TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063629
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023173012
出願日
2023-10-04
発明の名称
金属部品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
51/10 20060101AFI20250409BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本体部とフランジ部とを備える金属部品において、本体部における周方向の両端部の間隔が小さくなることを抑制する技術を提供する。
【解決手段】金属部品は、軸方向に延び、当該軸方向に垂直な断面形状が円弧状である本体部と、本体部における軸方向の一方の端部から径方向外側に向かって延びるフランジ部と、を備える。金属部品の製造方法は、金属製の板材を曲げて円筒体を得ることと、円筒体の一方の端部を径方向外側に曲げて拡径することと、を含む。金属部品の製造方法は、板材の両端部を突き合わせるように曲げて、突き合わせた両端部を溶接することにより、円筒体を得る場合には、端部が拡径された円筒体における周方向の所定の範囲を切除することを更に含む。
【選択図】図3
特許請求の範囲
【請求項1】
軸方向に延び、当該軸方向に垂直な断面形状が円弧状である本体部と、前記本体部における軸方向の一方の端部から径方向外側に向かって延びるフランジ部と、を備える金属部品の製造方法であって、
金属製の板材を曲げて円筒体を得ることと、
前記円筒体の一方の端部を径方向外側に曲げて拡径することと、
を含み、
前記板材の両端部を突き合わせるように前記板材を曲げて、突き合わせた前記両端部を溶接することにより、前記円筒体を得る場合には、端部が拡径された前記円筒体における周方向の所定の範囲を切除することを更に含む、金属部品の製造方法。
続きを表示(約 140 文字)
【請求項2】
前記円筒体における切除される範囲には、溶接された前記両端部が含まれる、請求項1に記載の金属部品の製造方法。
【請求項3】
前記金属部品は、内燃機関からの排ガスの流路に設けられる排気系部品である、請求項1又は請求項2に記載の金属部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属部品の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
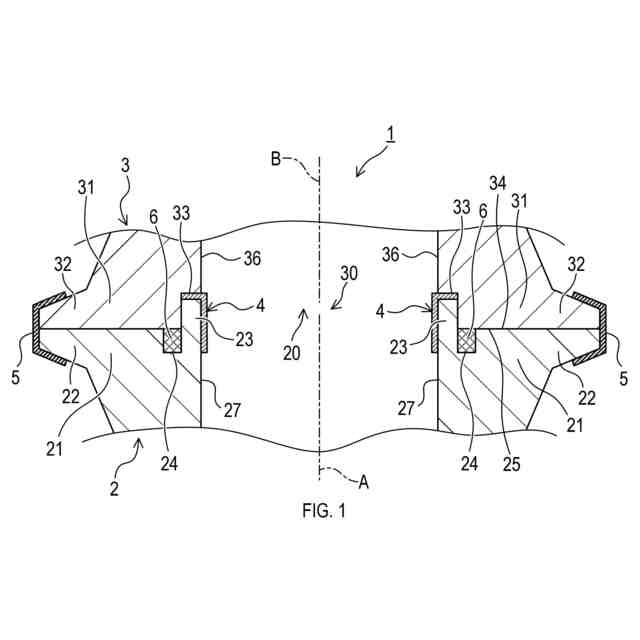
例えば特許文献1には、本体部とフランジ部とを備える金属部品が開示されている。本体部は、軸方向に延び、当該軸方向に垂直な断面形状が円弧状である。フランジ部は、本体部における軸方向の一方の端部から径方向外側に向かって延びている。
【先行技術文献】
【特許文献】
【0003】
特開2022-181467
【発明の概要】
【発明が解決しようとする課題】
【0004】
この種の金属部品を製造する方法として、例えば、次のような製造方法が考えられる。まず、金属製の板材に丸孔が形成される。次に、バーリング加工により、板材における丸孔の周囲が板材の一方の面側に立ち上げられる。そして、丸孔の周囲が立ち上げられた板材における丸孔の周方向の所定の範囲が切除されることにより、金属部品が得られる。
【0005】
しかしながら、このような製造方法により得られた金属部品では、バーリング加工に起因する残留応力によって、本体部における周方向の両端部の間隔が小さくなってしまう場合があった。
【0006】
本開示の一局面は、本体部とフランジ部とを備える金属部品において、本体部における周方向の両端部の間隔が小さくなることを抑制する技術を提供する。
【課題を解決するための手段】
【0007】
本開示の一態様は、軸方向に延び、当該軸方向に垂直な断面形状が円弧状である本体部と、本体部における軸方向の一方の端部から径方向外側に向かって延びるフランジ部と、を備える金属部品の製造方法である。金属部品の製造方法は、金属製の板材を曲げて円筒体を得ることと、円筒体の一方の端部を径方向外側に曲げて拡径することと、を含む。金属部品の製造方法は、板材の両端部を突き合わせるように板材を曲げて、突き合わせた両端部を溶接することにより、円筒体を得る場合には、端部が拡径された円筒体における周方向の所定の範囲を切除することを更に含む。このような構成によれば、本体部とフランジ部とを備える金属部品において、本体部における周方向の両端部の間隔が小さくなることを抑制することができる。
【0008】
本開示の一態様では、円筒体における切除される範囲には、溶接された両端部が含まれてもよい。このような構成によれば、より表面粗さの小さい金属部品を製造することができる。
【0009】
本開示の一態様では、金属部品は、内燃機関からの排ガスの流路に設けられる排気系部品であってもよい。このような構成によれば、金属部品が高温の排ガスに晒された場合であっても、本体部における周方向の両端部の間隔が小さくなることを抑制することができる。
【図面の簡単な説明】
【0010】
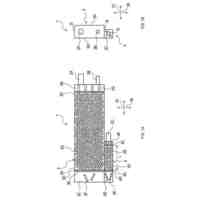
排気系ユニットの断面図である。
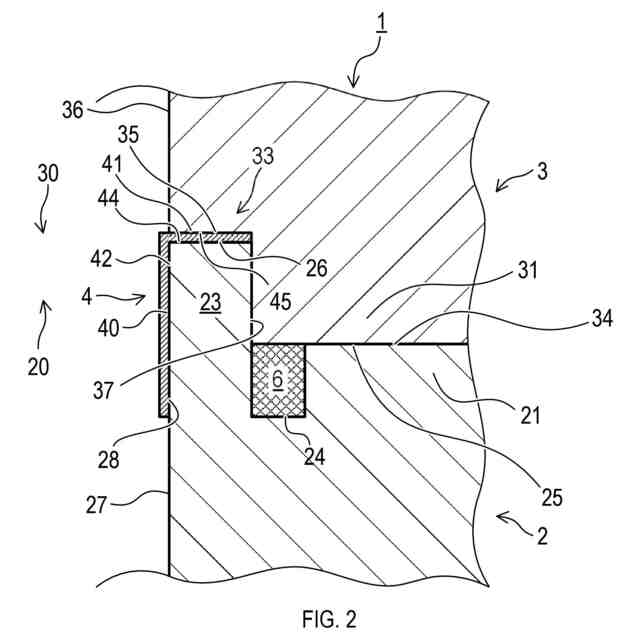
図1の部分拡大図である。
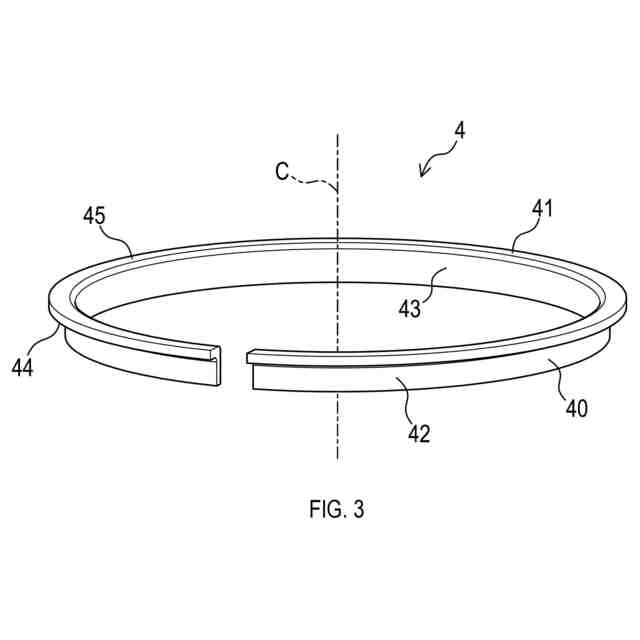
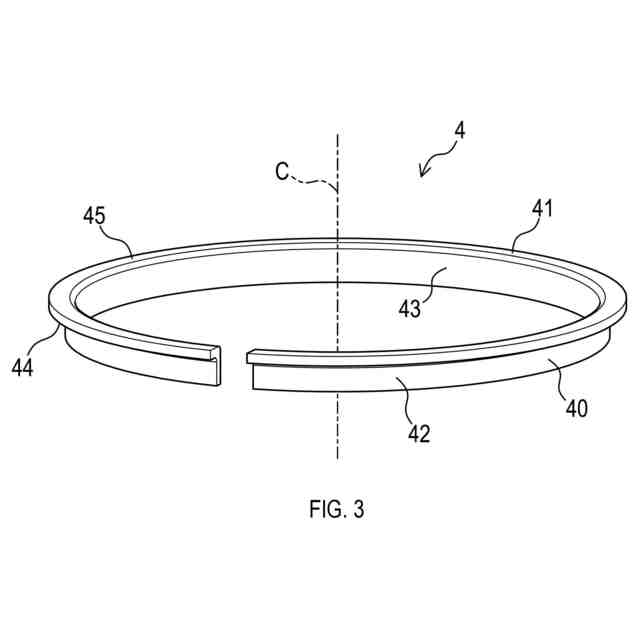
カバー部材の斜視図である。
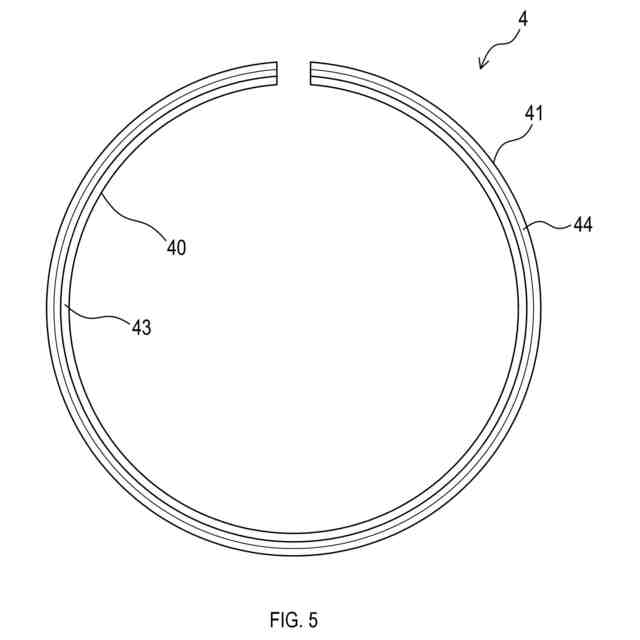
カバー部材の正面図である。
カバー部材の底面図である。
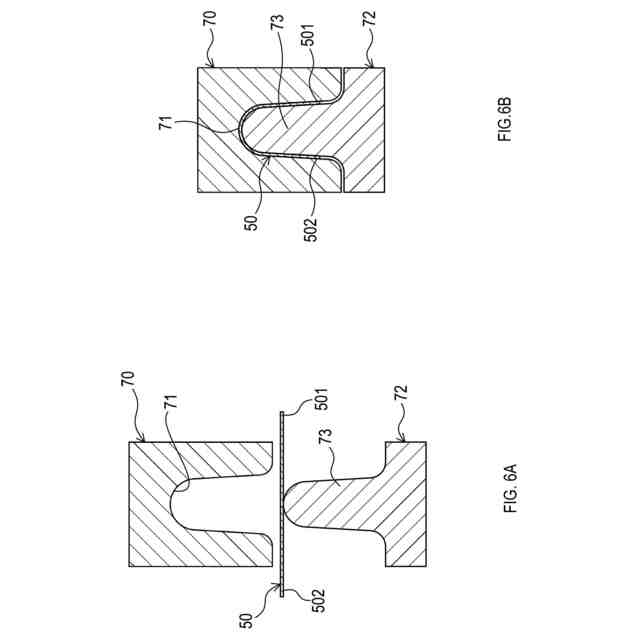
図6Aは、造管工程におけるU曲げ加工を説明するための断面図である。図6Bは、造管工程における図6Aの次の状態を説明するための断面図である。
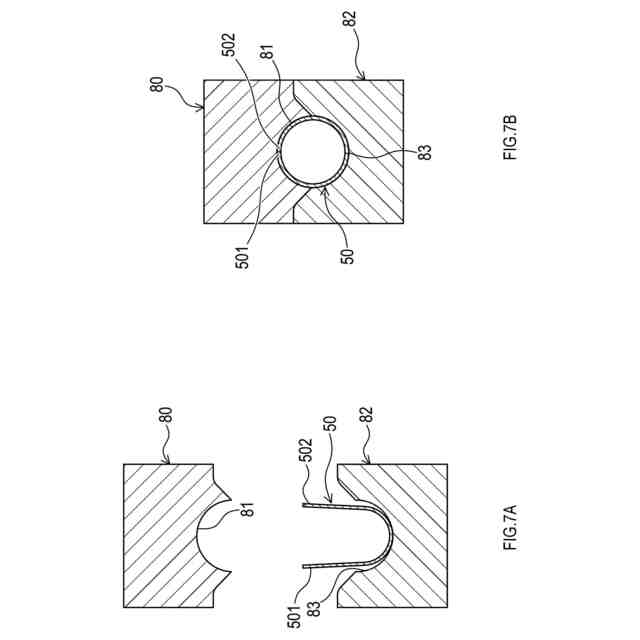
図7Aは、造管工程におけるO曲げ加工を示す断面図である。図7Bは、造管工程における図7Aの次の状態を説明するための断面図である。
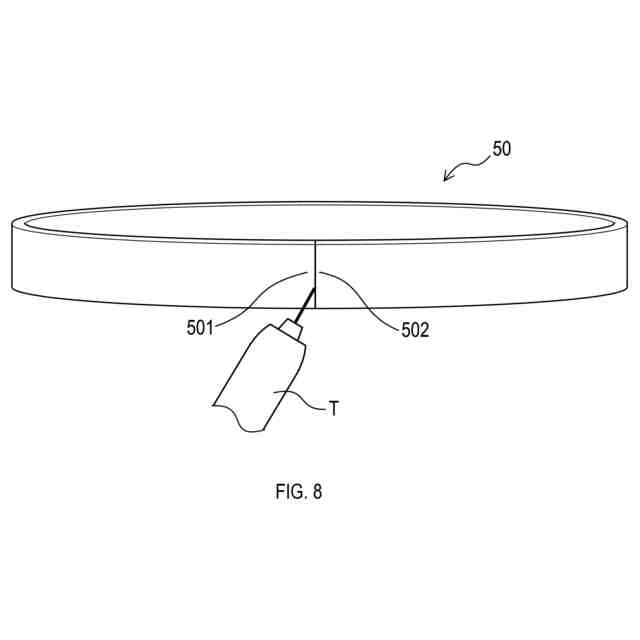
造管工程における溶接加工を説明するための斜視図である。
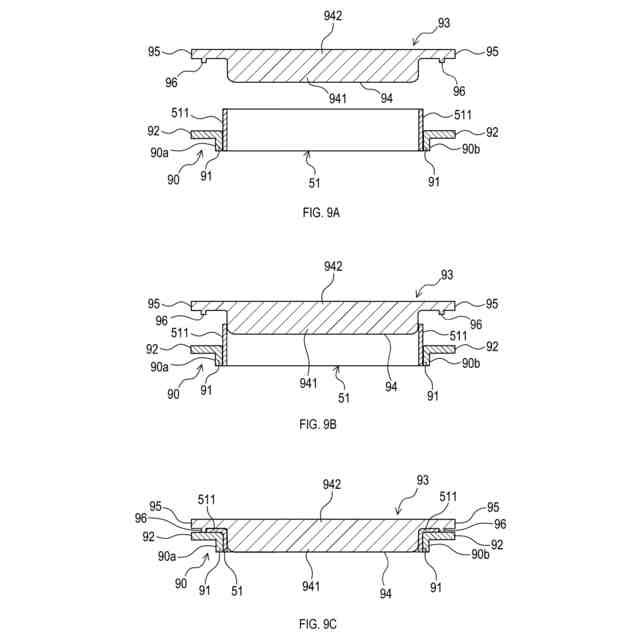
図9Aは、拡径工程を説明するための断面図である。図9Bは、拡径工程における図9Aの次の状態を説明するための断面図である。図9Cは、拡径工程における図9Bの次の状態を説明するための断面図である。
切除工程を説明するための平面図である。
図11Aは、図10のXIA-XIA断面図である。図11Bは、切除工程における図11Aの次の状態を説明するための断面図である。
図12Aは、図10のXIIA-XIIA断面図である。図12Bは、切除工程における図12Aの次の状態を説明するための断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
キャニスタ
13日前
フタバ産業株式会社
ロボット制御装置
6日前
フタバ産業株式会社
抵抗スポット溶接方法及び抵抗スポット溶接装置
16日前
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
13日前
株式会社不二越
NC転造盤
3か月前
日伸工業株式会社
プレス加工装置
13日前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
9日前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
株式会社アマダ
曲げ加工機
23日前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
株式会社吉野機械製作所
プレス機械
21日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
27日前
トヨタ自動車株式会社
電磁鋼板の成形方法
8日前
ユニオンツール株式会社
転造ダイスセット
7日前
トヨタ紡織株式会社
プレス金型装置
2か月前
本田技研工業株式会社
鍛造用金型
3か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社TMEIC
制御システム
14日前
株式会社エナテック
製品分離システム
3か月前
株式会社TMEIC
誘導加熱装置
16日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ