TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058421
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168337
出願日
2023-09-28
発明の名称
ハット形鋼矢板の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21B
1/082 20060101AFI20250402BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】被圧延材の高さを製品よりも小さくして圧延を行った後、曲げ戻しを実施する際にフランジと腕の交点の位置が変化することの無いようなハット形鋼矢板の製造方法を提供する。
【解決手段】ウェブ対応部を屈曲させて前記フランジ対応部の高さHf1が製品のフランジ高さHf0に比べ小さい条件でもって圧延を行う工程と、屈曲させたウェブ対応部を直線形状に曲げ戻し、フランジ対応部の高さを製品のフランジ高さHf0に戻すように圧延を行う工程と、を有し、これらの圧延を行う工程は、以下の式(9)、(10)、(12)を満たすように圧延条件が定められる。
θf1=sin
-1
{(1-(Hf0-Hf1)/Hf0)sinθf0}・・・(9)
θw1=cos
-1
[α{cosθw0+Lf0/Lw0(cosθf0-cosθf1)}]・・・(10)
1≦α≦λw/λf・・・(12)
【選択図】図12
特許請求の範囲
【請求項1】
ハット形鋼矢板の製造方法であって、
ウェブ対応部、フランジ対応部、腕対応部、及び継手対応部を含む被圧延材に対し、前記ウェブ対応部を屈曲させて前記フランジ対応部の高さHf1が製品のフランジ高さHf0に比べ小さい条件でもって圧延を行う工程と、
屈曲させた前記ウェブ対応部を直線形状に曲げ戻し、前記フランジ対応部の高さを製品のフランジ高さHf0に戻すように圧延を行う工程と、を有し、
これらの圧延を行う工程は、以下の式(9)、(10)、(12)を満たすように圧延条件が定められることを特徴とする、ハット形鋼矢板の製造方法。
θf1=sin
-1
{(1-(Hf0-Hf1)/Hf0)sinθf0} ・・・(9)
θw1=cos
-1
[α{cosθw0+Lf0/Lw0(cosθf0-cosθf1)}] ・・・(10)
1≦α≦λw/λf ・・・(12)
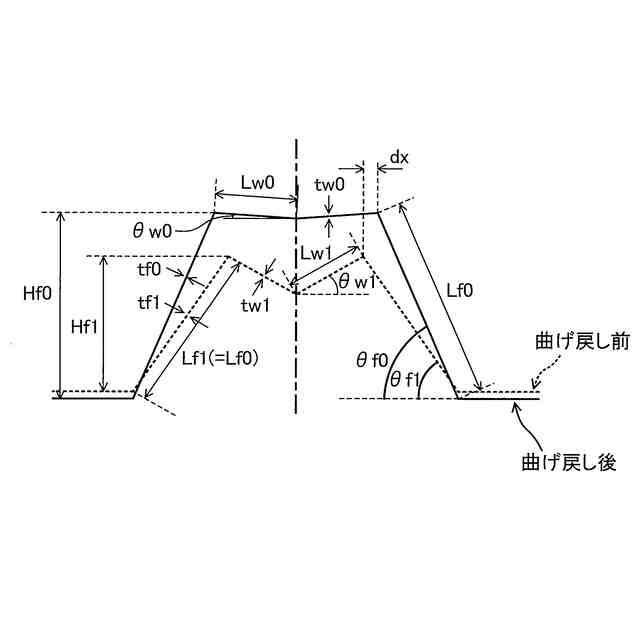
ここで、θf0:曲げ戻し後のフランジ傾斜角度、θw0:曲げ戻し後のウェブ傾斜角度、θf1:曲げ戻し前のフランジ傾斜角度、θw1:曲げ戻し前のウェブ傾斜角度、Lf0:曲げ戻し後のフランジ線長、Lw1:曲げ戻し前のウェブ線長の1/2、Lw0:曲げ戻し後のウェブ線長の1/2、であり、
λw=tw1/tw0
λf=tf1/tf0
α=Lw0/Lw1
と定義され、tw1は曲げ戻し前のウェブ厚、tw0は曲げ戻し後のウェブ厚、tf1は曲げ戻し前のフランジ厚、tf0は曲げ戻し後のフランジ厚、である。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ハット形鋼矢板の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
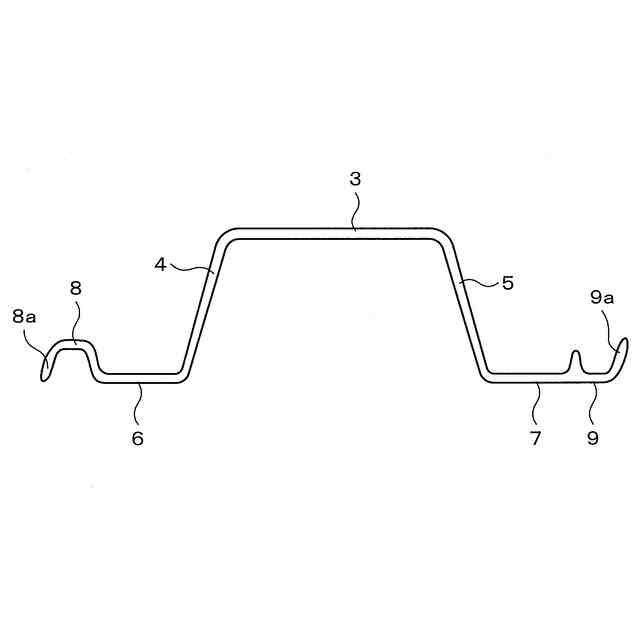
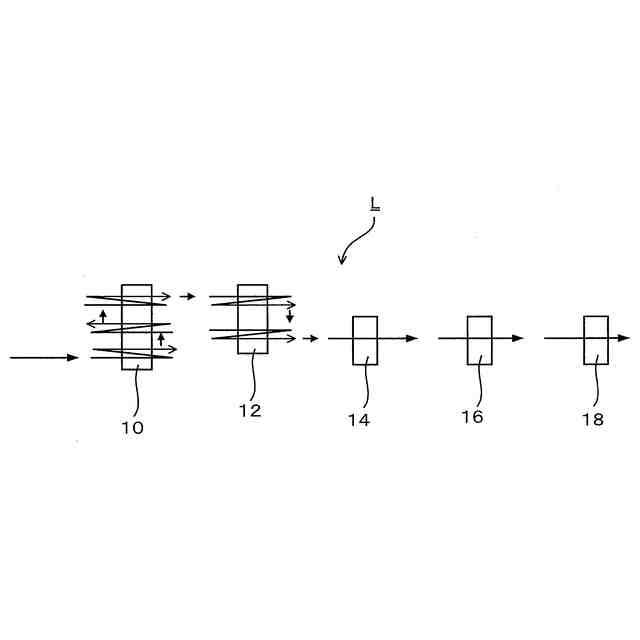
中央のウェブ(ウェブ部とも記載)と、その両側に接続されるフランジ(フランジ部とも記載)と、フランジの他端である両側端に接続される一対の腕(腕部とも記載)及び継手(継手部とも記載)と、を有するハット形鋼矢板の製造は、一般的には孔型圧延法によって行われる。この孔型圧延法の工程としては、先ず加熱炉において所定の温度に加熱したスラブ又はブルームといった矩形断面素材を、孔型を備えた粗圧延機、中間圧延機及び仕上圧延機によって順に圧延することが知られている。
【0003】
孔型圧延法では、粗圧延機、中間圧延機及び仕上圧延機に備えられる上下一対の孔型ロールに設けられる孔型を用いて圧延が行われる。この孔型ロールは、使用とともに摩耗するため、ロール研削によりロール径を径小化させ、孔型形状を保持しつつロールの有効使用範囲を大きくして長期間使用される。
【0004】
孔型ロールの使用に際し、ロール強度を担保するための最低限の径を有していなくてはならず、ロール研削による径小化を行う際にも、最も小径である部位が最低限の径を有していることが求められる。このことから、鋼矢板を孔型圧延法でもって圧延する場合に、小径箇所と大径箇所との径の差が小さい方が、孔型ロールを径小化させたとしても必要なロール強度が確保される部位が大きくなり、ロールを有効活用することができる。そこで、鋼矢板を孔型圧延法でもって圧延する際に、製品高さよりも圧延高さを低くする方法が知られている。例えば、特許文献1には、中間圧延において、孔型の高さが製品高さよりも小さい孔型を用い、中間圧延後の被圧延材の形状が、フランジ部が外側に湾曲又は屈折する第1形状となるように圧延を行うことで、ロールの使用代(有効使用範囲)を大きくする技術が開示されている。
【0005】
また、孔型圧延法によって鋼矢板の製造を行う場合、製造効率の向上やロール摩耗を抑えるといった観点から、フランジ延伸とウェブ延伸との釣り合いを適正化し、効率的に圧延を行うことが求められる。例えば、特許文献2には、フランジ延伸とウェブ延伸の釣り合いがとれるように、フランジ部とウェブ部の傾斜角度を定め、これに基づき設計された孔型構成を用いる技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第7031788号公報
特開昭60-44101号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
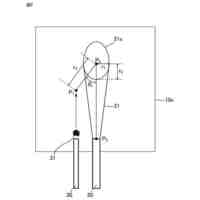
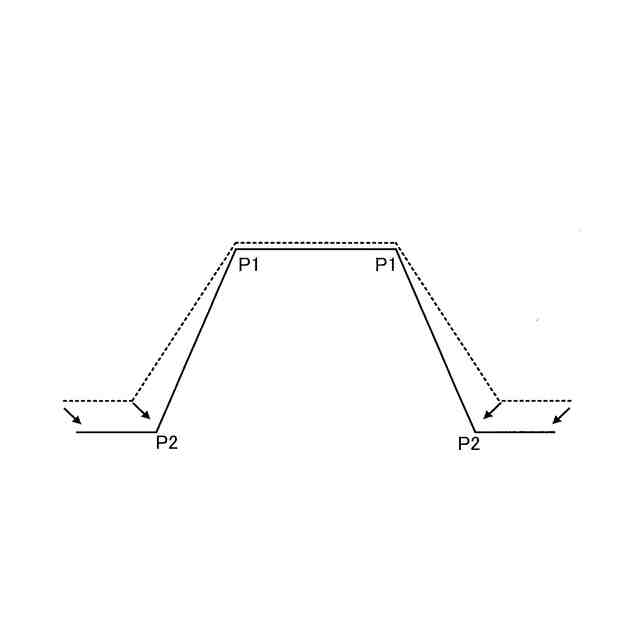
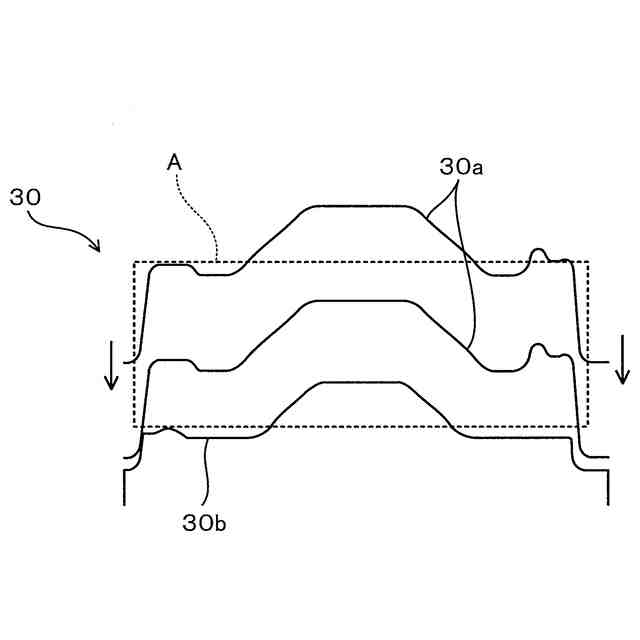
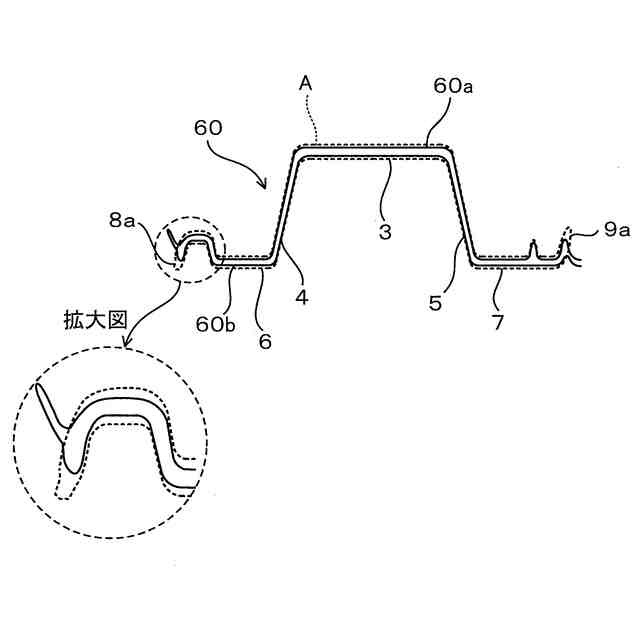
上記特許文献1に記載の技術では、フランジの線長は一定とし、フランジの傾斜角度を製品よりも大きくする(特許文献1の図6~図10等参照)ことで被圧延材の高さを製品よりも小さくして圧延を行い、下流の工程でフランジの傾斜角度を製品と同じ角度に曲げ戻し成形している。図1は、このような従来の曲げ戻し成形についての概略説明図である。図1中の破線が曲げ戻し成形前、実線が曲げ戻し後を示す。
【0008】
図1のように、従来の曲げ戻し成形では、ウェブとフランジの交点P1の水平方向位置を維持するために、フランジと腕の交点P2の位置が変化する(図1中の矢印参照)。このように、曲げ戻し成形では、腕や継手の位置が変化するため当該箇所の圧下は困難であり、孔型から逃がした状態で曲げ戻し成形を行う必要がある。そのため、曲げ戻し成形を行うための専用の孔型を設ける必要があり、孔型数の増加が問題となる。
【0009】
また、上記特許文献2に記載の技術では、フランジ延伸とウェブ延伸との釣り合いがとれるような条件については開示されているものの、被圧延材の高さを製品よりも小さくして圧延を行った後、曲げ戻しを実施するような圧延工程について何ら言及されておらず、曲げ戻し時における適正な条件についても何ら言及されていない。
【0010】
そこで、上記事情に鑑み、本発明の目的は、被圧延材の高さを製品よりも小さくして圧延を行った後、曲げ戻しを実施する際にフランジと腕の交点の位置が変化することの無いようなハット形鋼矢板の製造方法を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
鉄道車輪
12日前
日本製鉄株式会社
鉄道車輪
12日前
日本製鉄株式会社
冷却構造体
24日前
日本製鉄株式会社
冷却構造体
24日前
日本製鉄株式会社
脱りん方法
23日前
日本製鉄株式会社
軸受用鋼管
3日前
日本製鉄株式会社
クランク軸
16日前
日本製鉄株式会社
高炉の操業方法
25日前
日本製鉄株式会社
溶鉄の精錬方法
29日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
9日前
日本製鉄株式会社
粒度分布測定方法
22日前
日本製鉄株式会社
耐火被覆梁及び床構造
8日前
日本製鉄株式会社
床構造及び床構造の施工方法
8日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
29日前
日本製鉄株式会社
温度測定装置及び温度測定方法
17日前
日本製鉄株式会社
温度測定装置及び温度測定方法
17日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
22日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
22日前
株式会社小松製作所
耐摩耗部品
26日前
日本製鉄株式会社
コークス品質のばらつき推定方法
25日前
日本製鉄株式会社
モールドパウダーおよび鋼の連続鋳造方法
25日前
日鉄テックスエンジ株式会社
安全帯取付具
25日前
日本製鉄株式会社
センサの保護構造、センサの取付方法および試験体
23日前
大阪富士工業株式会社
ハースロール及びその製造方法
23日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
9日前
日本製鉄株式会社
液体金属脆化割れ予測方法及び液体金属脆化割れ予測プログラム
4日前
日本製鉄株式会社
水素充填方法、水素充填装置、試料解析方法および試料解析装置
4日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、及び高炉操業制御プログラム
23日前
日本製鉄株式会社
粒度改善型地盤改良材料の混合率予測方法および軟弱地盤改良方法
25日前
日本製鉄株式会社
装入装置の摩耗推定方法、高炉操業制御装置、及び高炉操業制御プログラム
5日前
日本製鉄株式会社
高炉の炉況判断方法、高炉の炉況判断装置、及び高炉の炉況判断方法のプログラム
8日前
日本製鉄株式会社
疑似セグメンテーションモデル生成装置及び疑似セグメンテーションモデル生成方法
23日前
日本製鉄株式会社
液化アンモニアタンク、液化アンモニアタンクの内槽の製造方法、及び、液化アンモニアタンクの内槽の設計方法
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ