TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056420
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023165881
出願日
2023-09-27
発明の名称
ホットスタンプ製品の製造方法
出願人
ユニプレス株式会社
代理人
個人
,
個人
主分類
B21D
22/20 20060101AFI20250401BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
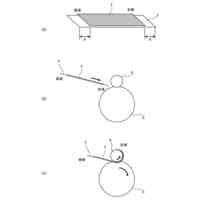
【課題】ホットスタンプ工程において、アルミメッキ鋼板のアルミメッキの金型への付着(凝着)を容易にかつ効果的に抑制若しくは防止することが可能なホットスタンプ製品の製造方法を提供する。
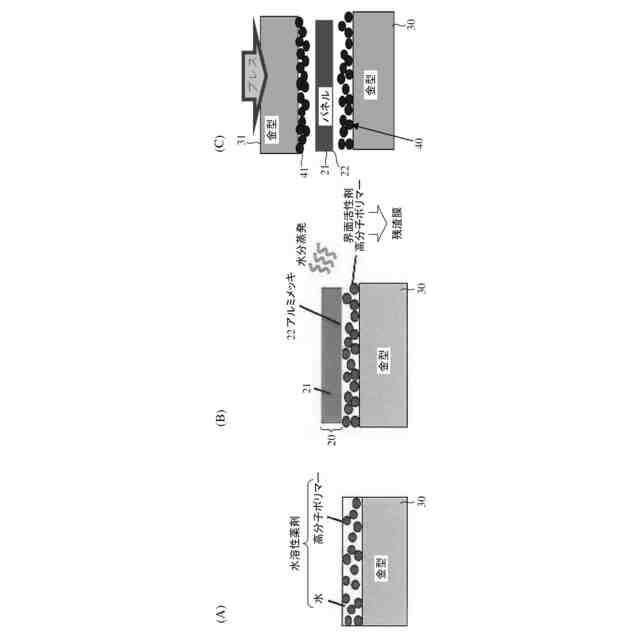
【解決手段】ホットスタンプ工程によりアルミメッキ鋼板から製品を製造するホットスタンプ製品の製造方法であって、アルミメッキ鋼板に対向する金型の表面に、引火性なく不揮発性である水溶性薬剤を塗布して後に、製品を製造する。
【選択図】図7
特許請求の範囲
【請求項1】
ホットスタンプ工程によりアルミメッキ鋼板から製品を製造する製造方法において、前記アルミメッキ鋼板に対向する金型の表面に、引火性なく不揮発性である水溶性薬剤を塗布して後に、前記製品を製造することを特徴とするホットスタンプ製品の製造方法。
続きを表示(約 250 文字)
【請求項2】
前記水溶性薬剤が、高分子ポリマー、水及び界面活性剤の混合物である請求項1に記載のホットスタンプ製品の製造方法。
【請求項3】
前記水溶性薬剤の混合割合が、前記高分子ポリマーは1~25部(重量%)、前記水は50~98部(重量%)、前記界面活性剤は1~25部(重量%)である請求項2に記載のホットスタンプ製品の製造方法。
【請求項4】
前記塗布が定期的に実施されるようになっている請求項1乃至3のいずれかに記載のホットスタンプ製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホットスタンプ(熱間プレス)工程により鋼板から製品(部品を含む)を製造するホットスタンプ製品の製造方法に関し、特にアルミメッキ鋼板から製品を製造するに際し、ホットスタンプ金型へのアルミメッキの付着(凝着)を抑制若しくは防止することができるホットスタンプ製品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
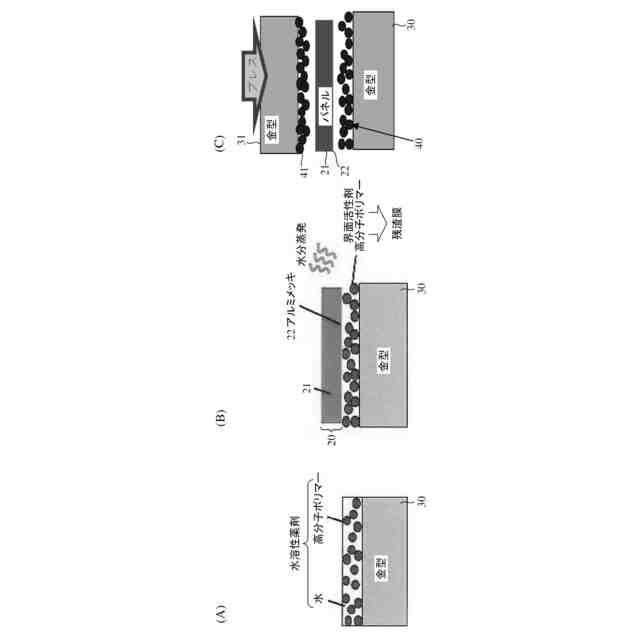
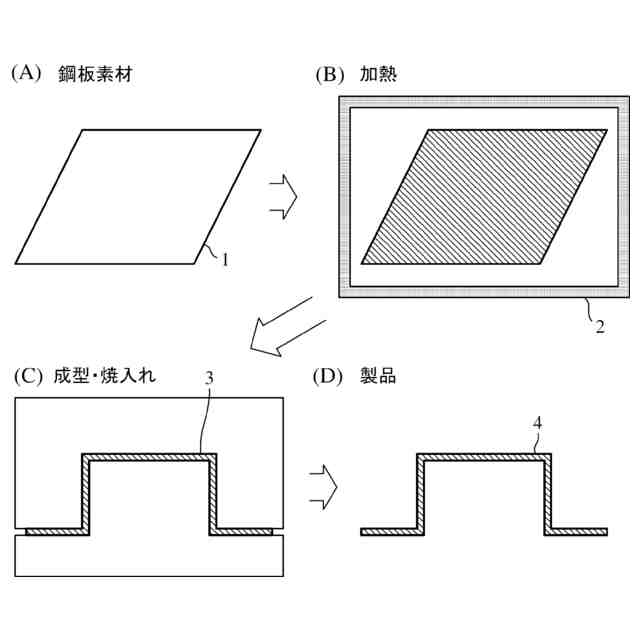
ホットスタンプ工程は、例えば図1に示すような工程となっている。即ち、先ず図1(A)に示す鋼板素材1を用意し、鋼板素材1を図1(B)に示すような加熱炉2に搬入して加熱(例えば900℃)すると共に、金型でプレス加工し、図1(C)に示すような成型・焼入れを行って成型品3とし、成型品3を適宜加工して、最終的に図1(D)に示すような製品4を得るようになっている。この場合、鋼板素材1として、鋼材の酸化スケール防止と耐食性向上のために、アルミメッキ鋼板が一般的に用いられている。
【先行技術文献】
【特許文献】
【0003】
特開2005-146354号公報
WO2011/158818
WO2013/145229
特開2022-185340号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
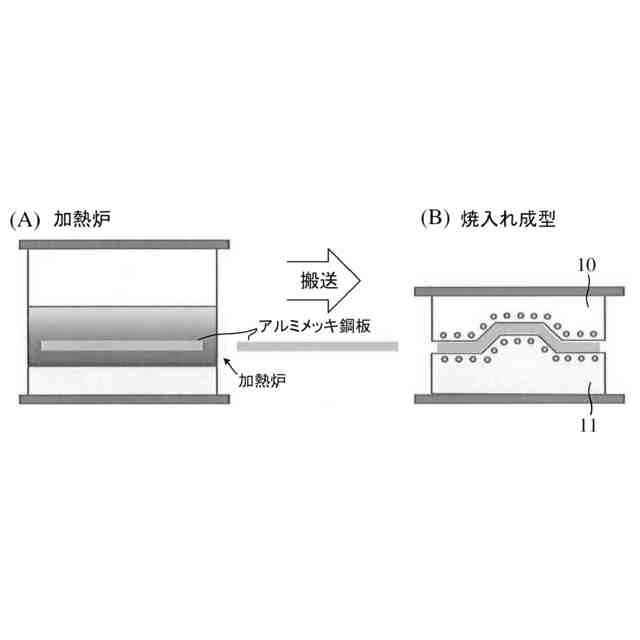
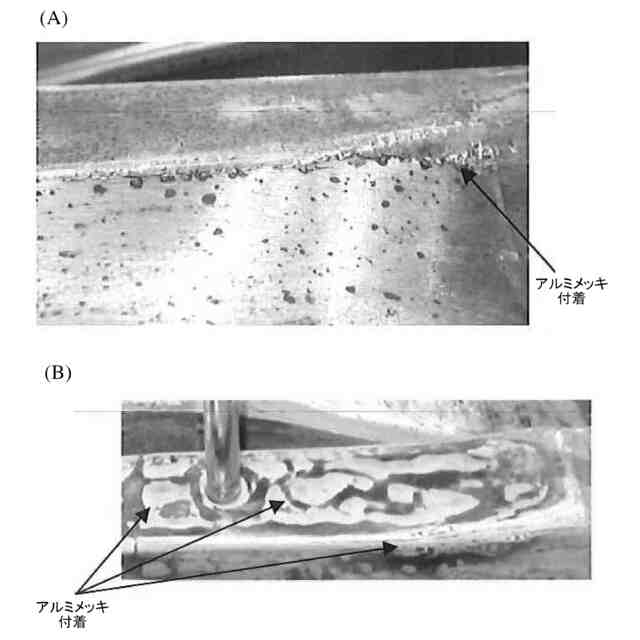
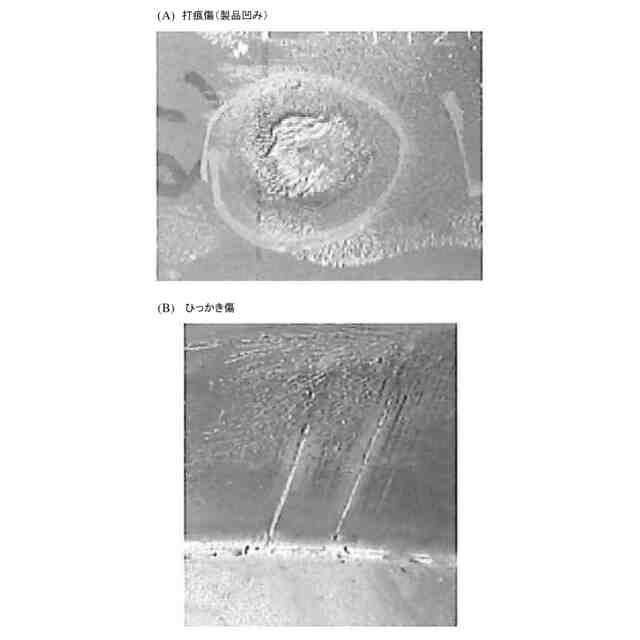
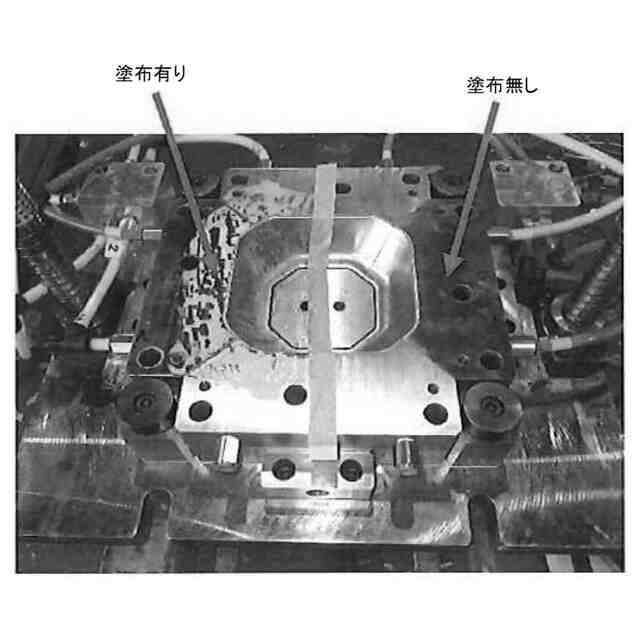
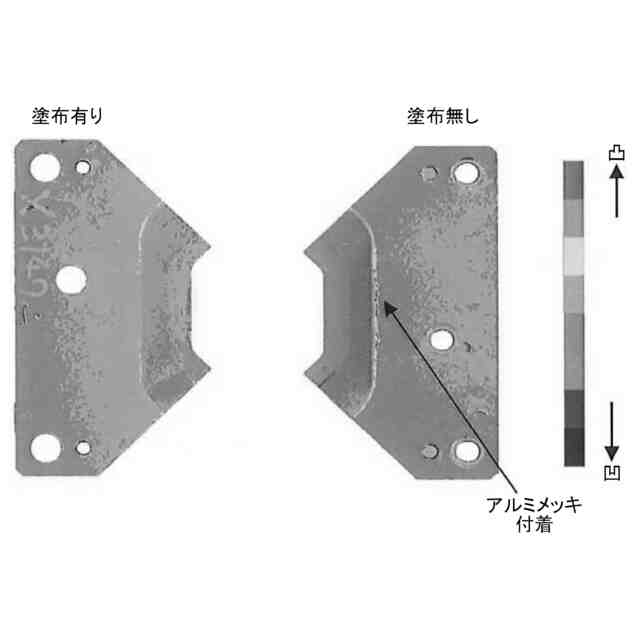
ここにおいて、素材鋼板にアルミメッキ鋼板を用いた場合、鋼板をオーステナイト変態温度(Ac3点)以上に加熱し、加熱された鋼板をプレス成型して焼入れするホットスタンプにおいては、図2(A)に示すようにホットスタンプの加熱炉で加熱してから搬送し、図2(B)に示すように凹凸の金型10及び11で焼入れ成型する。しかしながら、その成型時に、素材(鋼)の変形にアルミメッキ層が追従することができず、アルミメッキ層が鋼板から剥離してしまい、アルミメッキが金型の表面に強固に付着(凝着)する。図3(A)及び(B)は、実際にアルミメッキが金型に付着した状態を示している。アルミメッキが金型に付着すると、その付着物が以後の製品へ転写され、打痕傷といった図4(A)に示すような製品凹み、或いは図4(B)に示すひっかき傷のような外観傷(カジリ傷)が発生し、製品の品質不良を招く。製品の品質不良は、致命的な問題である。
【0005】
金型に付着した付着物(アルミメッキ)は強固であり、手で引っかいたり、布で拭き取るといった安易な作業では全く除去できず、グラインダで削り取るような機械作業で除去する必要がある。しかしながら、グラインダで削り取る場合、付着したアルミメッキと一緒に金型の表面も削り取ってしまうことも多く、高価な金型の摩耗、劣化の原因となっている。
【0006】
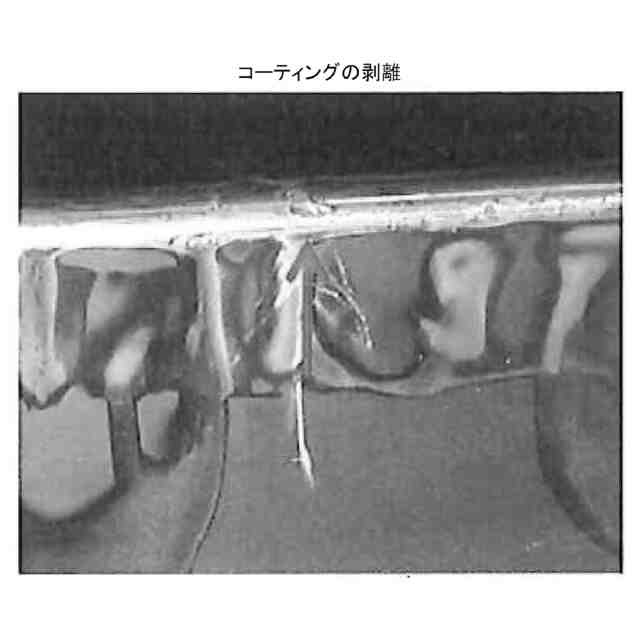
その対策として、一般的に、金型の表面にコーティング(例えばDLC(Diamond-Like Carbon), AlCrN, AlCrTi)を施すようにしているが、金型へのアルミメッキ付着の抑制効果は小さく、その上、成型によりコーティング層が図5に示すように剥離してしまう問題がある。更に、グラインダ等で付着物を除去しようとする際、コーティング層が損傷したり、剥離してしまうので、コーティングによる効果は極めて短期的なものとなっている。
【0007】
本発明は上述のような事情よりなされたものであり、本発明の目的は、ホットスタンプ工程において、アルミメッキ鋼板のアルミメッキの金型への付着(凝着)を容易にかつ効果的に抑制若しくは防止することが可能なホットスタンプ製品の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、ホットスタンプ工程によりアルミメッキ鋼板から製品を製造する製造方法に関し、本発明の上記目的は、アルミメッキ鋼板に対向する金型の表面に、引火性なく不揮発性である水溶性薬剤を塗布して後に、製品を製造することにより達成される。
【0009】
本発明の上記目的は、前記水溶性薬剤が、高分子ポリマー、水及び界面活性剤の混合物であることにより、或いは前記水溶性薬剤の混合割合が、前記高分子ポリマーは1~25部(重量%)、前記水は50~98部(重量%)、前記界面活性剤は1~25部(重量%)であることにより、或いは前記塗布が定期的に実施されるようになっていることにより、より効果的に達成される。
【発明の効果】
【0010】
本発明のホットスタンプ製品の製造方法によれば、アルミメッキ鋼板ホットスタンプの金型の表面へ、高分子ポリマー、水及び界面活性剤で成る水溶性薬剤を塗布することにより、アルミメッキの金型への付着(凝着)を抑制若しくは防止することができ、製品の品質を向上することができると共に、グラインダ等で付着物を除去する工程も必要なく、高価な金型の摩耗や劣化を低減することができる。従って、製品製造の経済的なメリットも非常に大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
プレス装置
18日前
工機ホールディングス株式会社
ニブラ
11日前
株式会社西田製作所
パンチャーヘッド
18日前
トヨタ紡織株式会社
プレス金型
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社アマダ
曲げ加工機
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
5日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社TMEIC
監視装置
1か月前
株式会社三明製作所
転造装置
4か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社不二越
転造加工用平ダイス
1か月前
トヨタ紡織株式会社
プレス金型装置
18日前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社カネミツ
筒張出部形成方法
3か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
5か月前
トックス プレソテクニック株式会社
接合装置
2か月前
日本製鉄株式会社
圧延装置
2か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
個人
日本刀の製造方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
株式会社IKS
滑り止め構造
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
10日前
JFEスチール株式会社
板巻き加工品の製造方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ