TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064613
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174511
出願日
2023-10-06
発明の名称
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
14/00 20060101AFI20250410BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】α+β型又はβ型チタン合金からなる熱間圧延材であって、引張特性のバラつきの小さいものを開示する。
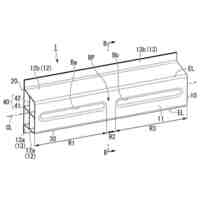
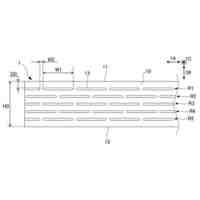
【解決手段】本開示のα+β型又はβ型チタン合金からなる熱間圧延材は、長手方向に垂直な断面において、β粒からなる組織を有し、前記β粒の平均粒径が800μm以下であり、かつ、前記β粒の粒径の標準偏差が100μm以下であることを特徴とする。
【選択図】なし
特許請求の範囲
【請求項1】
α+β型又はβ型チタン合金からなる熱間圧延材であって、
長手方向に垂直な断面において、β粒からなる組織を有し、
前記β粒の平均粒径が800μm以下であり、かつ
前記β粒の粒径の標準偏差が100μm以下である、
熱間圧延材。
続きを表示(約 1,800 文字)
【請求項2】
長手方向を引張方向として引張試験を行った場合において、0.2%耐力の標準偏差が30MPa以下であり、伸びの標準偏差が1.0%以下である、
請求項1に記載の熱間圧延材。
【請求項3】
α+β型チタン合金からなり、
長手方向に垂直な断面において、β粒界上に粒界α相を有し、β粒内に板状α相と板状β相との層状組織を有し、
前記粒界α相の幅の平均が15.0μm以下であり、かつ、
前記粒界α相の幅の標準偏差が5.0μm以下である、
請求項1に記載の熱間圧延材。
【請求項4】
質量%で、
Al:5.5~6.75%、
V:3.5~4.5%、
Fe:0~0.40%、
O:0~0.20%、
C:0~0.08%、
N:0~0.05%、
H:0~0.015%、並びに
残部:Ti及び不純物
からなる化学組成を有する、
請求項1~3のいずれか1項に記載の熱間圧延材。
【請求項5】
質量%で、
Al:2.5~3.5%、
V:2.0~3.0%、
Fe:0~0.25%、
O:0~0.15%、
C:0~0.08%、
N:0~0.05%、
H:0~0.015%、並びに
残部:Ti及び不純物
からなる化学組成を有する、
請求項1~3のいずれか1項に記載の熱間圧延材。
【請求項6】
質量%で、
Al:4.4~6.5%、
Fe:0.5~2.9%、
Si:0~0.50%、
O:0~0.25%、
C:0~0.08%、
N:0~0.05%、
Ni:0~0.15%、
Cr:0~0.25%、
Mn:0~0.25%、並びに
残部:Ti及び不純物からなり、
質量%で表されたFe、Ni、Cr、Mnの含有量%Fe、%Ni、%Cr、%Mnが、1.4%≦%Fe+%Ni+%Cr+%Mn≦2.9%を満たす化学組成を有する、
請求項1~3のいずれか1項に記載の熱間圧延材。
【請求項7】
質量%で、
Al:2.5~3.5%、
Cr:2.5~3.5%、
Sn:2.5~3.5%、
V:14.0~16.0%、
Fe:0~0.25%、
O:0~0.13%、
N:0~0.05%、
残部:Ti及び不純物
からなる化学組成を有する、
請求項1又は2に記載の熱間圧延材。
【請求項8】
α+β型又はβ型チタン合金の熱処理シミュレーション方法であって、
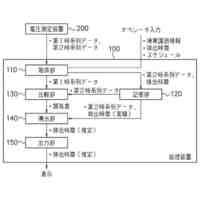
予め設定された温度変化速度で加熱又は冷却した場合における前記α+β型又はβ型チタン合金の変態開始時間及び時間・温度毎の各相の変態速度を予測する、第1ステップと、
前記第1ステップにおいて予測された時間・温度毎の各相の変態速度に基づき、変態に伴う変態潜熱量を時間・温度毎に予測し、予測された前記変態潜熱量を用いた伝熱解析により、前記α+β型又はβ型チタン合金の温度変化速度及び各相の相分率の時間変化速度を予測する、第2ステップと、
前記第2ステップにおいて予測された前記温度変化速度を、前記第1ステップにおける前記温度変化速度に導入するか、又は、前記第1ステップと前記第2ステップとを繰り返し行って時間・温度毎の各相の変態速度と温度変化速度の収束計算を行うかによって、連成解析計算を行う、連成解析ステップと、
を備える、熱処理シミュレーション方法。
【請求項9】
前記第1ステップにおいて、β粒界上に生成する粒界α相、及び、β粒内に生成する板状α相のそれぞれについて、β/α変態の変態開始時間を予測するとともに、前記粒界α相及び前記板状α相のそれぞれの変態速度を予測する、
請求項8に記載の熱処理シミュレーション方法。
【請求項10】
前記第2ステップにおいて、三次元の非定常熱伝導方程式を利用して前記伝熱解析を行う、
請求項8又は9に記載の熱処理シミュレーション方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本願は、α+β型又はβ型チタン合金からなる熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、熱間圧延材の製造方法を開示する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
チタン合金は、軽量かつ優れた耐食性を活かして、航空機の骨材や構造材、シートレールや窓枠などの機体部品、エンジン部品、自動車のコンロッド、バルブやマフラーなどの部品、ゴルフフェースクラブヘッドや建築材料などの民生品用途等に適用されている。また、生体との相性も良いことから、時計やメガネフレームなどの装飾品、インプラントなどの医療用途等にも幅広く使用されている。
【0003】
一般的なチタン合金材の製造工程の一例を説明する。まず、スポンジチタン、母合金、チタンスクラップなどを溶解原料とし、真空アーク溶解法、電子ビーム溶解法、プラズマ溶解法などにより鋳塊(インゴット)を製造する。次に、鋳造由来の粗大組織を破壊するため、鋳塊をβ域又はα+β域に加熱し、鍛造又は圧延による分塊(ブレークダウン)加工を行い、スラブやビレットなどの熱間加工用素材とする。熱間加工用素材は、引き続き熱間圧延されて板や棒線形状に加工される。これら板や棒線は焼鈍・酸洗してそのまま製品になる場合と、要求される寸法や特性に応じてさらに冷間圧延とひずみ除去の焼鈍を行い、最終製品とする場合とがある。
【0004】
チタン鋳塊(特に大型の鋳塊)においては、粒径が数十mmもある粗大な結晶粒が形成され易い。さらに、α+β型チタン合金は、加工中の温度低下に伴いβ⇒α変態が進行し、変形抵抗が著しく増大する。他方、β型チタン合金は、固溶強化量が大きく、温度低下に伴い変形抵抗が著しく増大する。そのため、α+β型チタン合金やβ型チタン合金を圧延する場合、一般的な圧延機では、設備の荷重上限を超過し、圧延不可となり易い。これらより、α+β型およびβ型チタン合金の鋳塊に対しては、炉加熱と分塊鍛造とが繰り返し実施され、コストが増加し、生産効率を下げる原因となっている。尚、成形性に優れる純チタンやα型チタン合金は、固溶強化量が小さいためβ⇒α変態に伴う変形抵抗の増大量も小さい。このため、純チタン及びα型チタン合金では、このような問題は顕在化しにくい。
【0005】
以上の問題に鑑み、α+β型チタン合金材の製造においては、分塊鍛造工程を省略して、高効率の圧延機で熱間加工するために、β域熱延後に再加熱する方法や、加工と熱処理とを組み合わせて組織を微細化する方法等が提案されている。一方で、β型チタン合金材の製造においては、試行錯誤により加熱温度を制御して、変形抵抗を低位に保つことで熱間圧延がなされている。
【0006】
例えば、特許文献1では、チタン又はチタン合金の圧延素材を、加熱工程で加熱し、次いで加熱温度に対応して予め定める断面減少率で傾斜圧延し、次いで加熱装置にて再加熱又は保定し、次いで孔型圧延にて圧延することで、割れ等のない表面品質の優れた棒及び線材を得る製造方法が開示されている。
【0007】
特許文献2では、鋳塊を分塊加工することなくβ変態点以上の温度から5℃/秒以上の冷却速度で急冷処理し、次いでα+β域の熱間加工を加えた後にβ変態点直下50℃以内で保持する製造方法が開示されている。
【0008】
特許文献3では、α+β型チタン合金鋳塊を1000~1150℃に加熱後、950℃以上で鍛練比1.5以上のβ域分塊圧延を行い、次いで、得られた分塊圧延材を800℃以下に冷却後、850~950℃に再加熱し、鍛練比2以上のα+β分塊圧延を行う、チタン合金圧延材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0009】
特開平6-292906号公報
特開平3-120343号公報
特開昭58-25424号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
α+β型又はβ型チタン合金からなる熱間圧延材を得る場合、分塊鍛造工程を省略して、一般的な圧延機を用いて鋳塊を直接熱間圧延でき、かつ、熱間圧延後に安定かつ優れた特性が得られることが重要である。例えば、当該熱間圧延材の引張特性の標準偏差は、できるだけ小さいことが好ましい。
(1)従来技術においては、α+β型又はβ型チタン合金からなる熱間圧延材の引張特性の標準偏差を小さくすることに関して、十分な検討がなされているとはいえず、改善の余地がある。
(2)また、α+β型又はβ型チタン合金の鋳塊に対して、分塊鍛造工程を省略して、一般的な圧延機を用いて直接熱間圧延を施すことができ、かつ、熱間圧延材の引張特性の標準偏差を小さくすることが可能な熱間圧延条件についても、従来技術において十分な検討がなされているとはいえない。
(3)尚、鋳塊の熱間圧延条件を決定する場合、鋳塊の合金成分、形状(矩形、円柱形状)や寸法に応じて、条件の検討が必要である。この点、従来より、伝熱解析を用いて最適な熱間圧延条件の検討がなされてきた。しかしながら、従来技術においては、伝熱解析結果と実際にα+β型又はβ型チタン合金材に付与される熱履歴等とが一致し難く、伝熱解析結果のみから適切な熱間圧延条件を決定することは難しい。この点、α+β型又はβ型チタン合金材に対する伝熱解析結果と実際にα+β型又はβ型チタン合金材に付与される熱履歴等との一致精度の高い、新たな解析手法が必要である。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
部品
21日前
日本製鉄株式会社
溶接継手
20日前
日本製鉄株式会社
鋼の製造方法
1日前
日本製鉄株式会社
表面処理鋼材
21日前
日本製鉄株式会社
捻回試験装置
21日前
日本製鉄株式会社
衝撃吸収部材
13日前
日本製鉄株式会社
衝撃吸収部材
13日前
日本製鉄株式会社
衝撃吸収部材
13日前
日本製鉄株式会社
衝撃吸収部材
13日前
日本製鉄株式会社
高炉の操業方法
13日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
ボルトの製造方法
5日前
日本製鉄株式会社
鋳片の連続鋳造方法
13日前
日本製鉄株式会社
固定具および固定構造
16日前
日本製鉄株式会社
素形材及びその製造方法
21日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
13日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
13日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
22日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
27日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
12日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
21日前
日本製鉄株式会社
取付構造物及びこれを製造するための取付部材
6日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
28日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
21日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
27日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
21日前
日本製鉄株式会社
地下構造物の評価方法、地下構造物の評価システム、演算プログラムおよび地下構造物
1日前
日本製鉄株式会社
製造スケジュール決定装置、製造スケジュール決定方法及び製造スケジュール決定プログラム
22日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
27日前
日本製鉄株式会社
ホットスタンプ用合金化溶融亜鉛めっき鋼板、ホットスタンプ成形体およびそれらの製造方法
今日
株式会社プロテリアル
焼結体
2か月前
宏幸株式会社
金属回収方法
1か月前
個人
高強度せん断補強筋用の鋼材
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ