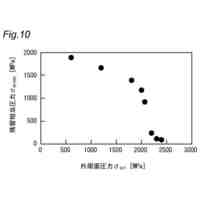
凝固シェルが不均一に成長している部分の面積が拡大した凝固不良箇所が鋳型の下端から引き抜かれた場合、凝固不良箇所の凝固シェルの引張強度が鋳片内部の溶鋼の静圧に耐えられずに破断する場合がある。このような場合、破断部から溶鋼が外部に流出するブレークアウトが発生する。ブレークアウトの発生は、鋳造の停止、鋳片の引き抜き、流出した溶鋼地金の除去、セグメント交換等を伴うため正常な操業に戻るまでには長い時間を要し、生産性を低下させる要因になる。従って、凝固不良が発生していることをブレークアウトに至る前に検知することが重要である。
【0007】
また、例えば、浸漬ノズルの内部の片側の吐出孔付近にアルミナ等介在物が付着すると吐出孔の開口面積が減少し、反対側の吐出孔に吐出流量が偏るいわゆる偏流が発生する。偏流側で溶鋼の湯面直下に発生する溶鋼流は、反対側で発生する溶鋼流と比べて流速が大きくなる。このような、湯面直下に発生する溶鋼流の偏りも、溶鋼の凝固初期において熱収支を乱すため凝固シェルの形成を不安定化する要因になりうる。
【0008】
特許文献1では、連続鋳造における鋳型内の溶鋼が湯面から鋳型出口に至るまでの間に凝固界面へ入熱する熱流束を求め、該熱流束をそれが減少状態にある時間で積分して得られる総括熱流束Q1と、前記熱流束をそれが増加状態にある時間で積分して得られる総括熱流束Q2を求め、これら総括熱流束Q1、Q2の関係に基づいてブレークアウト発生の危険の有無を判定する連続鋳造におけるブレークアウト検出方法が開示されている。
【0009】
また、非特許文献1には、鋳型内溶鋼流速を、鋳片デンドライト組織の傾き角度から推定する計算式が示されている。
【先行技術文献】
【特許文献】
【0010】
特開2009-061469号
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
部品
12日前
日本製鉄株式会社
溶接継手
11日前
日本製鉄株式会社
鋼の製造方法
20日前
日本製鉄株式会社
柱梁接合構造
21日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
表面処理鋼材
12日前
日本製鉄株式会社
捻回試験装置
12日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
多角形筒形構造
20日前
日本製鉄株式会社
高炉の操業方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
鋳片の連続鋳造方法
4日前
日本製鉄株式会社
固定具および固定構造
7日前
日本製鉄株式会社
コイルばねの製造方法
21日前
日本製鉄株式会社
高力ボルト摩擦接合構造
20日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
21日前
日本製鉄株式会社
素形材及びその製造方法
12日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
4日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
4日前
日本製鉄株式会社
試験システム及び試験方法
25日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
13日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
21日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
18日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
26日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
12日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
19日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
21日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
26日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ