TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063530
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172815
出願日
2023-10-04
発明の名称
圧接装置及び圧接方法
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B21D
39/03 20060101AFI20250409BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡易な構成を備えることにより、装置の小型化を図るとともに、実生産ラインへの適用を容易にすることのできる、圧接装置および圧接方法を提供する。
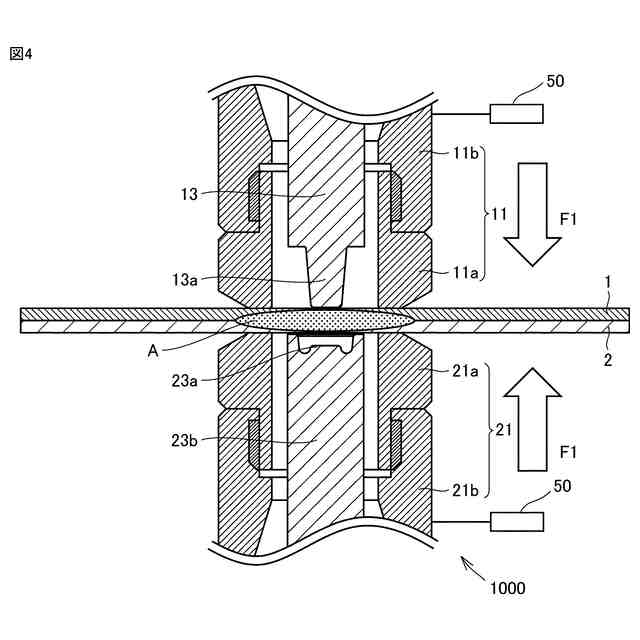
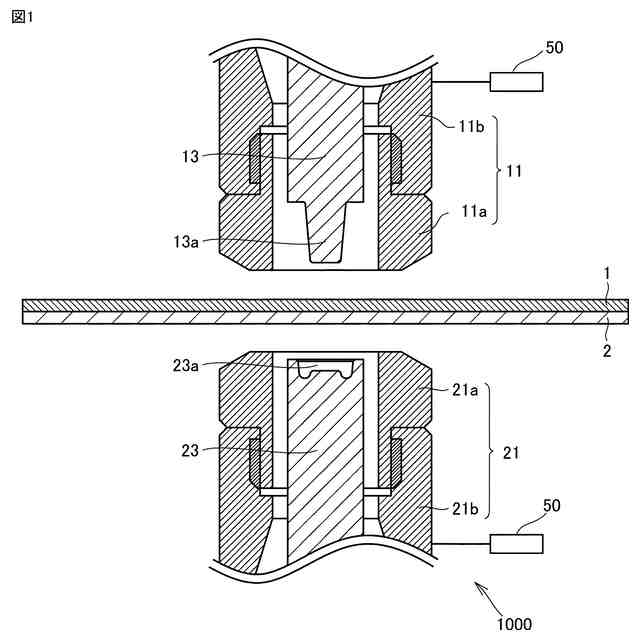
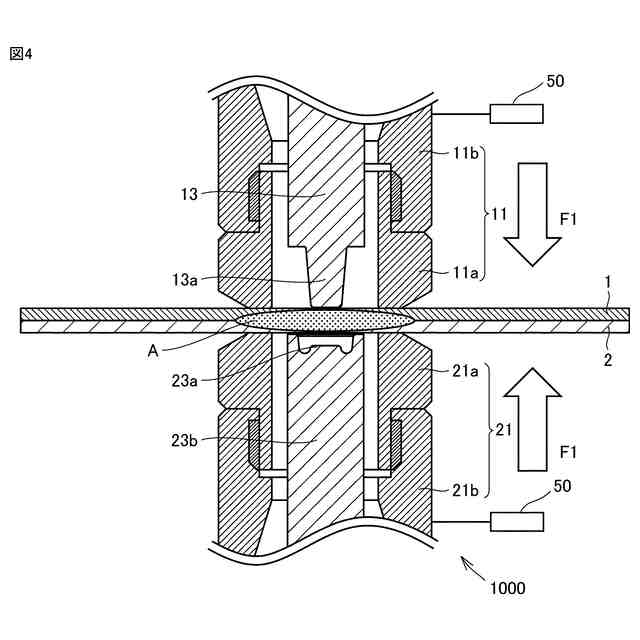
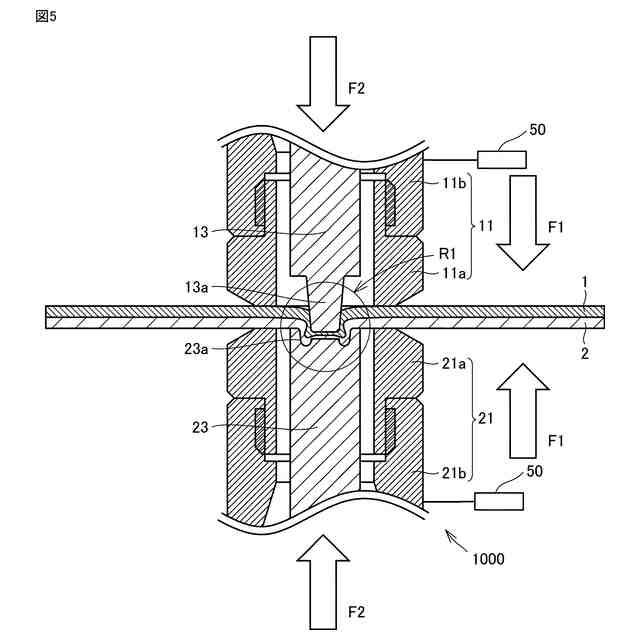
【解決手段】この圧接装置1000は、第1電極11と第2電極21とにより、第1ワーク1および第2ワーク2を挟み込んだ状態において、第1電極11および第2電極21に、第1ワーク1および第2ワーク2の融点以下となるように、第1ワーク1および2ワーク2に低電流を通電するための電流印加装置50とを備え、第1加圧軸13は、第2加圧軸23に対向する側に、第2加圧軸23側に延びる凸部13aを含み、第2加圧軸23は、第1加圧軸13に対向する側に、凸部13aを受入れる凹部23aを含む。
【選択図】図4
特許請求の範囲
【請求項1】
金属からなる第1ワークと金属からなる第2ワークとをその厚み方向における両側から加圧するとともに、前記第1ワークおよび前記第2ワークに通電することにより、前記第1ワークおよび前記第2ワークを互いに接合する圧接装置であって、
前記第1ワークおよび前記第2ワークをその厚み方向における両側から加圧することが可能な一対の第1加圧軸および第2加圧軸と、
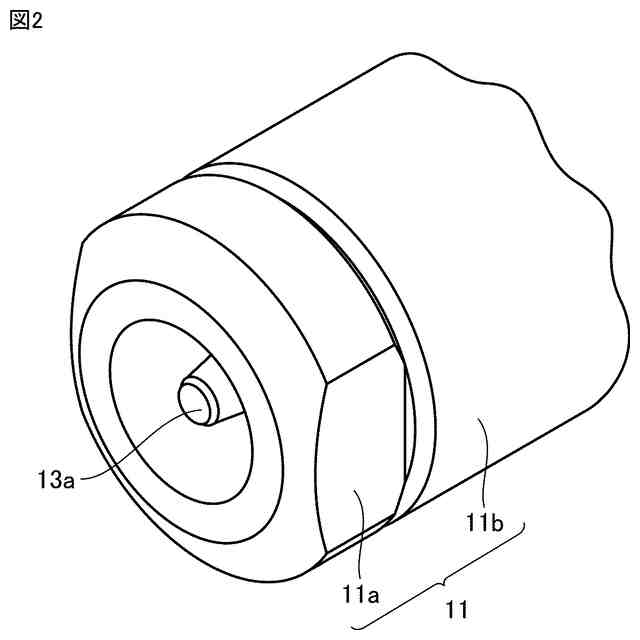
前記第1加圧軸の軸回りを取り囲むように環状に配置される第1電極と、
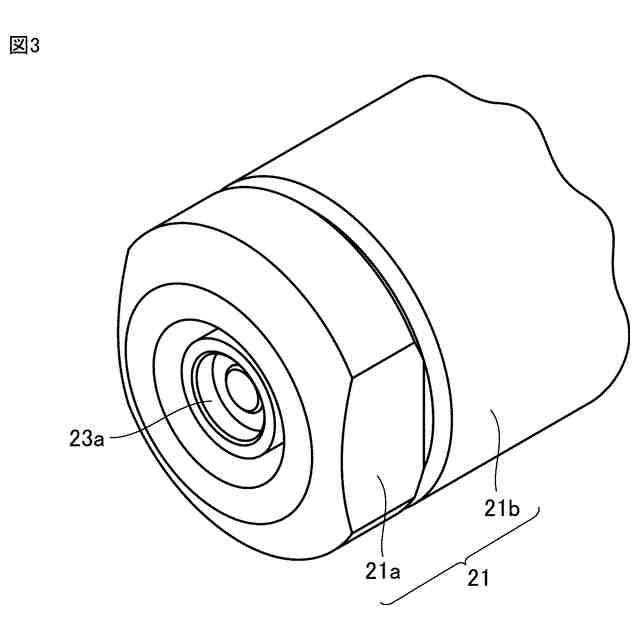
前記第1電極に対向配置され、前記第2加圧軸の軸回りを取り囲むように環状に配置される第2電極と、
前記第1電極と前記第2電極とにより、前記第1ワークおよび前記第2ワークを挟み込んだ状態において、前記第1電極および前記第2電極に、前記第1ワークおよび前記第2ワークの融点以下となるように、前記第1ワークおよび前記第2ワークに低電流を通電するための電流印加装置と、
を備え、
前記第1加圧軸は、前記第2加圧軸に対向する側に、前記第2加圧軸側に延びる凸部を含み、
前記第2加圧軸は、前記第1加圧軸に対向する側に、前記凸部を受入れる凹部を含む、
圧接装置。
続きを表示(約 500 文字)
【請求項2】
前記第1電極および前記第2電極は銅、銅合金、タングステン、および、モリブデンの中から選択される少なくとも1種の材料である、
請求項1に記載の圧接装置。
【請求項3】
請求項1または請求項2のいずれかに記載の前記圧接装置を用いた圧接方法であって、
前記第1ワークおよび前記第2ワークを前記第1電極および前記第2電極により挟み込む工程と、
前記電流印加装置を用いて、前記第1電極および前記第2電極に、前記第1ワークおよび前記第2ワークの融点以下となるように、前記第1ワークおよび前記第2ワークに低電流を通電し、前記第1ワークおよび前記第2ワークを軟化させる工程と、
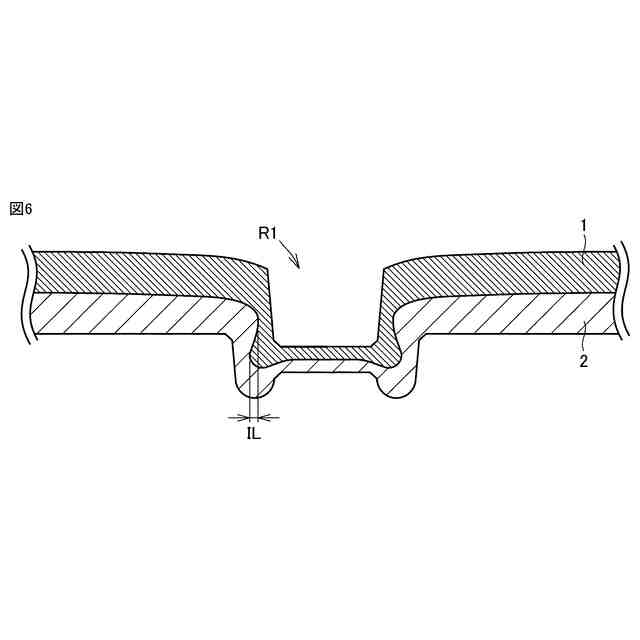
前記第1ワークおよび前記第2ワークを前記第1電極および前記第2電極により挟み込んだ状態のまま、前記第1加圧軸および前記第2加圧軸で前記第1ワークおよび前記第2ワークを挟み込み、前記第1加圧軸の前記凸部が、前記第2加圧軸の前記凹部に嵌まり込むように加圧することで、前記第1ワークおよび前記第2ワークの間に、カシメ領域を形成する工程と、
を備える、圧接方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、圧接装置及び圧接方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特開2017-177206号公報(特許文献1)には、メカニカルクリンチ接合部品およびその製造方法に関する発明が開示され、メカニカルクリンチ接合部品は、2枚以上の鋼板からなるクリンチ接合部品であって、剥離強度が0.200kN/mm以上の接合部を少なくとも1箇所有している。また、鋼板を一定以上に加熱する加熱工程の後に、加熱工程において、鋼板の炭素当量ならびにメカニカルクリンチ接合時の下死点保持時間と接合開始温度の関係において、所定の関係式を具備することが良いことが開示されている。
【0003】
特開2019-883号公報(特許文献2)には、第1金属板と第2金属板との間に、2枚以上の金属箔が積層した積層金属箔を挟み、金属板と積層金属箔とをかしめによって接合する方法が開示されており、ポンチとダイによるかしめを行う前に、ポンチ側に配置される第2金属板のかしめ予定位置付近にレーザ光を照射することにより、第2金属板が溶融せず、且つ、かしめを行う際に第2金属板の塑性流動が促進される温度に加熱する、レーザ光照射工程と、第2金属板が加熱された状態でかしめを行う工程とを有している。
【先行技術文献】
【特許文献】
【0004】
特開2017-177206号公報
特開2019-883号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
メカニカルクリンチングは、冷間塑性加工による高加圧接合が一般的であり、ダイとパンチとを有し、パンチで板を押し込むことによってダイ形状に材料を塑性流動させ、インターロックを形成している。材料を局所的に流動させるため,ダイおよびパンチ以外に板押えも必要となる。
【0006】
抵抗スポット溶接装置を用いたメカニカルクリンチング手法も知られており、抵抗スポット溶接装置の加圧機構と通電機構の両方を利用する熱間での塑性加工により、機械的締結を達成することができる。
【0007】
しかしながら、従来のメカニカルクリンチングでは高加圧が必要となることから、高加圧を得るための機構も大がかりな装置となり、210[kg]可搬以下のロボットハンドに、接合用のガンを搭載するのは困難となる。また、材料を局所的に流動させるため、ダイおよびパンチ以外にも、板を抑えるための機構が必要となり、フランジ等母材形状への適用範囲が狭くなる。
【0008】
さらに、抵抗スポット溶接の電極チップをダイおよびパンチ型にすると、現状では接合を達成するための通電時間が長いこと、加えてダイ・パンチ型電極の耐久性など、実生産ラインへの適用に対しての課題がある。
【0009】
本開示の目的は、簡易な構成を備えることにより、装置の小型化を図るとともに、実生産ラインへの適用を容易にすることのできる、圧接装置および圧接方法を提供することである。
【課題を解決するための手段】
【0010】
[1]:本開示の圧接装置は、金属からなる第1ワークと金属からなる第2ワークとをその厚み方向における両側から加圧するとともに、上記第1ワークおよび上記第2ワークに通電することにより、上記第1ワークおよび上記第2ワークを互いに接合する圧接装置であって、上記第1ワークおよび上記第2ワークをその厚み方向における両側から加圧することが可能な一対の第1加圧軸および第2加圧軸と、上記第1加圧軸の軸回りを取り囲むように環状に配置される第1電極と、上記第1電極に対向配置され、上記第2加圧軸の軸回りを取り囲むように環状に配置される第2電極と、上記第1電極と上記第2電極とにより、上記第1ワークおよび上記第2ワークを挟み込んだ状態において、上記第1電極および上記第2電極に、上記第1ワークおよび上記第2ワークの融点以下となるように、上記第1ワークおよび上記第2ワークに低電流を通電するための電流印加装置と、を備え、上記第1加圧軸は、上記第2加圧軸に対向する側に、上記第2加圧軸側に延びる凸部を含み、上記第2加圧軸は、上記第1加圧軸に対向する側に、上記凸部を受入れる凹部を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送車
2日前
株式会社ダイヘン
端末装置
2日前
株式会社ダイヘン
溶接システム
2日前
株式会社ダイヘン
情報処理装置
2日前
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス装置
9日前
工機ホールディングス株式会社
ニブラ
2日前
株式会社西田製作所
パンチャーヘッド
9日前
株式会社アマダ
曲げ加工機
2か月前
株式会社トラバース
パンチング加工装置
24日前
株式会社TMEIC
監視装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社カネミツ
筒張出部形成方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
株式会社三明製作所
転造装置
3か月前
株式会社不二越
転造加工用平ダイス
1か月前
トヨタ紡織株式会社
プレス金型装置
9日前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社エナテック
製品分離システム
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
日本製鉄株式会社
圧延装置
2か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
2か月前
個人
日本刀の製造方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ