TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044649
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152350
出願日
2023-09-20
発明の名称
転がり疲労強度試験装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01M
13/04 20190101AFI20250326BHJP(測定;試験)
要約
【課題】ピッチング強度を高精度に検出可能とする転がり疲労強度試験装置の提供を目的とする。
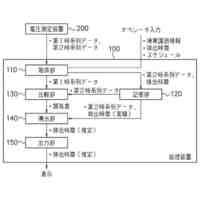
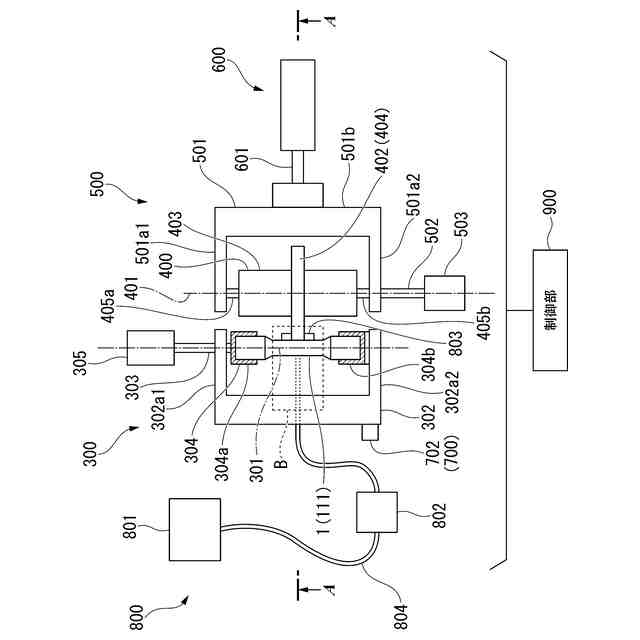
【解決手段】この転がり疲労強度試験装置は、第1回転駆動機構300と、相手材400と、第2回転駆動機構500と、荷重負荷機構600と、ピッチング検知部700と、制御部900と、を備える。そして、ピッチング検知部700が、評価材1の振動を測定する振動センサ702と、振動センサ702が得た振動を次数比分析する周波数分析器と、前記周波数分析器から得た評価材1の振動レベルが所定の閾値を超えた場合にピッチング発生信号を制御部900に送る判断部と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
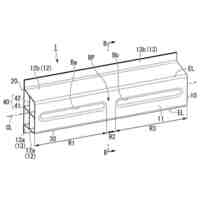
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記ピッチング検知部が、
前記評価材の振動を測定する振動センサと、
前記振動センサが得た前記振動を次数比分析する周波数分析器と、
前記周波数分析器から得た前記評価材の振動レベルが所定の閾値を超えた場合にピッチング発生信号を前記制御部に送る判断部と、
を有する
ことを特徴とする転がり疲労強度試験装置。
続きを表示(約 2,100 文字)
【請求項2】
前記振動センサが前記第1回転駆動機構に設けられ、前記第1回転駆動機構の振動を介して前記評価材の振動を測定する
ことを特徴とする請求項1に記載の転がり疲労強度試験装置。
【請求項3】
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記ピッチング検知部が、
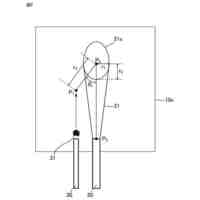
前記評価材の前記第1回転面の明暗度に関する画像を取得する光センサと、
前記光センサが得た前記画像に基づき、前記明暗度が所定の閾値を超えた場合にピッチング発生信号を前記制御部に送る判断部と、
を有し、
前記光センサにより前記画像を取得開始する前に、前記制御部が、前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数を一時的に下げる
ことを特徴とする転がり疲労強度試験装置。
【請求項4】
前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数を一時的に変化させる際、前記評価材の共振点を通過する時の回転数の加減速度を部分的に上げる
ことを特徴とする請求項3に記載の転がり疲労強度試験装置。
【請求項5】
前記ピッチング検知部が、
前記光センサの受光面を覆う位置と、前記光センサの受光面から退避した位置との間で進退自在であるシャッターをさらに備える
ことを特徴とする請求項3に記載の転がり疲労強度試験装置。
【請求項6】
前記制御部からの指示を受けて潤滑油を前記評価材に吹き付ける潤滑油供給部をさらに備え、
前記光センサにより前記画像を取得開始する前に、前記制御部が、前記潤滑油供給部からの前記潤滑油の吹付量を一時的に下げる
ことを特徴とする請求項3に記載の転がり疲労強度試験装置。
【請求項7】
前記ピッチング検知部が、
前記評価材の前記第1回転面の曲面に基づく形状補正情報を入力する入力部と、
前記形状補正情報に基づいて前記画像を補正する補正部と、
をさらに備える
ことを特徴とする請求項3に記載の転がり疲労強度試験装置。
【請求項8】
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記ピッチング検知部が、
前記評価材の前記第1回転面の凹凸形状を測定するレーザ変位計と、
前記凹凸形状に基づいて得られた凹凸高さが所定の閾値を超えた場合にピッチング発生信号を前記制御部に送る判断部と、
を有する
ことを特徴とする転がり疲労強度試験装置。
【請求項9】
前記レーザ変位計により前記凹凸形状を取得開始する前に、前記制御部が、前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数を一時的に下げる
ことを特徴とする請求項8に記載の転がり疲労強度試験装置。
【請求項10】
前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数を一時的に変化させる際、前記評価材の共振点を通過する時の回転数の加減速度を部分的に上げる
ことを特徴とする請求項9に記載の転がり疲労強度試験装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、転がり疲労強度試験装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、歯車に使用される表面硬化鋼の転がり疲労強度(ピッチング強度)は、二円筒転がり疲労試験で評価されることが多い。二円筒転がり疲労試験は、ローラ状の試験片と、相手方のローラとを接触させ、接触面の面圧や各ローラの回転数を制御して、試験片の転がり疲労を評価する試験である。
【0003】
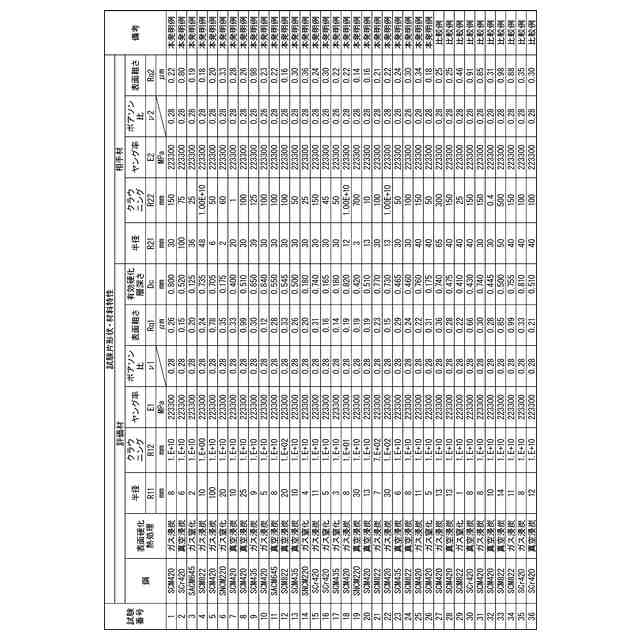
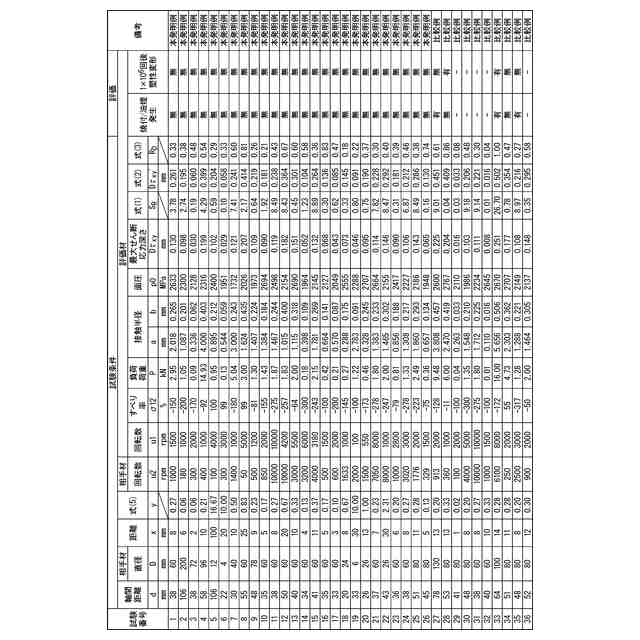
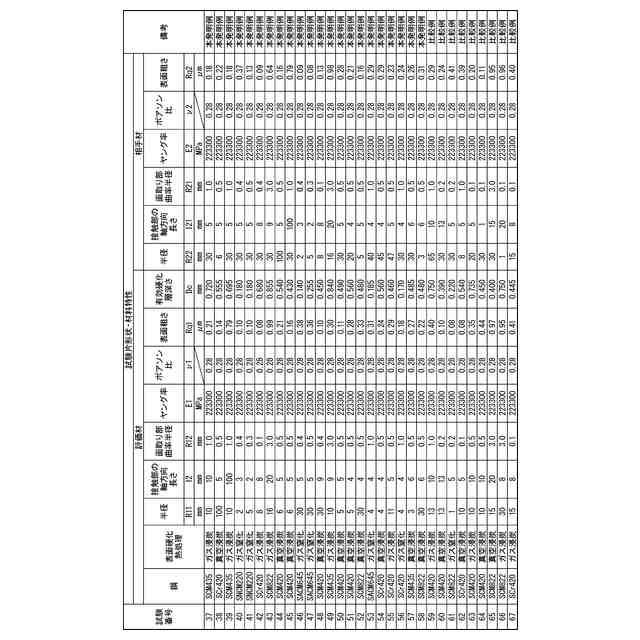
例えば、特許文献1では、試験片である直径が26mmの小ローラと、直径が130mmでありクラウニングが150mmの大ローラと、を用い、すべり率を80%、小ローラの回転数を1000rpm、面圧を2800MPaまたは3000MPaとしてピッチング強度の測定が行われている。
【先行技術文献】
【特許文献】
【0004】
特開2010-132936号公報
【非特許文献】
【0005】
中原一郎、材料力学下巻、養賢堂、東京(1971)、116-132頁
徳田昌敏、機械設計、Vol.24、No.12(1980)、26-30頁
Tedric A. Harris, "Rolling Bearing Analysis", John Wiley & Sons Inc., p.110-143.
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、電動車が登場して市場でシェアを増やしつつある。電動車では、従来型のガソリンエンジン車に比べ、歯車にかかる負荷(面圧、回転数、すべり率など)が高くなる傾向があり、歯車の素材となる鋼にも高強度が求められる。その結果、電動車の歯車として用いられる鋼材を評価する場合には、より高い負荷をかけて試験を行う必要が生じている。
【0007】
すなわち、最近の電動車用歯車は小モジュール、高速回転を志向しており、これらの歯車に応じた二円筒転がり疲労試験条件を確立し、効率的に開発を進める必要がある。二円筒転がり試験では二円筒間の相対速度であるすべり率が一定であり、接触位置によってすべり率が周期的に変動する歯車とは接触状態が異なる。そこで二円筒転がり試験における平均のすべり率を高めようとすると、摩擦発熱により焼付きを生じることから歯車並みの接線力を設定できず、代わりに接触面圧を高めることで剥離(ピッチング)の発生を助長する条件で評価されることが多い。近年では歯車への要求強度の更なる高まりから、表面硬化層よりも深い領域までせん断応力が負荷される条件、つまり接触面圧が更に高くなる条件で評価されることが多くなり、この位置が降伏することで正確なピッチング強度を出せない状況が顕在化してきた。加えて、二円筒転がり試験で試験片に生じるピッチングサイズ(深さで数百μm)が歯車のそれ(深さで数十μm)に比べ大きくなる傾向にもあるため、大きなピッチングを生じる前の表面組織の微小な変化を高精度に検知し、歯車に近い小さな表面損傷形態で試験を停止できる装置が必要となる。
【0008】
本発明は、上記事情に鑑みてなされたものであり、ピッチングを高精度に検出可能とする転がり疲労強度試験装置を提供することにある。
【課題を解決するための手段】
【0009】
上記知見に基づき完成された本発明の要旨は、以下の通りである。
[1]本発明の一態様に係る転がり疲労強度試験装置は、
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記ピッチング検知部が、
前記評価材の振動を測定する振動センサと、
前記振動センサが得た前記振動を次数比分析する周波数分析器と、
前記周波数分析器から得た前記評価材の振動レベルが所定の閾値を超えた場合にピッチング発生信号を前記制御部に送る判断部と、
を有する。
【0010】
[2]上記[1]に記載の転がり疲労強度試験装置において、以下の構成を採用してもよい:
前記振動センサが前記第1回転駆動機構に設けられ、前記第1回転駆動機構の振動を介して前記評価材の振動を測定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
部品
25日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
24日前
日本製鉄株式会社
表面処理鋼材
25日前
日本製鉄株式会社
鋼の製造方法
5日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
衝撃吸収部材
17日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
3日前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
捻回試験装置
25日前
日本製鉄株式会社
高炉の操業方法
17日前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
溶鉄の精錬方法
2日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
ボルトの製造方法
9日前
日本製鉄株式会社
メタンの製造方法
3日前
日本製鉄株式会社
鋳片の連続鋳造方法
17日前
日本製鉄株式会社
固定具および固定構造
20日前
日本製鉄株式会社
コイルばねの製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
25日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
26日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
17日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
2日前
日本製鉄株式会社
T継手の製造方法及び評価方法
3日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
16日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ